
A soldagem de metais personalizada é uma das etapas mais cruciais na produção de peças industriais de alta precisão. Trata-se de um método de trabalho com metais que envolve o mínimo de calor, o que significa uma zona de aquecimento (ZA) muito rasa ao redor da solda, quebra mínima das peças e alteração mínima das propriedades físicas do material. Assim, esse tipo de soldagem permite controlar a profundidade da ZTA em peças de alta precisão para 0,2 mm ou menos.
Controlar o calor e, consequentemente, as alterações na microestrutura na fabricação de equipamentos para fluidos de alta pressão é um grande desafio, pois a entrada de calor na soldagem tradicional é incontrolável, o que eventualmente resulta na deterioração da microestrutura do metal e no descarte da peça . A LS Manufacturing, com seu sistema de processos bem organizado, consegue solucionar o problema da fragilização do metal durante a soldagem de aço inoxidável e liga de titânio, simplesmente regulando a energia da linha, utilizando soldagem em microetapas e resfriamento forçado. As seções a seguir detalham o plano completo de implementação da soldagem com baixa zona afetada pelo calor (ZAC).

Visão geral rápida dos principais processos para soldagem de metais com baixa zona afetada pelo calor (ZAC) personalizada.
Neste capítulo, o autor apresenta um resumo dos principais fatores do processo, normas técnicas e resultados da implementação da soldagem com baixa ZTA (Zona Termicamente Afetada), permitindo que engenheiros e pessoal de compras compreendam rapidamente os principais aspectos técnicos e evitem erros comuns na seleção de fábricas.
| Dimensões do Controle Principal | Parâmetros padrão do processo | Desempenho da soldagem tradicional | Benefícios da Otimização de Processos |
| Energia da linha de soldagem | ≤0,4 kJ/mm | >1,2 kJ/mm | Elimina o risco fundamental de grosseiramento dos grãos. |
| Taxa de resfriamento da solda | Aumento de mais de 30% | Dissipação natural de calor, taxa lenta | Evita problemas de transformação de fase por sensibilização da liga. |
| Área de cobertura HAZ | Redução de 65% (processo a laser) | Difusão de calor de amplo alcance | A deformação da peça se aproxima de zero . |
| Taxa de fluxo de proteção de argônio | ≥15 L/min | ≤8 L/min | Elimina a oxidação da solda e a contaminação por impurezas. |
| Valor da tensão residual | ≤50 MPa | Máximo 350 MPa | Aumenta a vida útil da peça em relação à fadiga. |
Principais conclusões
- A energia da linha de soldagem é o maior fator que afeta o controle da ZTA (Zona Afetada pelo Calor): você precisa ajustar a energia da linha de soldagem para ser tão baixa quanto 0,4 kJ/mm usando a fórmula Entrada de Calor = (UI) / v.
- A taxa de resfriamento e as ferramentas são os principais fatores de suporte: a união de um suporte de cobre de alta condutividade térmica com proteção de gás argônio de alta pressão na parte traseira (vazão de 15 L/min) pode aumentar a taxa de resfriamento da solda em mais de 30%.
- A soldagem a laser é a principal opção para serviços de soldagem de alta densidade energética: a soldagem a laser de precisão pode reduzir a área da zona afetada pelo calor em 65% em comparação com a soldagem TIG tradicional em peças complexas de paredes finas personalizadas . Portanto, é considerada a melhor rota técnica para soldagem com baixa ZAC (Zona Afetada pelo Calor).
Por que confiar na experiência da LS Manufacturing em controle da zona afetada pelo calor para serviços personalizados de soldagem de metais?
A acumulação de processos profissionais e a coleta de dados mensurados constituem as principais etapas para garantir a baixa qualidade da soldagem na zona afetada pelo calor (ZAC). Fabricantes confiáveis podem evitar completamente o risco de falhas de soldagem em peças de precisão . Com o aprofundamento do nosso conhecimento das práticas da indústria, nossa equipe está familiarizada com a otimização de processos de soldagem de precisão e já realizou centenas de projetos de soldagem para equipamentos de fluidos de alta pressão.
Tomando como exemplo um teste iterativo de três meses em processos de soldagem de liga de titânio, o controle de temperatura pode reduzir drasticamente a probabilidade de falhas nas peças em até 90%, atendendo inclusive às especificações de soldagem de estruturas de aço da norma AWS D1.6 . Todos os nossos parâmetros de processo estão em conformidade com os mais altos padrões da indústria , observando rigorosamente as diretrizes da norma ISO 15614 para qualificação de procedimentos de soldagem.
