
تُعدّ خدمة اللحام المعدني المُخصّص إحدى أهم الخطوات في إنتاج الأجزاء الصناعية عالية الدقة. فهي طريقة تشكيل المعادن التي تتميز بأقل قدر من الحرارة، مما يعني منطقة حرارية سطحية للغاية حول اللحام (HAZ)، وأقل قدر من تكسّر القطع المشغولة ، وتغيير طفيف في الخصائص الفيزيائية للمادة. لذا، يُمكن لهذا النوع من اللحام ضبط عمق منطقة الحرارة المحيطة باللحام بدقة متناهية إلى 0.2 مم أو أقل.
يُعدّ التحكم في الحرارة، وما يترتب عليها من تغيرات في البنية المجهرية، في تصنيع معدات السوائل عالية الضغط تحديًا كبيرًا، نظرًا لصعوبة التحكم في كمية الحرارة المُدخلة في اللحام التقليدي، مما يؤدي في النهاية إلى تدهور البنية المجهرية للمعدن وتلف قطعة العمل . وقد تمكنت شركة LS Manufacturing، بفضل نظام عملياتها المُحكم، من حل مشكلة هشاشة المعادن أثناء لحام الفولاذ المقاوم للصدأ وسبائك التيتانيوم، وذلك ببساطة عن طريق تنظيم طاقة خط اللحام، واللحام الدقيق، والتبريد القسري. فيما يلي، سنكشف عن خطة التنفيذ الكاملة للحام منخفض التأثير الحراري.

لمحة سريعة عن العمليات الأساسية للحام المعادن منخفض المخاطر المخصص
يقدم المؤلف في هذا الفصل ملخصًا لعوامل العملية الرئيسية والمعايير الفنية ونتائج تطبيق اللحام منخفض HAZ، مما يُمكّن المهندسين وموظفي المشتريات من فهم الجوانب الفنية الرئيسية على الفور وتجنب مآزق اختيار المصنع الشائعة.
| أبعاد وحدة التحكم الأساسية | معايير العملية القياسية | أداء اللحام التقليدي | فوائد تحسين العمليات |
| طاقة خط اللحام | ≤0.4 كيلوجول/مم | >1.2 كيلوجول/مم | يزيل الخطر الأساسي المتمثل في خشونة الحبيبات. |
| معدل تبريد اللحام | زادت بأكثر من 30% | تبديد الحرارة الطبيعي، معدل بطيء | يتجنب مشاكل تحول الطور الناتج عن تحسس السبائك. |
| منطقة تغطية المواد الخطرة | تم تخفيضها بنسبة 65% (عملية الليزر) | انتشار حراري واسع النطاق | يقترب تشوه قطعة العمل من الصفر . |
| معدل تدفق غاز الأرجون للحماية | ≥15 لتر/دقيقة | ≤8 لتر/دقيقة | يزيل أكسدة اللحام وتلوث الشوائب. |
| قيمة الإجهاد المتبقي | ≤50 ميجا باسكال | أقصى 350 ميجا باسكال | يحسن عمر قطعة العمل من حيث مقاومة الإجهاد. |
أهم النقاط
- تُعد طاقة خط اللحام السبب الأكبر الذي يؤثر على التحكم في منطقة التأثير الحراري (HAZ): يجب عليك تخصيص طاقة خط اللحام لتكون منخفضة تصل إلى 0.4 كيلو جول / مم باستخدام الصيغة مدخلات الحرارة = (UI) / v.
- معدل التبريد والأدوات هما الدعامات الرئيسية: إن ربط دعامة نحاسية ذات موصلية حرارية عالية مع حماية غاز الأرجون عالي الضغط في الخلف (معدل التدفق 15 لتر/دقيقة) قد يزيد من معدل تبريد اللحام بأكثر من 30%.
- يُعدّ اللحام بالليزر الخيار الأمثل لخدمات اللحام عالية الكثافة الطاقية: إذ يُمكن للحام الدقيق بالليزر تقليل مساحة المنطقة المتأثرة بالحرارة بنسبة 65% مقارنةً باللحام التقليدي بتقنية TIG عند لحام الأجزاء المعقدة ذات الجدران الرقيقة . لذا يُعتبر أفضل مسار تقني للحام ذي منطقة متأثرة بالحرارة منخفضة.
لماذا تثق بخبرة شركة LS Manufacturing في مجال التحكم في المناطق المتأثرة بالحرارة لخدمات اللحام المعدني المخصصة؟
يُعدّ تراكم العمليات الاحترافية والبيانات المقاسة من أهم الخطوات لضمان جودة اللحام في منطقة التأثير الحراري المنخفضة. ويستطيع المصنّعون الموثوقون تجنّب مخاطر فشل اللحام في قطع العمل الدقيقة بشكل كامل . وبفضل تعميق معرفتنا بممارسات الصناعة، يتمتع فريقنا بخبرة واسعة في تحسين عمليات اللحام الدقيقة، وقد أنجز مئات المشاريع في مجال لحام معدات السوائل عالية الضغط.
على سبيل المثال، من خلال اختبار متكرر لمدة ثلاثة أشهر لعمليات لحام سبائك التيتانيوم، يمكن للتحكم الدقيق في درجة الحرارة أن يقلل بشكل كبير من احتمالية فشل القطع بنسبة تصل إلى 90%، مما يضمن الامتثال لمواصفات لحام الهياكل الفولاذية AWS D1.6 . جميع معايير عملياتنا متوافقة مع أعلى معايير الصناعة ، مع الالتزام التام بإرشادات تأهيل إجراءات اللحام ISO 15614 .
