
La saldatura personalizzata dei metalli rappresenta una delle fasi più cruciali nella produzione di componenti industriali di alta precisione. Si tratta di un metodo di lavorazione dei metalli che richiede un apporto termico minimo, il che si traduce in una zona termicamente alterata (ZTA) molto superficiale, una rottura estremamente ridotta dei pezzi e un'alterazione minima delle proprietà fisiche del materiale. Pertanto, questo tipo di saldatura è in grado di regolare la profondità della ZTA di un pezzo di precisione fino a 0,2 mm o meno.
Il controllo del calore e, di conseguenza, delle modifiche microstrutturali nella produzione di apparecchiature per fluidi ad alta pressione rappresenta una grande sfida, poiché l'apporto termico con la saldatura tradizionale è incontrollabile e ciò porta inevitabilmente al deterioramento della microstruttura del metallo e allo scarto del pezzo . LS Manufacturing, grazie al suo sistema di processo ben organizzato, riesce a risolvere il problema della fragilità del metallo durante la saldatura di acciaio inossidabile e leghe di titanio semplicemente regolando l'energia di linea, la saldatura a micropassi e il raffreddamento forzato. Di seguito verrà illustrato il piano di implementazione completo della saldatura a bassa HAZ.

Breve panoramica dei processi principali per la saldatura personalizzata di metalli in zone a bassa pericolosità (Low-HAZ).
In questo capitolo l'autore presenta una sintesi dei principali fattori di processo, degli standard tecnici e dei risultati dell'implementazione della saldatura a bassa HAZ, in modo da consentire a ingegneri e addetti agli acquisti di comprendere rapidamente i principali aspetti tecnici ed evitare le comuni insidie nella scelta del produttore.
| Dimensioni di controllo principali | Parametri standard di processo | Prestazioni di saldatura tradizionali | Vantaggi dell'ottimizzazione dei processi |
| Linea di saldatura Energia | ≤0,4 kJ/mm | >1,2 kJ/mm | Elimina il rischio fondamentale di ingrossamento dei grani. |
| Velocità di raffreddamento della saldatura | Aumento di oltre il 30% | Dissipazione naturale del calore, a bassa velocità | Evita i problemi di trasformazione di fase dovuti alla sensibilizzazione della lega. |
| Area di copertura HAZ | Riduzione del 65% (processo laser) | Diffusione del calore ad ampio raggio | La deformazione del pezzo si avvicina a zero . |
| Portata di protezione dell'argon | ≥15 L/min | ≤8 L/min | Elimina l'ossidazione delle saldature e la contaminazione da impurità. |
| Valore dello stress residuo | ≤50 MPa | Massimo 350 MPa | Migliora la durata a fatica del pezzo in lavorazione. |
Punti chiave
- L'energia della linea di saldatura è il fattore principale che influenza il controllo della zona termicamente alterata (HAZ): è necessario adattare l'energia della linea di saldatura in modo che sia pari a un valore minimo di 0,4 kJ/mm utilizzando la formula Apporto di calore = (UI) / v.
- La velocità di raffreddamento e gli utensili sono i fattori principali: l'unione di un supporto in rame ad alta conduttività termica con protezione di gas argon ad alta pressione sul retro (portata 15 L/min) può aumentare la velocità di raffreddamento della saldatura di oltre il 30%.
- La saldatura laser è la soluzione principale per i servizi di saldatura ad alta densità di energia: la saldatura laser di precisione può ridurre la zona termicamente alterata del 65% rispetto alla saldatura TIG tradizionale, soprattutto nella lavorazione di componenti complessi a parete sottile . Per questo motivo, è considerata la migliore soluzione tecnica per la saldatura a bassa zona termicamente alterata.
Perché affidarsi all'esperienza di LS Manufacturing nel controllo della zona termicamente alterata per servizi di saldatura di metalli personalizzati?
L'accumulo di dati e la misurazione dei processi professionali costituiscono i passaggi fondamentali per garantire una bassa qualità della saldatura nella zona termicamente alterata (HAZ). I produttori affidabili possono evitare completamente il rischio di difetti di saldatura nei pezzi di precisione . Grazie alla nostra profonda conoscenza delle pratiche di settore, il nostro team ha acquisito una solida esperienza nell'ottimizzazione dei processi di saldatura di precisione e ha realizzato centinaia di progetti di saldatura di apparecchiature per fluidi ad alta pressione.
Prendendo come esempio una serie di test iterativi di tre mesi sui processi di saldatura di leghe di titanio, il controllo della temperatura può ridurre drasticamente la probabilità di guasto dei pezzi fino al 90%, consentendo così di rispettare anche le specifiche di saldatura di strutture in acciaio AWS D1.6 . Tutti i nostri parametri di processo sono conformi ai più elevati standard di settore , nel rigoroso rispetto delle linee guida della norma ISO 15614 per la qualificazione delle procedure di saldatura.