Tecnicamente falando, a principal causa da maioria das falhas de soldagem é o controle inadequado da entrada de calor, e não problemas com o material base. Com a ajuda de nossos dispositivos de resfriamento e modelos de parâmetros desenvolvidos internamente, combatemos diretamente o problema do excesso de ZTA (Zona Termicamente Afetada) em diversos processos de soldagem de ligas , razão pela qual trabalhamos até mesmo com materiais de alta qualidade, como aço inoxidável, ligas de titânio e aço duplex.
Dados confidenciais de testes realizados por nossa equipe em campo mostram que, após a otimização do processo, a resistência à tração da peça pode ser mantida de forma estável em mais de 98% do padrão do material base , resolvendo completamente o problema de enfraquecimento dos materiais soldados tradicionalmente.
Uma sólida experiência prática em testes e um sistema de processos em conformidade garantem integralmente a qualidade do seu serviço de soldagem de metais personalizado, evitando defeitos na produção em massa. Para compreender intuitivamente os efeitos práticos da soldagem com baixa zona afetada pelo calor (ZAC), você pode consultar nossos estudos de caso de sucesso em soldagem de componentes de precisão a qualquer momento e, assim, encontrar a solução ideal para as necessidades do seu projeto.

Por que o serviço padrão de soldagem de metais personalizada falha no controle do crescimento perigoso da zona afetada pelo calor?
Os serviços tradicionais de soldagem de metais sob encomenda utilizam métodos TIG ou MIG convencionais de alta corrente e baixa velocidade, resultando em uma entrada de calor muito elevada (superior a 1,2 kJ/mm). Esse excesso de calor ao longo do tempo pode causar o aumento da rugosidade da zona afetada pelo calor (ZAC), levando à corrosão intergranular e ao enfraquecimento do material em mais de 25%. Neste artigo, discutimos os problemas da soldagem convencional sob a perspectiva da metalurgia e esclarecemos o principal motivo pelo qual ela é inadequada para componentes de precisão.
Mecanismo de deterioração de grãos em altas temperaturas
A estabilidade dos grãos é um pré-requisito para a qualidade do desempenho de componentes soldados. Um serviço de soldagem de metais personalizado de qualidade fará bem em monitorar de perto as alterações nos grãos que ocorrem em altas temperaturas, e o refinamento dos grãos na solda metálica é uma excelente maneira de se obter uma melhor condição metalográfica.
Se o metal base permanecer por um longo período em temperaturas entre 800 °C e 1200 °C, sua estrutura será destruída devido ao rápido aumento do tamanho dos grãos. Aço carbono, aço inoxidável 316L e liga de titânio TC4 são extremamente sensíveis a essa faixa de temperatura . A falta de controle preciso da temperatura na soldagem convencional apenas agrava ainda mais a perda da qualidade dos grãos.
Defeitos invisíveis causados por tensão residual
Com base em nossa experiência prática em soldagem de tubulações de alta pressão , um processo inadequado pode elevar a tensão residual nas soldas a níveis de até 350 MPa . Para evitar danos estruturais, a indústria deve controlar rigorosamente a tensão residual na soldagem de metais. Altos níveis de tensão residual podem resultar na formação de microfissuras em peças soldadas sob medida quando submetidas a cargas cíclicas, levando à falha por fadiga após uso prolongado . Além disso, as peças podem não atender aos rigorosos padrões de aquisição para equipamentos de fluidos de alta pressão.