من الناحية الفنية، يكمن السبب الرئيسي لمعظم حالات فشل اللحام في عدم كفاية التحكم في مدخلات الحرارة، وليس في مشاكل المادة الأساسية. وبفضل تجهيزات التبريد ونماذج المعايير التي طورناها بأنفسنا، نعالج مباشرةً مشكلة زيادة منطقة التأثير الحراري في عمليات لحام السبائك المختلفة ، ولذلك نعمل حتى مع مواد عالية الجودة مثل الفولاذ المقاوم للصدأ وسبائك التيتانيوم والفولاذ المزدوج.
تُظهر البيانات السرية من اختبارات فريقنا في الميدان أنه من خلال تحسين ما بعد المعالجة، يمكن الحفاظ على قوة الشد للقطعة بشكل مستقر عند أكثر من 98٪ من معيار المادة الأساسية ، مما يحل تمامًا مشكلة ضعف المواد الملحومة التقليدية.
تضمن الخبرة العملية الراسخة في الاختبارات ونظام العمليات المتوافق مع المعايير جودة خدمة لحام المعادن المخصصة، مما يجنبكم العيوب في الإنتاج الضخم. لفهم التأثيرات العملية للحام منخفض التأثير الحراري، يمكنكم الاطلاع على دراسات حالاتنا الناجحة في لحام المكونات الدقيقة في أي وقت لتلبية متطلبات مشروعكم بسرعة.

لماذا تفشل خدمة اللحام المعدني المخصصة القياسية في السيطرة على النمو الخطير للمنطقة المتأثرة بالحرارة؟
تستخدم خدمات اللحام المعدني التقليدية المخصصة طرق اللحام التقليدية TIG أو MIG ذات التيار العالي والسرعة المنخفضة، مما ينتج عنه مدخلات حرارية عالية جدًا (أكثر من 1.2 كيلوجول/مم). هذا النوع من الحرارة الزائدة، مع مرور الوقت، قد يؤدي إلى زيادة خشونة المنطقة المتأثرة بالحرارة (HAZ)، وتآكل بين الحبيبات، وإضعاف المادة بأكثر من 25%. نناقش هنا مشاكل اللحام التقليدي من منظور علم المعادن، ونوضح السبب الرئيسي لعدم ملاءمته للمكونات الدقيقة.
آلية تدهور الحبيبات عند درجات الحرارة العالية
يُعدّ استقرار البنية الحبيبية شرطًا أساسيًا لجودة أداء المكونات الملحومة. لذا، يُنصح بخدمات اللحام المعدني المخصصة عالية الجودة بمراقبة التغيرات التي تطرأ على البنية الحبيبية عند درجات الحرارة المرتفعة، كما يُعدّ تحسين بنية اللحام المعدني طريقةً ممتازةً لتحقيق حالة معدنية أفضل.
إذا تعرض المعدن الأساسي لفترة طويلة لدرجات حرارة تتراوح بين 800 و1200 درجة مئوية، فسيتلف هيكله نتيجةً لزيادة حجم الحبيبات بسرعة. ويُظهر الفولاذ الكربوني، والفولاذ المقاوم للصدأ 316L، وسبائك التيتانيوم TC4 استجابةً قويةً لهذا النطاق الحراري . كما أن عدم دقة التحكم في درجة الحرارة في اللحام التقليدي يزيد من تدهور جودة الحبيبات.
العيوب غير المرئية الناتجة عن الإجهاد المتبقي
انطلاقًا من خبرتنا العملية في لحام خطوط الأنابيب عالية الضغط ، ندرك أن أي خطأ في عملية اللحام قد يرفع الإجهاد المتبقي في اللحامات إلى مستوى 350 ميجا باسكال . ولتجنب الأضرار الهيكلية، يجب على قطاع الصناعة الاعتماد بشكل صارم على التحكم في الإجهاد المتبقي في لحام المعادن. قد تؤدي مستويات الإجهاد المتبقي المرتفعة إلى تكوّن شقوق دقيقة في الأجزاء الملحومة حسب الطلب عند تعرضها لأحمال دورية، مما ينتج عنه فشل بسبب الإجهاد بعد الاستخدام المطول ، وقد لا تفي هذه الأجزاء حتى بمعايير الشراء الصارمة لمعدات السوائل عالية الضغط.
| المادة الأساسية | عرض منطقة التأثير الحراري للحام التقليدي | ذروة الإجهاد المتبقي (ميجا باسكال) | معدل انخفاض قوة الشد | عدد حالات فشل دورة الإجهاد |
| الفولاذ المقاوم للصدأ 316L | 1.2 مم | 320 | 22% | 18000 |
| سبيكة التيتانيوم TC4 | 1.5 مم | 350 | 28% | 12000 |
| فولاذ مزدوج 2205 | 1.1 مم | 310 | 20% | 21000 |
| الفولاذ الكربوني العادي | 0.9 مم | 280 | 15% | 25000 |
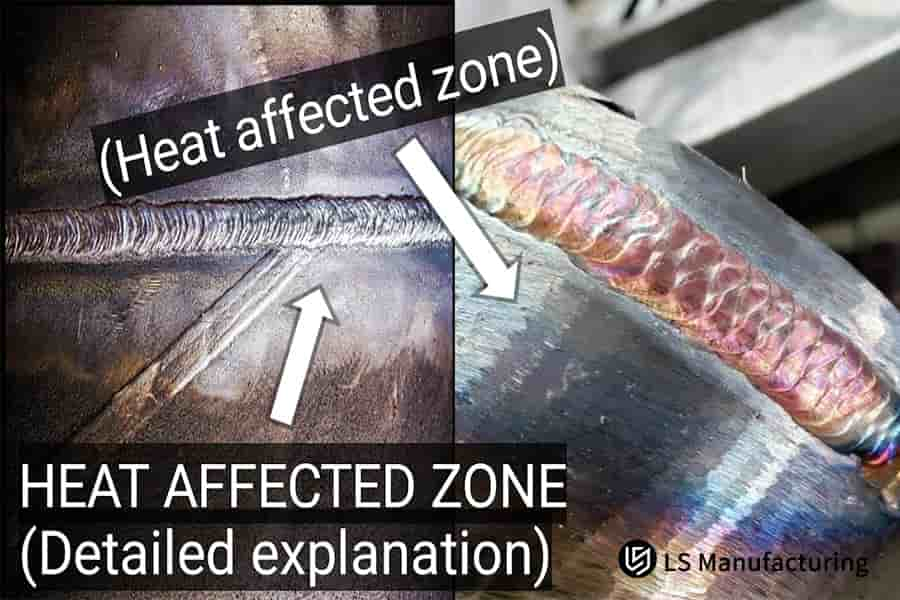
الشكل 1: مقطع عرضي للحام، يوضح المنطقة المتأثرة بالحرارة الملونة (HAZ) والتغيرات المجهرية.