Dal punto di vista tecnico, la causa principale della maggior parte dei fallimenti di saldatura è un controllo inadeguato dell'apporto termico, piuttosto che problemi con il materiale di base. Grazie ai nostri dispositivi di raffreddamento e ai modelli parametrici sviluppati internamente, affrontiamo direttamente il problema dell'eccessiva zona termicamente alterata (ZTA) nei vari processi di saldatura di leghe , motivo per cui lavoriamo anche con materiali di altissima qualità come acciaio inossidabile, leghe di titanio e acciaio duplex.
Dati riservati provenienti dai test sul campo condotti dal nostro team dimostrano che, grazie all'ottimizzazione post-processo, la resistenza alla trazione del pezzo può essere mantenuta stabilmente a oltre il 98% dello standard del materiale di base , risolvendo completamente il problema dell'indebolimento dei materiali saldati tradizionali.
Una solida esperienza pratica nei test e un sistema di processo conforme garantiscono in modo completo la qualità del vostro servizio di saldatura di metalli su misura, evitando difetti nella produzione di massa. Per comprendere intuitivamente gli effetti pratici della saldatura a bassa HAZ, potete consultare in qualsiasi momento i nostri casi studio di successo sulla saldatura di componenti di precisione e individuare rapidamente la soluzione più adatta alle esigenze del vostro progetto.

Perché i servizi standard di saldatura di metalli su misura non riescono a controllare la pericolosa espansione della zona termicamente alterata?
I tradizionali servizi di saldatura di precisione dei metalli utilizzano metodi TIG o MIG ad alta corrente e bassa velocità, che comportano un apporto termico molto elevato (superiore a 1,2 kJ/mm). Questo calore eccessivo, nel tempo, può causare un ispessimento della zona termicamente alterata (ZTA), provocare corrosione intergranulare e indebolire il materiale di oltre il 25%. In questo articolo analizziamo le problematiche della saldatura convenzionale dal punto di vista della scienza dei metalli e chiariamo il motivo principale per cui non è adatta alla realizzazione di componenti di precisione.
Meccanismo di deterioramento del grano ad alta temperatura
La stabilità della grana è un prerequisito fondamentale per la qualità e le prestazioni dei componenti saldati. Un servizio di saldatura di metalli su misura di alta qualità farebbe bene a monitorare attentamente le variazioni della grana che si verificano ad alte temperature, e l'affinamento della grana della saldatura è un ottimo modo per ottenere una migliore condizione metallografica.
Se il metallo base rimane a lungo a temperature comprese tra 800℃ e 1200℃, la sua struttura si deteriorerà a causa del rapido aumento della dimensione dei grani. L'acciaio al carbonio, l'acciaio inossidabile 316L e la lega di titanio TC4 reagiscono fortemente a questo intervallo di temperature . La mancanza di un controllo preciso della temperatura nella saldatura convenzionale non fa che aggravare ulteriormente la perdita di qualità dei grani.
Difetti invisibili causati da stress residuo
Come dimostrato dalla nostra esperienza pratica nella saldatura di condotte ad alta pressione , un processo errato può aumentare le tensioni residue nelle saldature fino a 350 MPa . Per prevenire danni strutturali, l'industria dovrebbe affidarsi rigorosamente al controllo delle tensioni residue di saldatura dei metalli. Elevati livelli di tensione residua possono provocare la formazione di microfratture nei componenti saldati su misura quando sottoposti a carico ciclico, con conseguente rottura per fatica dopo un uso prolungato , e i componenti potrebbero non soddisfare nemmeno i severi standard di approvvigionamento per le apparecchiature per fluidi ad alta pressione.