| Material base | Largura da ZTA (Zona Termicamente Afetada) na Soldagem Tradicional | Tensão residual máxima (MPa) | Taxa de diminuição da resistência à tração | Contagem de falhas do ciclo de fadiga |
| Aço inoxidável 316L | 1,2 mm | 320 | 22% | 18000 |
| Liga de titânio TC4 | 1,5 mm | 350 | 28% | 12000 |
| Aço duplex 2205 | 1,1 mm | 310 | 20% | 21000 |
| Aço carbono comum | 0,9 mm | 280 | 15% | 25000 |
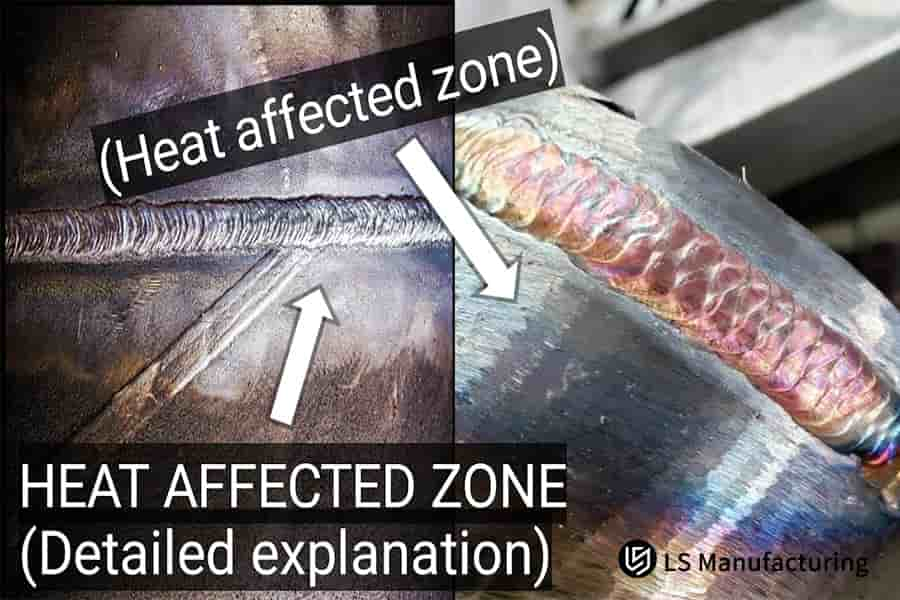
Figura 1: Corte transversal de uma solda, mostrando a zona afetada pelo calor (ZAC) colorida e as alterações microestruturais.
Como o projeto avançado de soldagem de metais personalizada pode minimizar a entrada linear de calor durante a fabricação?
Um excelente projeto personalizado de soldagem de metais permite um controle preciso dos parâmetros de soldagem, como tensão, corrente e velocidade, garantindo que a entrada de calor em uma única passada seja menor ou igual a 0,35 kJ/mm² , eliminando praticamente a expansão da ZTA (Zona Termicamente Afetada) devido ao fornecimento de calor. O projeto preciso dos parâmetros é uma medida eficaz para evitar a entrada excessiva de calor, o que também significa que é viável para diversos cenários de soldagem de metais de precisão e serviços de soldagem de precisão.
Utilização da fórmula de entrada de calor
O controle da emissão de calor é o ponto central do método. Um projeto de soldagem de metais personalizado e bem fundamentado prioriza a estabilização da entrada de calor por meio do controle da mesma, baseado em fórmulas científicas, garantindo assim a estabilidade térmica da soldagem .
A fórmula amplamente adotada pela indústria é Entrada de Calor = η × (U × I) / v, que caracteriza com precisão a energia térmica fornecida pela soldagem. A LS Manufacturing incorporou essa expressão em sua ferramenta de avaliação DFM, onde o coeficiente de eficiência térmica da soldagem a laser (η) ) é definido como 0,8. Ajustando a corrente, a tensão e a velocidade de soldagem , é possível regular a entrada de calor de forma estável dentro dos limites de segurança.
Plano de Desenvolvimento de Parâmetros de Sulco e Pulso
O ajuste da arquitetura do processo pode reduzir significativamente a entrada térmica. Serviços confiáveis de soldagem de precisão recorrem à otimização dos parâmetros de ranhura e pulso, e à prática de correspondência precisa dos parâmetros de soldagem do metal. Alguns parâmetros de otimização estão listados abaixo:
- Aprimoramento do sulco: Transformar o sulco em V convencional de 60° em um sulco de 35° com espaçamento estreito leva a uma redução de 40% no volume de metal depositado, o que, consequentemente, reduz a entrada de calor total da fonte.
- Modo pulsado: Ao adotar uma corrente base de 20A, corrente de pico de 80A, ciclo de trabalho de 35% e frequência de pulso de 5Hz, a emissão de calor é descontínua.
Em resumo, este projeto permite tempo suficiente para a dissipação de calor do metal base, evitando o acúmulo de calor. Precisa de cálculos precisos dos parâmetros de entrada de calor para soldagem da sua peça? Envie seus desenhos para receber uma avaliação profissional gratuita do processo DFM.
Quais metodologias de gerenciamento térmico para serviços de soldagem de precisão podem evitar a sensibilização da liga e a transformação de fase?
A soldagem de precisão mais avançada depende da regulação meticulosa do ciclo térmico de soldagem. Isso, juntamente com o uso de dispositivos refrigerados a água e gás argônio de alta pureza (99,999%) como proteção , reduz o tempo gasto na faixa de temperatura de sensibilização para apenas 3 segundos, evitando assim a degradação por transformação de fase da liga. O gerenciamento térmico adequado é o segredo para o sucesso das operações de soldagem de precisão .