كيف يمكن لتصميم اللحام المعدني المخصص المتقدم أن يقلل من مدخلات الحرارة الخطية أثناء التصنيع؟
يُتيح تصميم اللحام المعدني المخصص الممتاز تحكمًا دقيقًا في معايير اللحام، مثل الجهد والتيار وسرعة اللحام، لضمان ألا تتجاوز كمية الحرارة المُدخلة في كل تمريرة 0.35 كيلوجول/مم ، مما يُقلل بشكل كبير من توسع منطقة التأثير الحراري الناتج عن الحرارة المُضافة. يُعدّ تصميم المعايير بدقة إجراءً فعالاً لمنع إدخال حرارة زائدة، مما يجعله مناسبًا لمختلف سيناريوهات تصميم اللحام المعدني المخصص الدقيق وخدمات اللحام الدقيق.
استخدام صيغة إدخال الحرارة
يُعد التحكم في ناتج الحرارة جوهر هذه الطريقة. ويميل تصميم اللحام المعدني المخصص والمبني على أسس متينة إلى تثبيت مدخلات الحرارة من خلال التحكم فيها بناءً على معادلات علمية، مما يضمن الاستقرار الحراري للحام المعادن .
الصيغة المعتمدة على نطاق واسع في الصناعة هي مدخلات الحرارة = η × (U × I) / v، والتي تصف بدقة الطاقة الحرارية الناتجة عن اللحام. وقد أدرجت شركة LS Manufacturing هذه الصيغة في أداة تقييم DFM الخاصة بها، حيث يمثل معامل الكفاءة الحرارية للحام بالليزر (η) تم ضبط ) على 0.8. من خلال ضبط التيار والجهد وسرعة اللحام ، من الممكن تنظيم مدخلات الحرارة بثبات ضمن الحدود الآمنة.
خطة تطوير معلمات الأخدود والنبض
يمكن لضبط بنية العملية أن يقلل بشكل كبير من المدخلات الحرارية. وتعتمد خدمات اللحام الدقيق الموثوقة على تحسين معلمات الأخاديد والنبضات، وممارسة مطابقة معلمات لحام المعادن بدقة عالية. وفيما يلي بعض معلمات التحسين:
- تحسين الأخاديد: يؤدي تحويل الأخدود التقليدي على شكل حرف V بزاوية 60 درجة إلى أخدود ضيق بمسافة 35 درجة إلى انخفاض في حجم المعدن المترسب بنسبة 40٪، مما يقلل بشكل متناسب من إجمالي مدخلات الحرارة للمصدر.
- وضع النبض: عند اعتماد تيار أساسي 20 أمبير، وتيار ذروة 80 أمبير، ودورة تشغيل 35٪، وتردد نبض 5 هرتز، يكون خرج الحرارة غير مستمر.
باختصار، يتيح هذا التصميم وقتًا كافيًا لتبديد الحرارة من المعدن الأساسي، مما يمنع تراكمها. هل تحتاج إلى حسابات دقيقة لمعايير إدخال حرارة اللحام لقطعة العمل الخاصة بك؟ أرسل رسوماتك للحصول على حل تقييم احترافي مجاني لعملية التصنيع (DFM).
ما هي منهجيات إدارة الحرارة في خدمات اللحام الدقيق التي يمكنها تجاوز تحسس السبائك وتحول الطور؟
تعتمد عمليات اللحام الدقيق الأكثر تطوراً على التحكم الدقيق في دورة اللحام الحرارية. هذا، بالإضافة إلى استخدام تجهيزات التبريد المائي وغاز الأرجون عالي النقاء بنسبة 99.999% كغاز واقٍ ، يقلل مدة بقاء المعدن في نطاق درجة حرارة التحسس إلى 3 ثوانٍ فقط، مما يمنع تدهور تحول طور السبيكة. الإدارة الحرارية السليمة هي سر نجاح عمليات اللحام الدقيق .
تطبيق نظام التبريد المائي المتكامل
يُعدّ تبديد الحرارة الموجّه آليةً سريعةً للتخلص من الحرارة الزائدة. ويُعتبر التبريد المائي ميزةً أساسيةً في خدمات اللحام الدقيقة عالية الجودة، حيث يضمن تحكمًا موثوقًا في درجة حرارة لحام المعادن . نظام التبريد المائي متعدد القنوات النحاسي، الذي طوّرناه داخليًا، والمُزوّد بتقنية الاهتزاز الدقيق، والمُثبّت على بُعد 5 مم من جانبي اللحام، مسؤول عن إزالة أكثر من 60% من الحرارة من الحواف بتدفق مائي يبلغ 2.5 لتر/دقيقة، مما يُخفّض درجة الحرارة بسرعة في محيط اللحام.