| Materiale di base | Larghezza della zona termicamente alterata (HAZ) della saldatura tradizionale | Tensione residua di picco (MPa) | Tasso di diminuzione della resistenza alla trazione | Conteggio dei guasti del ciclo di fatica |
| Acciaio inossidabile 316L | 1,2 mm | 320 | 22% | 18000 |
| Lega di titanio TC4 | 1,5 mm | 350 | 28% | 12000 |
| Acciaio duplex 2205 | 1,1 mm | 310 | 20% | 21000 |
| Acciaio al carbonio ordinario | 0,9 mm | 280 | 15% | 25000 |
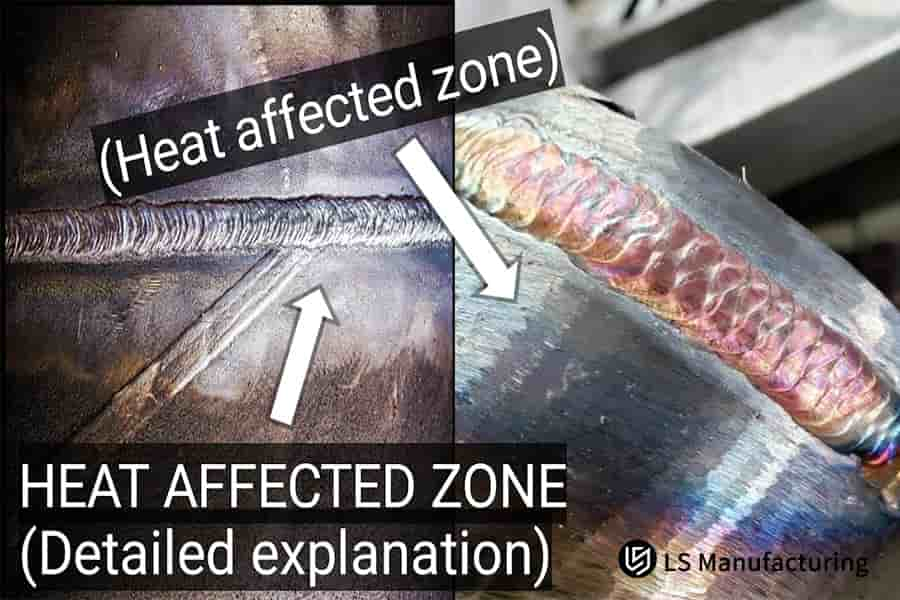
Figura 1: Sezione trasversale di una saldatura, che mostra la zona termicamente alterata (ZTA) colorata e le modifiche microstrutturali.
In che modo una progettazione avanzata e personalizzata della saldatura dei metalli può ridurre al minimo l'apporto termico lineare durante la fabbricazione?
Un'eccellente progettazione personalizzata della saldatura dei metalli consente un controllo preciso dei parametri di saldatura, come tensione, corrente e velocità di saldatura, per garantire che l'apporto termico in una singola passata sia inferiore o uguale a 0,35 kJ/mm , eliminando così quasi completamente l'allargamento della zona termicamente alterata (ZTA) dovuto all'apporto di calore. Una progettazione accurata dei parametri può essere una misura efficace per prevenire un eccessivo apporto di calore, il che significa anche che è applicabile a diversi scenari di progettazione e servizio di saldatura di precisione personalizzata dei metalli .
Formula di utilizzo dell'apporto di calore
Il controllo della potenza termica è il fulcro del metodo. Una progettazione di saldatura dei metalli su misura ben fondata è fortemente orientata alla stabilizzazione dell'apporto termico attraverso il controllo dell'apporto termico basato su formule scientifiche, garantendo così la stabilità termica della saldatura dei metalli .
La formula ampiamente adottata dall'industria è Input di calore = η × (U × I) / v, che caratterizza accuratamente l'energia termica erogata dalla saldatura. LS Manufacturing ha incorporato questa espressione nel suo strumento di valutazione DFM, dove il coefficiente di efficienza termica della saldatura laser (η ) è impostato a 0,8. Regolando la corrente, la tensione e la velocità di saldatura , è possibile regolare gli apporti termici in modo costante entro i limiti di sicurezza.
Piano di sviluppo dei parametri di scanalatura e impulso
La messa a punto dell'architettura del processo può ridurre notevolmente l'apporto termico. I servizi di saldatura di precisione affidabili si avvalgono dell'ottimizzazione dei parametri di scanalatura e impulso e della pratica di un'eccellente corrispondenza dei parametri di saldatura del metallo. Alcuni parametri di ottimizzazione sono elencati di seguito:
- Ottimizzazione della scanalatura: la trasformazione della tradizionale scanalatura a V da 60 mm in una scanalatura a spazio ristretto da 35 mm comporta una riduzione del volume di metallo depositato del 40%, con conseguente diminuzione dell'apporto termico complessivo della sorgente.
- Modalità a impulsi: con corrente di base di 20 A, corrente di picco di 80 A, ciclo di lavoro del 35% e frequenza di impulsi di 5 Hz, la produzione di calore è discontinua.
In breve, questo design consente un tempo sufficiente per la dissipazione del calore dal metallo di base, prevenendo l'accumulo di calore. Hai bisogno di calcoli precisi dei parametri di apporto termico di saldatura del tuo pezzo? Inviaci i tuoi disegni per ricevere una soluzione di valutazione del processo DFM professionale e gratuita.
Quali metodologie di gestione termica per i servizi di saldatura di precisione possono evitare la sensibilizzazione della lega e la trasformazione di fase?
La saldatura di precisione più avanzata si basa sulla regolazione meticolosa del ciclo termico di saldatura. Questo, unitamente all'utilizzo di dispositivi di raffreddamento ad acqua e di gas argon ad altissima purezza (99,999%) come protezione , riduce il tempo trascorso nell'intervallo di temperatura di sensibilizzazione a soli 3 secondi, prevenendo così la degradazione dovuta alla trasformazione di fase della lega. Una corretta gestione termica è il segreto del successo delle operazioni di saldatura di precisione .