Aplicação do Sistema Integrado de Resfriamento a Água
A dissipação de calor direcionada atua como um mecanismo rápido para eliminar o excesso de calor. O resfriamento a água é um recurso essencial em serviços de soldagem de precisão de alta qualidade, garantindo um controle confiável da temperatura durante a soldagem de metais . Nosso sistema de resfriamento a água com microvibração multicanal de cobre, desenvolvido internamente e posicionado a 5 mm de cada lado da solda, é responsável por remover mais de 60% do calor das bordas com uma vazão de água de 2,5 L/min, reduzindo rapidamente a temperatura na região da solda.
Controle preciso da temperatura entre passes em tempo real
Referindo-se à soldagem de aço inoxidável duplex 2205, a temperatura entre passes pode ser monitorada continuamente por uma câmera termográfica infravermelha, estritamente limitada a 100 °C. A tecnologia de soldagem com redução da ZTA (Zona Termicamente Afetada) em nível profissional conta com um sistema completo de controle de temperatura para garantir o equilíbrio das fases do metal de solda . A operação completa de controle térmico utiliza diversos meios para evitar alterações nas fases da liga, resultando em um desempenho satisfatório da solda.
Os principais pontos de controle são:
- Utilização da tecnologia de resfriamento forçado para controlar o tempo de permanência da solda na faixa de sensibilização de 450-850℃ em até 3 segundos, a fim de evitar a precipitação de carboneto de cromo.
- Manter o equilíbrio das proporções metalográficas: Controlar continuamente a proporção ideal de ferrita duplex para austenita em 45% a 55%, respectivamente, garantindo assim a estabilidade metalográfica em nível do material.
- Aumentar os indicadores de resistência à corrosão: O número equivalente de resistência à corrosão por pite (PREN) medido na solda é 35, o que significa que, em todos os aspectos, a resistência à corrosão supera a do substrato original.
Por que a escolha de soluções automatizadas de soldagem a laser reduz o custo da soldagem na zona afetada pelo calor (ZAC) a longo prazo?
A soldagem automatizada a laser de fibra permite focalizar o feixe de laser com maior precisão, aumentando a velocidade de soldagem, reduzindo a largura da ZTA (Zona Termicamente Afetada) em 80%, melhorando significativamente o rendimento e reduzindo os custos em mais de 35% . Este método resolve de forma eficaz o problema de manter o custo da soldagem da ZTA baixo .
Comparação de custos entre soldagem a laser e soldagem tradicional
A eficiência da produção em massa determina diretamente os custos dessa produção e é o fator chave para limitar o custo da soldagem na zona afetada pelo calor (ZAC). O planejamento automatizado e padronizado de lotes de soldagem de metais pode reduzir drasticamente o desperdício na produção em massa . A soldagem TIG manual de peças irregulares de paredes finas gera um custo de US$ 45 por peça para endireitamento e polimento, enquanto a soldagem a laser resulta em deformação térmica praticamente nula e na eliminação direta dos custos de pós-processamento.
Principais vantagens do desempenho do processo
A soldagem a laser apresenta uma relação profundidade/largura de até 8:1, foco preciso e uma zona termicamente afetada (ZTA) mínima , o que a torna a principal tecnologia de soldagem com redução da ZTA. A soldagem de metais de alta precisão com supressão de defeitos pode evitar completamente os defeitos na produção em massa. Essa mudança não só aprimora a aparência e a precisão da peça, como também eleva o rendimento da produção em massa para mais de 99%, gerando, assim , benefícios substanciais e de longo prazo em termos de custo-benefício na produção em larga escala.
| Tipo de processo | Diâmetro do ponto | Velocidade de soldagem | Taxa de redução de HAZ | Custo de pós-processamento de peça única |
| Soldagem a laser automatizada | ≤0,15 mm | ≥25 mm/s | 80% | $0 |
| Soldagem TIG tradicional | ≥0,8 mm | ≤8mm/s | 0% | $ 45 |
Deseja calcular com precisão os custos de soldagem de seus lotes de peças? Forneça os parâmetros do produto para obter uma solução gratuita de cálculo de custos de produção em massa .