تحكم دقيق في درجة الحرارة بين المراحل في الوقت الفعلي
فيما يتعلق بلحام الفولاذ المقاوم للصدأ المزدوج 2205، يمكن مراقبة درجة الحرارة بين اللحامات باستمرار باستخدام كاميرا تصوير حراري بالأشعة تحت الحمراء، مع الالتزام التام بحدود 100 درجة مئوية. تُزود تقنية اللحام لتقليل منطقة التأثير الحراري (HAZ) على المستوى الاحترافي بنظام تحكم كامل في درجة الحرارة لضمان توازن طور المعدن في اللحام بدقة متناهية. تعتمد عملية التحكم الحراري الكاملة على وسائل متعددة لمنع تغيرات طور السبيكة، مما ينتج عنه أداء لحام مُرضٍ.
نقاط التحكم الرئيسية هي:
- استخدام تقنية التبريد القسري للتحكم في وقت بقاء اللحام في نطاق التحسس 450-850 درجة مئوية في غضون 3 ثوانٍ لتجنب ترسب كربيد الكروم.
- الحفاظ على توازن النسبة المعدنية: التحكم المستمر في النسبة الذهبية للفريت المزدوج إلى الأوستنيت عند 45٪ إلى 55٪ على التوالي والتي يتم من خلالها ضمان استقرار التركيب المعدني على مستوى المادة.
- رفع مؤشرات مقاومة التآكل: يبلغ رقم مقاومة التآكل المكافئ المقاس (PREN) للحام 35، مما يعني أن مقاومة التآكل تتجاوز مقاومة الركيزة الأصلية من جميع النواحي.
لماذا يؤدي اختيار حلول اللحام بالليزر الآلية إلى خفض تكلفة اللحام منخفض المخاطر على المدى الطويل؟
تتميز عملية اللحام الآلي باستخدام ليزر الألياف بقدرتها على تركيز شعاع الليزر بدقة أكبر، مما يزيد من سرعة اللحام، ويقلل عرض منطقة التأثير الحراري بنسبة 80%، ويرفع معدل الإنتاجية بشكل ملحوظ، ويخفض التكاليف بأكثر من 35% إجمالاً . يحل هذا الأسلوب بكفاءة مشكلة الحفاظ على انخفاض تكلفة لحام منطقة التأثير الحراري .
مقارنة تكلفة اللحام بالليزر مقابل اللحام التقليدي
تؤثر كفاءة الإنتاج الضخم بشكل مباشر على تكاليفه، وهي العامل الرئيسي في الحد من تكلفة لحام المناطق المتأثرة بالحرارة المنخفضة. يمكن لجدولة دفعات اللحام المعدني الآلية المعيارية الشاملة أن تقلل بشكل كبير من هدر الإنتاج الضخم . يسمح اللحام اليدوي بتقنية TIG للأجزاء غير المنتظمة ذات الجدران الرقيقة بتكلفة 45 دولارًا أمريكيًا للقطعة الواحدة للتسوية والتلميع، بينما يؤدي اللحام بالليزر إلى تشوه حراري شبه معدوم ، وإلغاء تكاليف المعالجة اللاحقة بشكل مباشر.
المزايا الأساسية لأداء العمليات
تتميز لحام الليزر بنسبة عمق إلى عرض تصل إلى 8:1، وتركيز دقيق للبقعة، ومنطقة متأثرة بالحرارة ضئيلة للغاية ، مما يجعله التقنية الرائدة في تقليل المنطقة المتأثرة بالحرارة. يُمكّن لحام المعادن عالي الدقة مع كبح العيوب من تجنب عيوب الإنتاج الضخم تمامًا. لا يُحسّن هذا التغيير مظهر قطعة العمل ودقتها فحسب، بل يرفع أيضًا إنتاجية الإنتاج الضخم إلى أكثر من 99%، مما يُحقق فوائد اقتصادية كبيرة وطويلة الأجل في الإنتاج الضخم.
| نوع العملية | قطر البقعة | سرعة اللحام | نسبة تخفيض المخاطر الخطرة | تكلفة المعالجة اللاحقة للقطعة الواحدة |
| اللحام بالليزر الآلي | ≤0.15 مم | ≥25 مم/ث | 80% | 0 دولار |
| لحام TIG التقليدي | ≥0.8 مم | ≤8 مم/ث | 0% | 45 دولارًا |
هل ترغب في حساب تكاليف لحام قطع العمل بكميات كبيرة بدقة؟ قدّم لنا بيانات المنتج للحصول على حل مجاني لحساب تكلفة الإنتاج بكميات كبيرة .