Applicazione del sistema integrato di raffreddamento ad acqua
La dissipazione mirata del calore agisce come un rapido meccanismo per eliminare il calore in eccesso. Il raffreddamento ad acqua è una caratteristica dei servizi di saldatura di precisione di alta qualità, che garantisce un controllo affidabile della temperatura di saldatura dei metalli . Il nostro sistema di raffreddamento ad acqua a microvibrazione multicanale in rame, sviluppato internamente e posizionato a 5 mm da entrambi i lati della saldatura, è in grado di rimuovere oltre il 60% del calore dai bordi con un flusso d'acqua di 2,5 l/min, abbassando così rapidamente la temperatura in prossimità della saldatura.
Controllo preciso della temperatura tra i passaggi in tempo reale
Con riferimento alla saldatura dell'acciaio inossidabile duplex 2205, la temperatura tra le passate può essere monitorata continuamente tramite una termocamera a infrarossi, rigorosamente limitata a 100℃. La tecnologia di saldatura per la riduzione della zona termicamente alterata (HAZ) di livello professionale è dotata di un sistema completo di controllo della temperatura per garantire un perfetto equilibrio di fase del metallo di saldatura . Il controllo termico completo, che si avvale di diversi accorgimenti per prevenire cambiamenti di fase della lega, si traduce in prestazioni di saldatura soddisfacenti.
I principali punti di controllo sono:
- Utilizzo della tecnologia di raffreddamento forzato per controllare il tempo di permanenza della saldatura nell'intervallo di sensibilizzazione 450-850℃ entro 3 secondi per evitare la precipitazione del carburo di cromo.
- Mantenere l'equilibrio del rapporto metallografico: controllare continuamente il rapporto aureo tra ferrite duplex e austenite, mantenendolo rispettivamente tra il 45% e il 55%, garantendo così la stabilità metallografica a livello del materiale.
- Aumento degli indicatori di resistenza alla corrosione: il numero equivalente di resistenza alla vaiolatura (PREN) misurato della saldatura è pari a 35, il che significa che la resistenza alla corrosione supera in ogni aspetto quella del substrato originale.
Perché la scelta di soluzioni di saldatura laser automatizzate riduce i costi di saldatura nelle zone ad alta pericolosità a lungo termine?
La saldatura laser a fibra automatizzata ha la capacità di focalizzare il raggio laser in modo più preciso, aumentando così la velocità di saldatura, riducendo la larghezza della zona termicamente alterata (ZTA) dell'80%, migliorando drasticamente la resa e tagliando i costi di oltre il 35% complessivamente . Questo metodo risolve in modo efficace il problema di mantenere bassi i costi di saldatura della ZTA .
Confronto dei costi tra saldatura laser e saldatura tradizionale
L'efficienza della produzione di massa determina direttamente i costi di produzione ed è il fattore chiave per limitare i costi di saldatura nella zona termicamente alterata (HAZ). Una programmazione automatizzata e standardizzata dei lotti di saldatura dei metalli può ridurre drasticamente gli sprechi nella produzione di massa . La saldatura TIG manuale di pezzi irregolari a parete sottile consente di raddrizzare e lucidare pezzi per un costo di 45 dollari, mentre la saldatura laser porta a una deformazione termica pressoché nulla e all'eliminazione diretta dei costi di post-elaborazione.
Principali vantaggi delle prestazioni di processo
La saldatura laser vanta un rapporto profondità-larghezza fino a 8:1, una focalizzazione precisa del punto e una zona termicamente alterata (ZTA) minima , caratteristiche che la rendono la tecnologia di saldatura leader per la riduzione della ZTA. La saldatura di precisione dei metalli con soppressione dei difetti consente di evitare completamente i difetti di produzione in serie. Questo non solo migliora l'aspetto del pezzo e la precisione, ma aumenta anche la resa produttiva oltre il 99%, generando vantaggi economici significativi e duraturi nella produzione di massa.
| Tipo di processo | Diametro del punto | Velocità di saldatura | Rapporto di riduzione HAZ | Costo di post-elaborazione del singolo pezzo |
| Saldatura laser automatizzata | ≤0,15 mm | ≥25 mm/s | 80% | $0 |
| Saldatura TIG tradizionale | ≥0,8 mm | ≤8 mm/s | 0% | 45 dollari |
Desideri calcolare con precisione i costi di saldatura dei tuoi pezzi in serie? Fornisci i parametri del prodotto per ottenere una soluzione gratuita per il calcolo dei costi di produzione in serie .