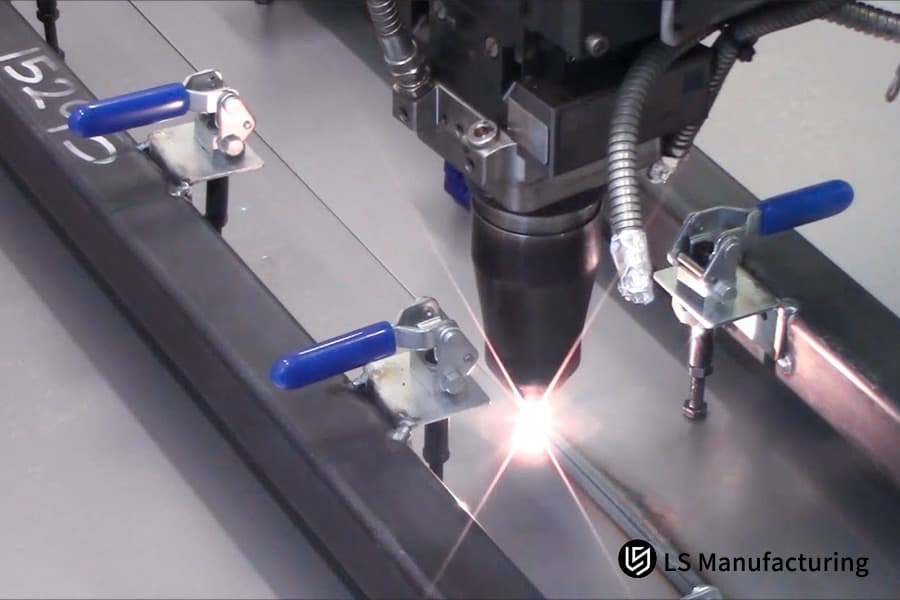
Figura 2: Uma máquina de soldagem a laser automatizada processa uma chapa metálica, com grampos azuis garantindo uma fixação precisa.
Que listas de verificação devem ser auditadas antes de solicitar um orçamento personalizado para soldagem de metais?
Antes de solicitar um orçamento personalizado para soldagem de metais , os compradores devem verificar os principais requisitos técnicos e a capacidade de teste do fornecedor. Realizar auditorias técnicas prévias ajuda a evitar promessas de processo enganosas e garante que o orçamento esteja de acordo com os padrões de produção.
Indicadores Essenciais de Auditoria Técnica
O padrão de qualidade definido pelos indicadores de auditoria é a base para o controle do custo da soldagem na ZTA (Zona Termicamente Afetada). Auditorias de soldagem de metais minuciosas e sistemáticas podem identificar fornecedores de alta qualidade. Os clientes, ao auditarem seus fornecedores, devem atentar para a verificação de indicadores principais, como a dureza da ZTA de 50 HV do material base, a tensão residual de soldagem e a integridade metalográfica , e incluí-los explicitamente no contrato técnico.
Métodos para identificar compromissos de processo falsos
Alguns pontos principais para identificar sistematicamente fornecedores de baixa qualidade e selecionar com eficiência prestadores de serviços de soldagem com redução da ZTA (Zona Termicamente Afetada) para evitar os riscos de operações de soldagem de metais irregulares:
- Orçamentos que não incluem um processo de avaliação de viabilidade DFM provavelmente não possuem recursos de otimização pré-processamento.
- Se não houver menção a ensaios não destrutivos por radiografia/ultrassom, significa que não é possível detectar fissuras microscópicas ocultas.
- A falta de equipamentos para teste de tamanho de grão na zona afetada pelo calor (ZAC) impede o controle das propriedades metalúrgicas microscópicas.

Figura 3: Componente cilíndrico metálico apresentando uma solda circunferencial uniforme e precisa.
Como a soldagem especializada com redução da zona afetada pelo calor (ZAC) previne distorções em invólucros finos?
O serviço profissional de soldagem com controle de ZTA (Zona Termicamente Afetada) utiliza um processo de soldagem simétrica com sobreposição de pontos para equilibrar a tensão e controlar o erro de planicidade em até 0,08 mm, visando cavidades com paredes finas de 1,0 mm. Este método pode inclusive solucionar com eficiência problemas de deformação térmica em peças de paredes finas.
Mecanismo básico de deformação de peças de paredes finas
Na verdade, a contração térmica desigual é a principal causa de deformação. O serviço profissional de soldagem com controle da ZTA (Zona Termicamente Afetada) aborda esse problema indiretamente, utilizando métodos profissionais de conformação de chapas finas por soldagem . Após o aquecimento, as estruturas metálicas de paredes finas desenvolvem forças de contração longitudinal e transversal desiguais. Com o calor contínuo fornecido durante a soldagem, a diferença de tensão aumenta, o que resulta na flambagem da peça e no deslocamento dos furos a ponto de os critérios de planicidade não serem atendidos.