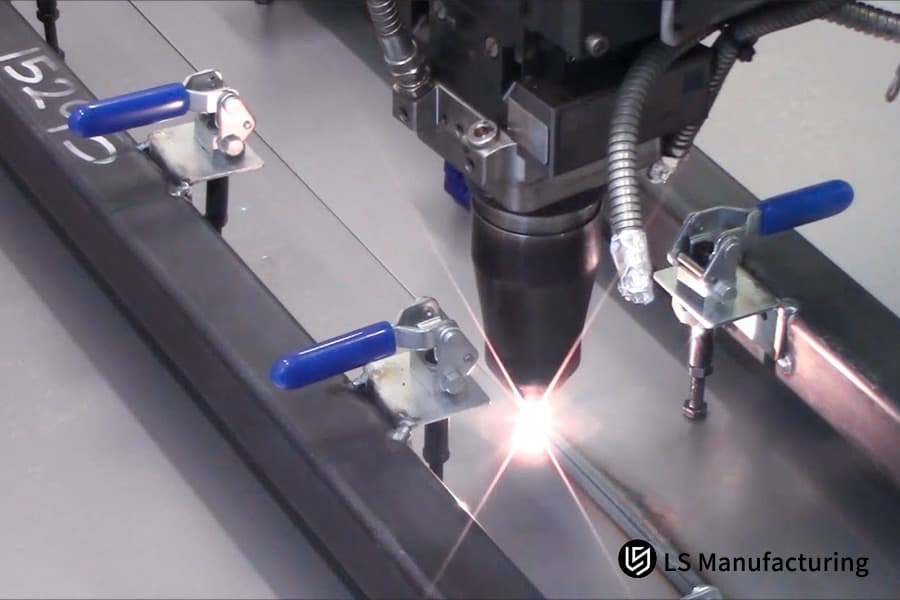
الشكل 2: تقوم آلة لحام ليزرية آلية بمعالجة صفيحة معدنية، مع مشابك زرقاء تضمن التثبيت الدقيق.
ما هي قوائم التحقق التي يجب مراجعتها قبل الحصول على عرض أسعار لخدمات اللحام المعدني المخصصة؟
قبل طلب عرض سعر لخدمات اللحام المعدني المخصصة ، ينبغي على المشترين التحقق من المتطلبات الفنية الرئيسية للمورد وقدراته على إجراء الاختبارات. يساعد إجراء عمليات التدقيق الفني المسبق على تجنب الوعود غير الصحيحة بشأن العملية، والتأكد من أن عرض السعر يتوافق مع معايير الإنتاج.
مؤشرات التدقيق الفني الأساسية
يُعدّ معيار الجودة الذي تحدده مؤشرات التدقيق أساسًا للتحكم في تكلفة لحام منطقة التأثير الحراري المنخفضة. ويمكن لعمليات تدقيق لحام المعادن الشاملة والمنهجية أن تميز الموردين ذوي الجودة العالية. وينبغي على العملاء، عند تدقيق الموردين، الانتباه إلى التحقق من المؤشرات الرئيسية مثل صلابة منطقة التأثير الحراري (50 HV) للمادة الأساسية، والإجهاد المتبقي من اللحام، والسلامة المعدنية ، وإدراجها صراحةً في الاتفاقية الفنية.
طرق تحديد الالتزامات الخاطئة في العمليات
بعض النقاط الرئيسية للتعرف بشكل منهجي على الموردين ذوي الجودة المنخفضة واختيار مقدمي خدمات اللحام المتوافقين مع معايير تقليل المناطق المتأثرة بالحرارة بكفاءة لتجنب مخاطر عمليات لحام المعادن غير المنتظمة:
- من المحتمل أن عروض الأسعار التي لا تتضمن عملية تقييم جدوى التصميم للتصنيع لا تمتلك قدرات التحسين المسبق للعملية.
- إذا لم يتم ذكر اختبار الأشعة/الموجات فوق الصوتية غير المدمر، فهذا يعني أنه لا يمكن اكتشاف الشقوق المجهرية الخفية.
- إن عدم وجود معدات اختبار حجم حبيبات منطقة التأثير الحراري يعني أنه لا يمكن التحكم في الخصائص المعدنية المجهرية.

الشكل 3: مكون أسطواني معدني يتميز بخط لحام محيطي أنيق وموحد.
كيف تمنع عملية اللحام المتخصصة لتقليل منطقة التأثير الحراري التشوه في الهياكل الرقيقة؟
تستخدم خدمة اللحام الاحترافية للتحكم في منطقة التأثير الحراري عملية لحام متناظرة متقطعة لتحقيق توازن الإجهاد والتحكم في خطأ التسطيح ضمن نطاق 0.08 مم، وذلك باستهداف الهياكل ذات الجدران الرقيقة التي لا تتجاوز سماكتها 1.0 مم. ويمكن لهذه الطريقة معالجة مشاكل التشوه الحراري في قطع العمل ذات الجدران الرقيقة بكفاءة عالية.
الآلية الأساسية لتشوه الأجزاء ذات الجدران الرقيقة
في الواقع، يُعدّ الانكماش الحراري غير المتساوي السبب الرئيسي للتشوه. تعالج خدمة اللحام الاحترافية للتحكم في منطقة التأثير الحراري هذه المشكلة بشكل غير مباشر باستخدام أساليب تشكيل الصفائح المعدنية الرقيقة باللحام الاحترافي. بعد التسخين، تتولد في الهياكل المعدنية ذات الجدران الرقيقة قوى انكماش طولية وعرضية غير متساوية. ومع استمرار التسخين أثناء اللحام، يزداد الفرق في الإجهاد، مما يؤدي إلى انبعاج قطعة العمل وانزياح الثقوب لدرجة لا تُحقق معايير التسطيح.
طريقة موازنة الإجهاد
يمكن التنبؤ بتوزيع المجال الحراري أثناء لحام بطول 1200 مم مسبقًا باستخدام تحليل العناصر المحدودة (FEA)، ويمكن تقسيم الطول إلى 10 مناطق لحام منفصلة ، كما يمكن ترتيب مسارات اللحام النبضي بشكل متداخل من المركز إلى كلا الطرفين. بالإضافة إلى ذلك، تم استخدام أدوات التمدد المسبق المملوءة بغاز الأرجون لموازنة إجهاد الانكماش الحراري، مما لا يساهم فقط في استقرار أبعاد الأجزاء الملحومة حسب الطلب، بل يحقق أيضًا تحكمًا دقيقًا للغاية في أبعاد لحام المعادن ، مع الحفاظ على أخطاء الأبعاد ضمن المعايير المحددة بدقة.