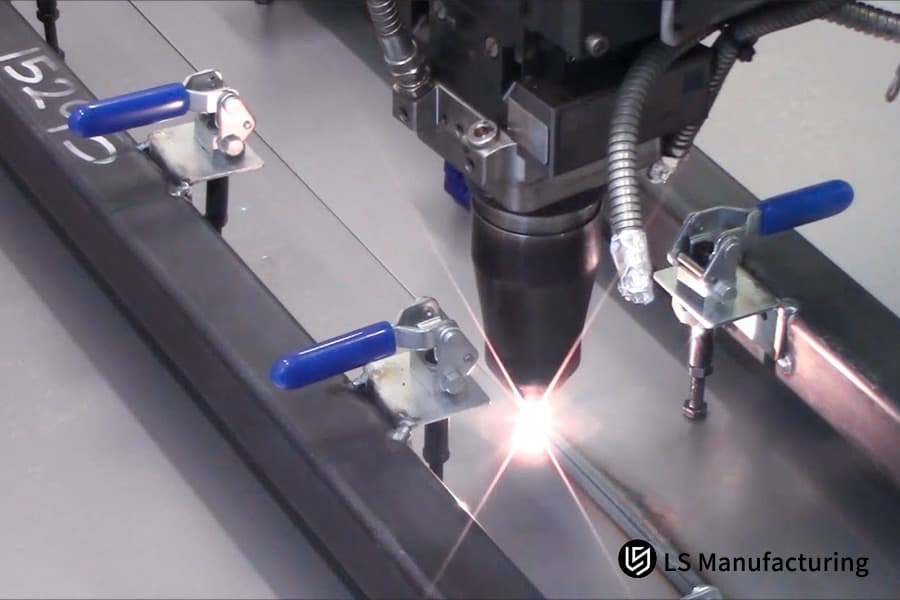
Figura 2: Una saldatrice laser automatizzata lavora una lamiera metallica, con morsetti blu che garantiscono un fissaggio preciso.
Quali checklist dovrebbero essere esaminate prima di richiedere un preventivo per la saldatura di metalli su misura?
Prima di richiedere un preventivo per la saldatura di metalli su misura , gli acquirenti dovrebbero verificare i principali requisiti tecnici e le capacità di collaudo del fornitore. Effettuare verifiche tecniche preliminari aiuta a evitare false promesse e a garantire che il preventivo corrisponda agli standard di produzione.
Indicatori chiave dell'audit tecnico
Lo standard di qualità definito dagli indicatori di audit è alla base del controllo dei costi di saldatura della zona termicamente alterata (ZTA). Audit approfonditi e sistematici delle saldature metalliche consentono di individuare i fornitori di qualità. I clienti, durante gli audit dei fornitori, dovrebbero prestare attenzione alla verifica degli indicatori principali, come la durezza di 50 HV della ZTA del materiale di base, le tensioni residue di saldatura e l'integrità metallografica , e includerli esplicitamente nell'accordo tecnico.
Metodi per identificare i falsi impegni di processo
Ecco alcuni punti chiave per individuare sistematicamente i fornitori di bassa qualità e selezionare in modo efficiente i fornitori di servizi di saldatura per la riduzione della zona pericolosa (HAZ) conformi alle normative, al fine di evitare i rischi derivanti da operazioni di saldatura dei metalli non conformi:
- I preventivi che non includono una valutazione di fattibilità DFM (Design for Manufacturing) probabilmente non dispongono di capacità di ottimizzazione preliminare.
- Se non si fa menzione di controlli non distruttivi RT/UT, significa che non è possibile rilevare crepe microscopiche nascoste.
- La mancanza di apparecchiature per il test della granulometria nella zona termicamente alterata (HAZ) implica l'impossibilità di controllare le proprietà metallurgiche microscopiche.

Figura 3: Un componente cilindrico metallico caratterizzato da una saldatura circonferenziale pulita e uniforme.
In che modo la saldatura specializzata per la riduzione della zona termicamente alterata (HAZ) previene la deformazione negli involucri sottili?
Il servizio professionale di saldatura a controllo HAZ utilizza un processo di saldatura a salti simmetrici per bilanciare le sollecitazioni e controllare l'errore di planarità entro 0,08 mm, puntando a contenitori a parete sottile di 1,0 mm. Questo metodo può anche risolvere efficacemente i problemi di deformazione termica dei pezzi a parete sottile.
Meccanismo di base della deformazione di componenti a parete sottile
In realtà, la contrazione termica non uniforme è la causa principale della deformazione. Il servizio professionale di saldatura con controllo della zona termicamente alterata (HAZ) affronta indirettamente questo problema utilizzando metodi professionali di formatura di lamiere sottili . Dopo il riscaldamento, le strutture metalliche a parete sottile sviluppano forze di contrazione longitudinali e trasversali non uguali. Con il calore continuo fornito durante la saldatura, la differenza di sollecitazione aumenta, causando l'incurvamento del pezzo e lo spostamento dei fori a tal punto da non soddisfare i criteri di planarità.