Método de soldagem por equilíbrio de tensões
A distribuição do campo térmico durante uma soldagem de 1200 mm pode ser prevista antecipadamente usando análise de elementos finitos (FEA). O comprimento pode ser dividido em 10 áreas de soldagem separadas , e os trajetos de soldagem por pulso podem ser escalonados do centro para as extremidades. Além disso, ferramentas de pré-expansão preenchidas com argônio são introduzidas para equilibrar a tensão de contração térmica, o que não só estabiliza as dimensões das peças soldadas personalizadas, como também permite um controle dimensional de soldagem de metais de alta precisão, mantendo os erros dimensionais estritamente dentro dos padrões.
Os principais parâmetros de todo o processo são apresentados na tabela abaixo:
| Item de controle | Padrão de Parâmetros de Processo | Parâmetro de processo convencional | Efeito de Otimização | Espessura de parede aplicável |
| Segmentação de soldagem | 10 segmentos/1200 mm | Soldagem contínua de todo o segmento | Distribuição uniforme de tensão | ≤1,0 mm |
| Caminho de soldagem | Soldagem escalonada com intervalos do centro para ambas as extremidades | Soldagem contínua unidirecional | Empenamento reduzido em 90% | ≤1,0 mm |
| Erro de planicidade | ≤0,08 mm | ≥0,3 mm | Precisão dimensional significativamente aprimorada | ≤1,0 mm |
| Pressão de pré-enchimento de argônio | 0,15 MPa | 0,05 MPa | Deformação por contração térmica compensatória | ≤1,0 mm |
Deseja resolver o problema de deformação na soldagem de peças de precisão com paredes finas? Consulte um engenheiro de processos individualmente para obter uma solução de soldagem personalizada.

Figura 4: Uma mão enluvada realiza soldagem a laser em uma estrutura metálica de parede fina, com faíscas voando no canto.
Por que a seleção de arame de solda proprietário é vital para a integridade microestrutural de peças soldadas personalizadas?
O tamanho do grão metálico pode ser reduzido, a deficiência de liga pode ser compensada, a ZTA (Zona Termicamente Afetada) de soldagem pode ser controlada eficazmente e o desempenho da peça pode ser garantido através do uso de arame de solda modificado patenteado para correspondência precisa. A escolha do arame de solda é fundamental para a integridade microestrutural da solda , sendo este o principal fator que influencia a garantia de qualidade das peças soldadas personalizadas .
Defeitos de soldagem em arames de solda comuns
A perda do elemento cromo resulta na deterioração do material e pode levar diretamente à perda das propriedades funcionais de peças soldadas personalizadas. Além disso, danifica completamente a microestrutura da liga metálica estabilizada durante a soldagem. Por exemplo, ao soldar aço inoxidável 304 , o arame de solda convencional pode causar regiões com deficiência de cromo na ZTA ( Zona Termicamente Afetada), onde o nível de cromo é inferior a 12%, o que torna essas áreas altamente suscetíveis à fissuração por corrosão sob tensão e pode reduzir significativamente a vida útil da peça.
Solução dedicada para otimização de arame de solda
A utilização de arame de solda ER308LSi de baixíssimo carbono, com níveis elevados de silício nesta solução, torna a poça de fusão mais fluida, resultando em grãos metalográficos mais finos, eliminando completamente os defeitos de soldagem e garantindo a estabilidade da peça por um longo período. Esta solução combinada é implementada em um serviço de soldagem de metais personalizado de grande renome, com sucesso comprovado na eliminação de trincas em soldas .
Os principais motivos pelos quais isso pode ser considerado são:
- Evita zonas com deficiência de cromo: O arame de solda especializado compensa a perda de elementos de liga devido ao processo de soldagem, garantindo que o teor de cromo não caia abaixo do valor crítico de 12% e, assim, eliminando a degradação do material.
- Refina a estrutura metalográfica: O refinamento dos grãos é tão grande que o tamanho do grão na ZTA (Zona Termicamente Afetada) é mantido em um nível de 8 ou superior , resultando em uma estrutura metalográfica muito compacta e uniforme.
- Elimina os riscos de fissuração por corrosão: É capaz de impedir completamente a fissuração por corrosão sob tensão (SCC), sendo, portanto, uma característica desejável para equipamentos industriais de alta tecnologia que utilizam fluidos e tubulações de alta pressão.
Como a LS Manufacturing eliminou o surgimento de trincas severas na zona afetada pelo calor em peças de titânio personalizadas?