تُعرض المعايير الرئيسية للعملية بأكملها في الجدول أدناه:
| عناصر التحكم | معيار معلمات العملية | معلمات العملية التقليدية | تأثير التحسين | سُمك الجدار المناسب |
| تقسيم اللحام | 10 أجزاء/1200 مم | اللحام المستمر للقطعة بأكملها | توزيع الإجهاد بشكل منتظم | ≤1.0 مم |
| مسار اللحام | لحام متقطع متداخل من المركز إلى كلا الطرفين | اللحام المستمر أحادي الاتجاه | تم تقليل التشوه بنسبة 90% | ≤1.0 مم |
| خطأ التسطيح | ≤0.08 مم | ≥0.3 مم | دقة أبعاد محسّنة بشكل ملحوظ | ≤1.0 مم |
| ضغط التعبئة المسبقة للأرجون | 0.15 ميجا باسكال | 0.05 ميجا باسكال | يعوض تشوه الانكماش الحراري | ≤1.0 مم |
هل ترغب في حل مشكلة تشوه اللحام في الأجزاء الدقيقة ذات الجدران الرقيقة؟ استشر مهندس عمليات بشكل فردي للحصول على حل لحام مخصص.

الشكل 4: يد ترتدي قفازًا تقوم بعملية لحام بالليزر على غلاف معدني رقيق الجدران، مع تطاير الشرر عند الزاوية.
لماذا يُعد اختيار سلك الحشو الخاص أمرًا حيويًا لضمان سلامة البنية المجهرية للأجزاء الملحومة حسب الطلب؟
يمكن تصغير حجم حبيبات المعدن، وتعويض نقص السبائك، والتحكم الفعال في منطقة اللحام المتأثرة بالحرارة ، وضمان أداء قطعة العمل، وذلك باستخدام سلك لحام مُعدَّل خصيصًا لتحقيق التوافق الدقيق. يُعد اختيار سلك اللحام عاملًا أساسيًا في سلامة البنية المجهرية للحام ، وهو السبب الرئيسي المؤثر على ضمان جودة الأجزاء الملحومة حسب الطلب .
عيوب اللحام في أسلاك اللحام العادية
يؤدي فقدان عنصر الكروم إلى تدهور المادة، وقد يتسبب مباشرةً في فقدان الخصائص الوظيفية للأجزاء الملحومة حسب الطلب. إضافةً إلى ذلك، فإنه يُلحق ضرراً بالغاً بالبنية المجهرية لسبائك اللحام المعدنية المستقرة . على سبيل المثال، عند لحام الفولاذ المقاوم للصدأ 304 ، قد يتسبب سلك اللحام التقليدي في ظهور مناطق منخفضة الكروم في منطقة التأثير الحراري للحام، حيث يقل مستوى الكروم عن النسبة الحرجة البالغة 12%. ونتيجةً لذلك، تصبح هذه المناطق عرضةً لتشقق التآكل الإجهادي، مما يُقلل بشكل ملحوظ من عمر قطعة العمل.
حل مخصص لتحسين أسلاك اللحام
يُسهم استخدام سلك اللحام المخصص ER308LSi منخفض الكربون للغاية، والذي يحتوي على مستويات عالية من السيليكون، في جعل حوض اللحام أكثر سيولة، مما يؤدي إلى حبيبات معدنية أدق، والقضاء التام على عيوب اللحام ، وضمان استقرار قطعة العمل على المدى الطويل. وقد تم تطبيق هذا الحل المزدوج في خدمة لحام المعادن المخصصة المعروفة بنجاح في القضاء على تشققات اللحام .
الأسباب الرئيسية التي تجعل هذا الأمر جديراً بالاعتبار هي:
- يتجنب المناطق المستنفدة من الكروم: يعمل سلك اللحام المتخصص على موازنة فقدان عناصر السبيكة بسبب عملية اللحام، مما يضمن عدم انخفاض محتوى الكروم عن القيمة الحرجة البالغة 12٪ وبالتالي إزالة تدهور المواد.
- تحسين البنية المعدنية: إن تحسين الحبيبات كبير لدرجة أن حجم الحبيبات في منطقة التأثير الحراري يتم الحفاظ عليه عند مستوى 8 أو أعلى ، مما يؤدي إلى بنية معدنية متراصة وموحدة للغاية.
- يقضي على مخاطر تشقق التآكل: فهو قادر على إيقاف تشقق التآكل الإجهادي تمامًا، لذا فهذه ميزة مرغوبة للمعدات الصناعية المتطورة للسوائل وخطوط الأنابيب ذات الضغط العالي.
كيف تمكنت شركة LS Manufacturing من القضاء على التشققات الشديدة الناتجة عن منطقة التأثير الحراري في قطع التيتانيوم المصممة حسب الطلب؟
هذا الجزء عبارة عن حالة لحام صناعية حقيقية من شركة LS Manufacturing. استخدمنا أشعة ليزر نبضية وتجهيزات حماية مطورة ذاتيًا للحد من تشقق اللحام في صمامات سبائك التيتانيوم. بلغ عرض المنطقة المتأثرة بالحرارة (HAZ) في صمامات سبائك التيتانيوم 0.12 مم، وبهذه الطريقة تخلصنا تمامًا من مشكلة تشقق اللحام في القطع الدقيقة.