Metodo di saldatura a bilanciamento delle sollecitazioni
La distribuzione del campo termico durante una saldatura di 1200 mm può essere prevista in anticipo utilizzando l'analisi agli elementi finiti (FEA), la lunghezza può essere suddivisa in 10 aree di saldatura separate e i percorsi di saldatura a impulsi possono essere sfalsati dal centro verso entrambe le estremità. Inoltre, viene introdotto un sistema di pre-espansione riempito di argon per bilanciare le sollecitazioni da ritiro termico, che non solo stabilizza le dimensioni dei pezzi saldati su misura, ma consente anche un controllo dimensionale della saldatura del metallo estremamente preciso, mantenendo gli errori dimensionali rigorosamente entro gli standard.
I principali parametri dell'intero processo sono presentati nella tabella seguente:
| Elemento di controllo | Standard dei parametri di processo | Parametro di processo convenzionale | Effetto di ottimizzazione | Spessore della parete applicabile |
| Segmentazione di saldatura | 10 segmenti/1200 mm | Saldatura continua dell'intero segmento | Distribuzione uniforme dello stress | ≤1,0 mm |
| Percorso di saldatura | Saldatura a salti sfalsati dal centro verso entrambe le estremità | Saldatura continua unidirezionale | Deformazione ridotta del 90% | ≤1,0 mm |
| Errore di planarità | ≤0,08 mm | ≥0,3 mm | Precisione dimensionale notevolmente migliorata. | ≤1,0 mm |
| Pressione di pre-riempimento dell'argon | 0,15 MPa | 0,05 MPa | Compensa la deformazione da ritiro termico | ≤1,0 mm |
Desiderate risolvere il problema della deformazione da saldatura in componenti di precisione a parete sottile? Consultate un ingegnere di processo per ottenere una soluzione di saldatura personalizzata.

Figura 4: Una mano guantata esegue una saldatura laser su un involucro metallico a parete sottile, con scintille che volano in un angolo.
Perché la selezione di fili d'apporto proprietari è fondamentale per l'integrità microstrutturale dei componenti saldati su misura?
È possibile ridurre le dimensioni dei grani metallici, compensare le carenze di lega, controllare efficacemente la zona termicamente alterata (HAZ) di saldatura e garantire le prestazioni del pezzo grazie all'utilizzo di fili di saldatura modificati e proprietari per un accoppiamento preciso. La scelta del filo di saldatura è fondamentale per l'integrità microstrutturale della saldatura , che è il motivo principale che influenza la garanzia di qualità dei pezzi saldati su misura .
Difetti di saldatura dei fili di saldatura comuni
La perdita di cromo provoca il deterioramento del materiale e può portare direttamente alla perdita delle proprietà funzionali dei componenti saldati su misura. Inoltre, danneggia gravemente la microstruttura stabilizzata della lega metallica di saldatura . Ad esempio, durante la saldatura dell'acciaio inossidabile 304 , l'utilizzo di un filo di saldatura convenzionale può causare la formazione di zone impoverite di cromo nella zona termicamente alterata (ZTA) della saldatura, dove il livello di cromo è inferiore al valore critico del 12%. In questo modo, tali aree risultano altamente soggette a tensocorrosione e la durata utile del pezzo può ridursi drasticamente.
Soluzione dedicata per l'ottimizzazione del filo di saldatura
L'utilizzo del filo di saldatura dedicato ER308LSi a bassissimo tenore di carbonio, con livelli di silicio più elevati, rende il bagno di fusione più fluido, produce grani metallografici più fini, elimina completamente i difetti di saldatura e garantisce la stabilità del pezzo nel tempo. Questa soluzione combinata viene implementata in un servizio di saldatura di metalli su misura molto rinomato per eliminare con successo le cricche di saldatura .
I motivi principali per cui si può prendere in considerazione questa opzione sono:
- Evita le zone impoverite di cromo: il filo di saldatura speciale compensa la perdita di elementi di lega dovuta al processo di saldatura, assicurando che il contenuto di cromo non scenda al di sotto del valore critico del 12% e prevenendo così il degrado del materiale.
- Affina la struttura metallografica: l'affinamento dei grani è talmente elevato che la dimensione dei grani nella zona termicamente alterata (HAZ) si mantiene a un livello pari o superiore a 8 μm , determinando una struttura metallografica molto compatta e uniforme.
- Elimina i rischi di fessurazione da corrosione: è in grado di arrestare completamente la SCC, pertanto questa è una caratteristica desiderabile per apparecchiature industriali di fascia alta per fluidi e condotte ad alta pressione.
Come ha fatto LS Manufacturing a eliminare le gravi fessurazioni nella zona termicamente alterata (HAZ) nei componenti in titanio personalizzati?