Esta peça é um caso real de soldagem industrial da LS Manufacturing. Utilizamos lasers pulsados e dispositivos de proteção desenvolvidos internamente para reduzir a fratura por soldagem em válvulas de liga de titânio. A largura da zona termicamente afetada (ZTA) das válvulas de liga de titânio era de 0,12 mm, eliminando assim completamente o problema de fratura por soldagem em peças de precisão.
Principais desafios do cliente
Em novembro de 2025, um fabricante global de equipamentos para fluidos de alta pressão enfrentou um problema: seu conjunto de microválvula de liga de titânio TC4 com paredes finas de 0,8 mm, após a soldagem TIG tradicional, apresentava uma largura da ZTA (Zona Termicamente Afetada) de 1,5 mm, um valor extremamente alto . Utilizar o processo de soldagem convencional para componentes de precisão estava completamente fora de questão.
Em um teste de fadiga com carga pulsada de 15 MPa, o espécime apresentou fratura frágil intergranular após apenas 12.000 ciclos, resultando em uma taxa de escoamento inferior a 45% . Esses aspectos causaram sérios prejuízos na entrega de grandes encomendas, tornando imprescindível o desenvolvimento de um processo mais avançado.
Solução de fabricação LS
Eles se concentraram na soldagem de metais com paredes finas de altíssima precisão e focaram nos principais problemas da soldagem de peças de precisão em liga de titânio .
- Com base na experiência do projeto de soldagem de microválvulas de liga de titânio, as ligas de titânio podem adsorver impurezas de oxigênio e hidrogênio com muita facilidade em altas temperaturas, o que é a principal causa da fragilização da ZTA (Zona Termicamente Afetada).
- A equipe abandonou de vez a ideia do processo de soldagem a arco de passe único e optou por um sistema de soldagem a laser de fibra pulsada de 3000 W, que permitiu o ajuste da precisão do foco do ponto do laser para 0,02 mm.
- Com um dispositivo de proteção flexível de gás argônio de duas camadas, com a ajuda de gás argônio com pureza de 99,999% a uma taxa de exaustão de 25L/min , e cobre para dissipação forçada de calor, a temperatura entre as passagens é de 85°C, o que, do ponto de vista metalúrgico, impede a formação de fissuras.
Resultados e valor do projeto
Testes radiográficos RT e inspeção metalográfica a 100% certificaram que a largura da ZTA (Zona Termicamente Afetada) da peça foi reduzida para 0,12 mm e o tamanho do grão atingiu o padrão de grão ultrafino de nível 9,5 . Com o uso de um projeto de resistência à fadiga por soldagem de metal , a peça foi capaz de suportar 100.000 testes de fadiga sob ultra-alta pressão sem qualquer dano.
A taxa de sucesso na primeira tentativa subiu para 99,8%, o que eliminou completamente todas as etapas de pós-processamento e reduziu os custos de montagem a longo prazo por peça em 42% . Dessa forma, ajudaram os clientes a resolver crises de entrega com perfeição e a alcançar um alto desempenho e um ciclo de produção de baixo custo.
Este processo de soldagem de liga de titânio com baixa zona afetada pelo calor (ZAC) já consolidado pode ser reutilizado rapidamente. Para necessidades semelhantes de processamento de componentes de liga de titânio de alta precisão, você pode enviar desenhos diretamente para obter uma solução de processo personalizada.

Perguntas frequentes
P1: O que é exatamente a Zona Afetada pelo Calor (ZAC) em um serviço padrão de soldagem de metais sob encomenda?
A zona afetada pelo calor (ZAC) é a porção do metal base que não foi propriamente fundida durante a soldagem, mas que sofreu alterações devido à exposição a altas temperaturas. Essas alterações resultam em uma microestrutura mais frágil, menor resistência mecânica e menor resistência à corrosão, razão pela qual a ZAC contribui significativamente para a qualidade dos componentes soldados.
P2: Como exatamente a LS Manufacturing controla a extensão da ZTA (Zona Termicamente Afetada) durante a fabricação a laser automatizada?
O ciclo de trabalho do laser é alterado pelos engenheiros de processamento a laser, o ponto é comprimido para <=0,15 mm e um dispositivo de cobre resfriado com nitrogênio líquido criogênico, especialmente projetado, é empregado para remover com muita eficiência mais de 65% do excesso de calor da soldagem, de modo que a largura da ZTA (Zona Termicamente Afetada) seja controlada com muita precisão.
Q3: De que forma uma ZTA (Zona Termicamente Afetada) maior afeta a resistência mecânica geral à tração de peças soldadas personalizadas?