التحديات الرئيسية للعميل
في نوفمبر 2025، واجهت شركة عالمية مصنعة لمعدات السوائل عالية الضغط مشكلة: فقد بلغ عرض منطقة التأثير الحراري (HAZ) في مجموعة صمامات دقيقة مصنوعة من سبيكة التيتانيوم TC4 ذات جدار رقيق (0.8 مم) بعد لحامها بتقنية TIG التقليدية 1.5 مم، وهو رقم مرتفع للغاية . لذا، كان استخدام عملية اللحام العكسي للمعادن للمكونات الدقيقة غير وارد بتاتًا.
في اختبار إجهاد التحميل النبضي بقوة 15 ميجا باسكال، أظهرت العينة كسرًا هشًا بين الحبيبات بعد 12000 دورة فقط، مما يعني أن معدل خضوعها كان أقل من 45% . تسببت هذه العوامل في خسارة كبيرة في تسليم الطلبات الكبيرة، ولذا كان من الضروري تطوير عملية تصنيع متقدمة.
حلول التصنيع LS
لقد ركزوا على لحام المعادن ذات الجدران المعدنية الرقيقة بدقة عالية للغاية، وركزوا على أهم المشاكل الدقيقة في لحام الأجزاء الدقيقة المصنوعة من سبائك التيتانيوم .
- من خلال تجربة مشروع لحام الصمامات الدقيقة المصنوعة من سبائك التيتانيوم، يمكن لسبائك التيتانيوم امتصاص شوائب الأكسجين والهيدروجين بسهولة بالغة في درجات الحرارة العالية، وهو السبب الرئيسي لتقصف منطقة التأثير الحراري.
- تخلى الفريق عن فكرة عملية اللحام بالقوس الكهربائي أحادي المرور نهائياً واختار نظام لحام ليزر الألياف النبضي بقوة 3000 واط، مما سمح بضبط دقة تركيز بقعة الليزر إلى 0.02 مم.
- بفضل تركيبات الحماية المرنة ذات الطبقتين من غاز الأرجون، وبمساعدة غاز الأرجون النقي بنسبة 99.999% بمعدل 25 لتر/دقيقة يتم تصريفه، والنحاس لتبديد الحرارة القسري، فإن درجة حرارة ما بين الطبقات تبلغ 85 درجة مئوية، ومن وجهة نظر علم المعادن، يتم منعها من تكوين الشقوق.
نتائج المشروع وقيمته
أكدت اختبارات التصوير الإشعاعي بالأشعة السينية (RT) والفحص المعدني أن عرض منطقة التأثير الحراري (HAZ) لقطعة العمل قد انخفض إلى 0.12 مم، وأن حجم الحبيبات قد بلغ معيار الحبيبات فائقة الدقة من المستوى 9.5 . وبفضل تصميم مقاومة إجهاد اللحام المعدني ، استطاعت قطعة العمل تحمل 100,000 اختبار إجهاد تحت ضغط عالٍ للغاية دون أي تلف.
ارتفع معدل العائد من المحاولة الأولى إلى 99.8%، مما أدى إلى إلغاء جميع خطوات المعالجة اللاحقة تمامًا وخفض تكاليف التجميع طويلة الأجل لكل جزء بنسبة 42% ، وهكذا ساعدوا العملاء على حل أزمات التسليم بشكل مثالي والوصول إلى أداء عالٍ وحلقة إنتاج منخفضة التكلفة.
تتميز عملية اللحام المتطورة هذه لسبائك التيتانيوم ذات المنطقة المتأثرة بالحرارة المنخفضة بإمكانية إعادة استخدامها بسرعة. ولتلبية احتياجات معالجة مكونات سبائك التيتانيوم الدقيقة المماثلة، يمكنكم تقديم الرسومات مباشرةً للحصول على حلول معالجة مخصصة.

الأسئلة الشائعة
س1: ما هي المنطقة المتأثرة بالحرارة (HAZ) بالضبط في خدمة اللحام المعدني المخصصة القياسية؟
المنطقة المتأثرة بالحرارة (HAZ) هي جزء من المعدن الأساسي لم ينصهر تمامًا أثناء اللحام، ولكنه تعرض لتغيرات نتيجة تعرضه لدرجات حرارة عالية. تُؤدي هذه التغيرات إلى ضعف البنية المجهرية للمنطقة، وانخفاض قوتها الميكانيكية، ومقاومتها للتآكل، ولذلك تُساهم المنطقة المتأثرة بالحرارة بشكل كبير في جودة المكونات الملحومة.
س2: كيف تتحكم شركة LS Manufacturing بالضبط في مدى منطقة التأثير الحراري أثناء التصنيع الآلي بالليزر؟
يتم تغيير دورة تشغيل الليزر بواسطة مهندسي معالجة الليزر، ويتم ضغط البقعة إلى ≤0.15 مم، ويتم استخدام تركيبات مياه نحاسية مبردة بالنيتروجين السائل مصممة خصيصًا لإزالة أكثر من 65٪ من حرارة اللحام الزائدة بكفاءة عالية، وبالتالي يتم التحكم في عرض منطقة التأثير الحراري بدقة شديدة.
س3: كيف يؤثر حجم منطقة التأثير الحراري الأكبر على قوة الشد الميكانيكية الإجمالية للأجزاء الملحومة حسب الطلب؟
السبب الرئيسي لذلك هو تضخم حبيبات المعدن عند درجات الحرارة العالية نتيجة تعرضها المطول للحرارة في منطقة التأثير الحراري الواسعة. إضافةً إلى ذلك ، قد تتشكل مادة هشة عند حدود الحبيبات، مما يجعلها نقاط تركيز للإجهاد، ويؤدي إلى كسرها تحت تأثير الإجهاد، وهذا بدوره قد يُسبب انخفاضًا كبيرًا في قوة البنية.