Questo componente rappresenta un caso reale di saldatura industriale realizzato da LS Manufacturing. Abbiamo utilizzato laser pulsati e dispositivi di protezione sviluppati internamente per ridurre al minimo la frattura da saldatura delle valvole in lega di titanio. La larghezza della zona termicamente alterata (ZTA) delle valvole in lega di titanio era di 0,12 mm; in questo modo abbiamo eliminato completamente il problema della frattura da saldatura dei pezzi di precisione.
Sfide principali del cliente
Nel novembre 2025, un produttore globale di apparecchiature per fluidi ad alta pressione si è trovato di fronte a un problema: il suo gruppo di microvalvole in lega di titanio TC4 a parete sottile da 0,8 mm, dopo la saldatura con il tradizionale processo TIG, presentava una zona termicamente alterata (HAZ) di 1,5 mm, un valore estremamente elevato . L'utilizzo del processo di saldatura a TIG per componenti di precisione era quindi assolutamente impraticabile.
In una prova di fatica a carico pulsato di 15 MPa, il campione ha mostrato una frattura fragile intergranulare dopo soli 12.000 cicli, con un tasso di snervamento inferiore al 45% . Questi aspetti hanno causato gravi perdite nelle consegne di ordini all'ingrosso, rendendo quindi necessario un processo più avanzato.
Soluzione di produzione LS
Si sono concentrati sulla saldatura di pareti metalliche sottili con altissima precisione, focalizzandosi in particolare sui problemi più complessi relativi alla saldatura di componenti di precisione in lega di titanio .
- Dall'esperienza maturata nel progetto di saldatura di microvalvole in lega di titanio, è emerso che le leghe di titanio possono assorbire molto facilmente impurità di ossigeno e idrogeno ad alte temperature, il che rappresenta la causa principale della fragilità della zona termicamente alterata (HAZ).
- Il team ha definitivamente abbandonato l'idea del processo di saldatura ad arco a passaggio singolo e ha optato per un sistema di saldatura laser a fibra pulsata da 3000 W, che ha permesso di regolare la precisione di messa a fuoco del punto laser a 0,02 mm.
- Grazie al dispositivo di protezione flessibile a doppio strato con gas argon, con un flusso di gas argon puro al 99,999% a una velocità di 25 l/min e rame per la dissipazione forzata del calore, la loro temperatura tra le passate è di 85 °C, e da un punto di vista metallurgico, si impedisce la formazione di crepe.
Risultati e valore del progetto
Test radiografici RT al 100% e ispezione metallografica hanno certificato che la larghezza della zona termicamente alterata (HAZ) del pezzo è stata ridotta a 0,12 mm e che la granulometria ha raggiunto lo standard di grana ultrafine di livello 9,5 . Grazie all'utilizzo di un design per la resistenza alla fatica della saldatura dei metalli , il pezzo è stato in grado di sopportare 100.000 prove di fatica ad altissima pressione senza subire danni.
Il tasso di resa al primo passaggio è salito al 99,8%, eliminando completamente tutte le fasi di post-elaborazione e riducendo i costi di assemblaggio a lungo termine per pezzo del 42% , aiutando così i clienti a risolvere perfettamente le crisi di consegna e a raggiungere elevate prestazioni e un ciclo di produzione a basso costo.
Questo collaudato processo di saldatura a bassa HAZ per leghe di titanio consente un rapido riutilizzo. Per esigenze simili di lavorazione di componenti di precisione in lega di titanio, è possibile inviare direttamente i disegni per ottenere una soluzione di processo personalizzata.

FAQ
D1: Cos'è esattamente la zona termicamente alterata (HAZ) in un servizio standard di saldatura di metalli su misura?
La zona termicamente alterata (ZTA) è la porzione del metallo base che non si è effettivamente fusa durante la saldatura, ma ha comunque subito delle modifiche a causa dell'esposizione ad alte temperature. Queste modifiche determinano una microstruttura più debole, una minore resistenza meccanica e una minore resistenza alla corrosione, motivo per cui la ZTA è sempre un elemento fondamentale per la qualità dei componenti saldati.
D2: In che modo esattamente LS Manufacturing controlla l'estensione della zona termicamente alterata (HAZ) durante la fabbricazione laser automatizzata?
Il ciclo di lavoro del laser viene modificato dagli ingegneri di elaborazione laser, il punto viene compresso a <=0,15 mm e viene impiegato un dispositivo di raffreddamento ad acqua e rame raffreddato ad azoto liquido criogenico appositamente progettato per rimuovere in modo molto efficiente oltre il 65% del calore di saldatura in eccesso, in modo che la larghezza della zona termicamente alterata (HAZ) sia controllata con estrema precisione.
D3: In che modo una zona termicamente alterata (HAZ) più ampia influisce sulla resistenza meccanica complessiva alla trazione dei componenti saldati su misura?