س4: هل المعالجة الحرارية بعد اللحام (PWHT) غير ضرورية تمامًا إذا تم تحسين خدمة اللحام الأولية للتحكم في منطقة التأثير الحراري (HAZ)؟
بالتأكيد. باستخدام اللحام الدقيق متعدد المراحل منخفض الطاقة، يمكن خفض الإجهاد المتبقي في قطعة العمل إلى أقل من 15% من مقاومة الخضوع للمادة الأساسية . وبناءً على ذلك، يمكن اعتبار معظم قطع العمل المصنوعة من الفولاذ المقاوم للصدأ ذي الجدران الرقيقة غير بحاجة إلى المعالجة الحرارية المكلفة بعد اللحام.
س5: ما هي المواد المعدنية المعرضة للتدهور الشديد حول منطقة اللحام المتأثرة بالحرارة أثناء خدمة اللحام الدقيق؟
تُعدّ سبائك الألومنيوم 7075 عالية القوة، والفولاذ المقاوم للصدأ المارتنسيتي، والفولاذ المُقسّى بالترسيب، وسبائك التيتانيوم TC4 معادن حساسة للغاية في منطقة حرارة اللحام، حيث تميل إلى التليين أو التعرّض لتشققات الهيدروجين. ويُعدّ الحفاظ على مدخلات حرارة اللحام منخفضة للغاية جزءًا أساسيًا من اللحام الفعال.
س6: ما هي طرق الاختبار غير المتلف التي تستخدمها لفحص البنية المجهرية للمنطقة المتأثرة بالحرارة دون إتلاف المادة؟
نعتمد على معايير AWS D1.1/D1.6 وISO 15614 كأساس لعملنا. ومن خلال المعدات التقنية، نعتمد بشكل أساسي على الفحص بالموجات فوق الصوتية (UT)، والتصوير الشعاعي الرقمي (DR)، واختبار صلابة فيكرز. يتيح لنا هذا المزيج من التقنيات الكشف عن الشقوق الدقيقة والعيوب في منطقة التأثير الحراري (HAZ) التي لا تُرى بالعين المجردة.
س7: ما هو تأثير شكل وصلة اللحام على تكلفة لحام منطقة التأثير الحراري؟
يُمكن للتصميم الجيد للشطف أن يُقلل كمية معدن اللحام والحرارة بنحو 50%، مما يُساعد على تقليل حجم منطقة التأثير الحراري، بالإضافة إلى تقليل التشوهات الناتجة. علاوة على ذلك، يُمكنه تقصير وقت التصنيع الإجمالي بنسبة 30% والاستغناء عن الحاجة إلى مزيد من التعديل.
س8: ما هي وثائق الجودة الأساسية التي ترفقها شركة LS Manufacturing بعرض أسعار اللحام المعدني المخصص الخاص بي؟
تتضمن عناصر عرض السعر تقرير DFM، ومواصفات إجراءات اللحام WPS، وتأهيل عملية PQR، وتقرير اختبار المعادن، وشهادة تتبع المواد من الشركة المصنعة الأصلية (OEM)، وكلها تهدف إلى تأكيد مطابقة التصنيع ومراقبة الجودة. حمّل رسوماتك للحصول على عرض سعر ، وتعاون مع فريق متخصص لإيجاد حلول لحام مصممة خصيصًا لك.
ملخص
تُعدّ المنطقة المتأثرة بالحرارة (HAZ) في اللحام عاملاً حاسماً في تحديد أداء المكونات المعدنية ذات الأبعاد الدقيقة، وعمرها الافتراضي، وسلامتها. ويمكن للتحكم في مستويات الطاقة الخطية المنخفضة (0.4 كيلوجول/مم)، وتحسين دورات صهر الليزر النبضي، واستخدام أساليب التبريد القسري، أن تُسهم مجتمعةً في تقليل عيوب النواة، مثل تضخم الحبيبات وتشققات الإجهاد، من الناحية المعدنية. وبذلك، يتحقق التوازن بين الاستقرار الهيكلي لقطع العمل والحد من تكلفة الإنتاج.
في الوقت نفسه، إذا كنت تبحث عن خدمات لحام دقيقة، يمكنك البدء بتقييم الموردين المحتملين بناءً على العوامل الرئيسية الثلاثة التالية:
- هل هم قادرون على محاكاة استقرار الدورات الحرارية أثناء الإنتاج الضخم من خلال تحليل العناصر المحدودة (FEA) في مرحلة النموذج الأولي؟
- هل لديهم أدوات اختبار غير تدميرية تغطي 100% من المساحة ؟
- هل توضح وثائق العملية حدًا أعلى واضحًا للتحكم الخطي في الطاقة؟
شركة LS Manufacturing حاصلة على شهادة ISO 9001:2015، وتمتلك منشأة لحام ليزر مؤتمتة بالكامل، قادرة على إجراء لحام دقيق لمعدات السوائل عالية الضغط. انطلاقًا من مسؤوليتها والتزامها بالجودة، تُولي الشركة اهتمامًا بالغًا لدقة تصنيع القطع وجودة المواد المعدنية. نرحب بكم لزيارة صفحة الاستفسارات الرسمية على موقعنا الإلكتروني المستقل في أي وقت. حيث يمكنكم تحميل رسوماتكم ثلاثية الأبعاد بصيغة STEP DFM مباشرةً، وسيقوم خبراؤنا المتخصصون في علم المعادن بإعداد تقرير تقييم لحام المعادن مجاني ومخصص، بالإضافة إلى عرض سعر تجاري دقيق خلال 24 ساعة.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com 