La ragione principale di ciò risiede nell'ingrossamento dei grani metallici ad alta temperatura dovuto alla loro prolungata esposizione alle alte temperature nell'ampia zona termicamente alterata (HAZ). Inoltre , si può formare materiale fragile ai bordi dei grani , che fungerebbe da punti di concentrazione delle sollecitazioni e ne causerebbe la frattura sotto sforzo, con conseguente significativa riduzione della resistenza strutturale.
D4: Il trattamento termico post-saldatura (PWHT) è completamente superfluo se il servizio di saldatura iniziale per il controllo della zona termicamente alterata (HAZ) è ottimizzato?
Certamente. Con la saldatura a micropassaggi multi-passo a bassa energia, le tensioni residue nel pezzo possono essere ridotte a meno del 15% del limite di snervamento del materiale di base . Pertanto, la maggior parte dei pezzi in acciaio inossidabile a parete sottile non necessita del costoso trattamento termico post-saldatura.
D5: Quali materiali metallici sono soggetti a grave degrado nella zona termicamente alterata della saldatura durante le operazioni di saldatura di precisione?
La lega di alluminio 7075 ad alta resistenza, l'acciaio inossidabile martensitico, l'acciaio a indurimento per precipitazione e la lega di titanio TC4 sono metalli molto sensibili al calore di saldatura, tendendo ad ammorbidirsi o a subire cricche da idrogeno. Mantenere un apporto termico di saldatura molto basso è fondamentale per una saldatura efficace.
D6: Quali metodi NDT utilizzate per ispezionare la microstruttura della zona termicamente alterata (HAZ) senza distruggere il materiale?
Utilizziamo come base gli standard AWS D1.1/D1.6 e ISO 15614. Tra le nostre principali attrezzature tecniche, impieghiamo controlli a ultrasuoni (UT), radiografia digitale (DR) e prove di durezza Vickers. Questa combinazione di tecniche ci permette di rilevare microfratture e difetti nella zona termicamente alterata (HAZ) non visibili a occhio nudo.
D7: Qual è l'impatto della forma del giunto di saldatura sul costo della zona termicamente alterata (HAZ) di saldatura?
Una buona progettazione della smussatura può limitare la quantità di metallo di saldatura e il calore di circa il 50%, contribuendo a ridurre non solo le dimensioni della zona termicamente alterata (ZTA), ma anche le conseguenti distorsioni. Inoltre, può ridurre i tempi complessivi di produzione del 30% ed eliminare la necessità di ulteriori raddrizzature.
D8: Quali documenti essenziali relativi alla qualità allega LS Manufacturing al mio preventivo per la saldatura personalizzata dei metalli?
Un preventivo comprende la relazione DFM, la specifica della procedura di saldatura WPS, la qualificazione del processo PQR, la relazione di prova metallografica e il certificato di tracciabilità del materiale del produttore di apparecchiature originali (OEM), tutti elementi volti a confermare la conformità della produzione e del controllo qualità. Carica i tuoi disegni per ottenere un preventivo e collabora con un team di esperti per trovare soluzioni di saldatura personalizzate.
Riepilogo
La zona termicamente alterata (ZTA) di una saldatura è fondamentale per determinare le prestazioni, la durata e la sicurezza dei componenti metallici dimensionalmente accurati. Il controllo di bassi livelli di energia lineare (0,4 kJ/mm), l'ottimizzazione dei cicli di fusione laser pulsata e l'utilizzo di metodi di raffreddamento forzato, operati congiuntamente dal punto di vista metallurgico, possono contribuire a minimizzare difetti strutturali come l'ingrossamento dei grani e le cricche da tensocorrosione. In questo modo, si raggiunge un equilibrio tra la stabilità strutturale dei pezzi e la limitazione dei costi di produzione.
Allo stesso tempo, se siete alla ricerca di servizi di saldatura di precisione, potete iniziare valutando i potenziali fornitori in base a tre fattori principali:
- Sono in grado di simulare la stabilità dei cicli termici durante la produzione di massa tramite analisi agli elementi finiti (FEA) nella fase di prototipazione?
- Dispongono di strumenti per controlli non distruttivi (CND) con copertura del 100% ?
- La documentazione del processo indica un limite superiore chiaro per il controllo lineare dell'energia?
LS Manufacturing è un'azienda certificata ISO 9001:2015 dotata di un impianto di saldatura laser completamente automatizzato, in grado di eseguire saldature di precisione su apparecchiature per fluidi ad alta pressione. Con un approccio responsabile e orientato alla qualità, LS Manufacturing pone grande enfasi sulle tolleranze dei pezzi e sulla qualità metallografica. Vi invitiamo a visitare la nostra pagina di richiesta informazioni sul nostro sito web dedicato. Qui potrete caricare direttamente i vostri disegni 3D DFM in formato STEP e i nostri esperti metallurgici vi forniranno, entro 24 ore, un report di valutazione della saldatura dei metalli personalizzato e un preventivo commerciale accurato.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione, stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com 