A principal razão para isso é o crescimento dos grãos metálicos em altas temperaturas devido à exposição prolongada à temperatura na ampla ZTA (Zona Termicamente Afetada). Além disso , pode ocorrer a formação de material frágil nos contornos de grão , que atuam como pontos de concentração de tensão, causando fraturas sob tensão e, consequentemente, uma queda significativa na resistência estrutural.
Q4: O tratamento térmico pós-soldagem (PWHT) é completamente desnecessário se o serviço inicial de soldagem para controle da ZTA (Zona Termicamente Afetada) for otimizado?
Claro. Com a soldagem de microetapas multipasse de baixa energia, a tensão residual na peça pode ser reduzida para menos de 15% da resistência ao escoamento do material base . Considerando isso, a maioria das peças de aço inoxidável de paredes finas pode ser considerada como não necessitando do dispendioso tratamento térmico pós-soldagem.
Q5: Quais materiais metálicos são propensos à degradação severa na zona afetada pelo calor da soldagem durante serviços de soldagem de precisão?
A liga de alumínio 7075 de alta resistência, o aço inoxidável martensítico, o aço de endurecimento por precipitação e a liga de titânio TC4 são metais muito sensíveis à temperatura na zona de soldagem, tendendo a amolecer ou sofrer fissuração por hidrogênio. Manter a entrada de calor na zona de soldagem muito baixa é essencial para uma soldagem eficaz.
Q6: Quais métodos de END (Ensaios Não Destrutivos) você utiliza para inspecionar a microestrutura da ZTA (Zona Termicamente Afetada) sem destruir o material?
Utilizamos as normas AWS D1.1/D1.6 e ISO 15614 como base. Com equipamentos técnicos, os principais instrumentos que utilizamos são o ultrassom (UT), a radiografia digital (DR) e o ensaio de dureza Vickers. Essa combinação de técnicas nos permite detectar microfissuras e defeitos na ZTA (Zona Termicamente Afetada) que não são visíveis a olho nu.
Q7: Qual o impacto do formato da junta de solda no custo da ZTA (Zona Termicamente Afetada) de soldagem?
Um bom projeto de chanfro pode limitar a quantidade de metal de solda e calor em cerca de 50%, o que ajuda a reduzir não apenas o tamanho da ZTA (Zona Termicamente Afetada), mas também as distorções resultantes. Além disso, pode reduzir o tempo total de fabricação em 30% e eliminar a necessidade de retificação posterior.
P8: Quais documentos essenciais de qualidade a LS Manufacturing anexa ao meu orçamento personalizado de soldagem de metal?
Um orçamento é composto por relatório DFM, especificação do procedimento de soldagem WPS, qualificação do processo PQR, relatório de ensaio metalográfico e certificado de rastreabilidade de materiais do fabricante original (OEM), todos com o objetivo de confirmar a conformidade dos processos de fabricação e controle de qualidade. Envie seus desenhos para obter um orçamento e trabalhe com uma equipe especializada em processos para encontrar soluções de soldagem personalizadas.
Resumo
A zona termicamente afetada (ZTA) de uma solda é crucial para determinar o desempenho, a vida útil e a segurança de componentes metálicos com dimensões precisas. O controle de baixos níveis de energia linear (0,4 kJ/mm), a otimização dos ciclos de fusão a laser pulsado e o uso de métodos de resfriamento forçado, em conjunto, podem minimizar defeitos no núcleo, como o crescimento de grãos e a fissuração por tensão. Dessa forma, obtém-se um equilíbrio entre a estabilidade estrutural das peças e a limitação do custo de produção.
Ao mesmo tempo, se você busca serviços de soldagem de precisão, pode começar avaliando os fornecedores em potencial com base nos três fatores principais a seguir:
- Será que eles são capazes de simular a estabilidade dos ciclos térmicos durante a produção em massa por meio de análise de elementos finitos (FEA) na fase de protótipo?
- Eles possuem ferramentas de ensaio não destrutivo (END) com cobertura de 100% ?
- A documentação do processo mostra um limite superior claro para o controle linear de energia?
A LS Manufacturing é uma empresa certificada ISO 9001:2015 com instalações de soldagem a laser totalmente automatizadas, capazes de realizar soldagem de precisão em equipamentos para fluidos de alta pressão. Comprometida com a responsabilidade e a qualidade, a empresa prioriza as tolerâncias das peças e a qualidade metalográfica. Você é muito bem-vindo(a) a visitar nossa página de contato em nosso site. Lá, você pode enviar seus desenhos DFM 3D em formato STEP diretamente, e nossos especialistas em metalurgia gerarão um relatório de avaliação de soldagem personalizado e gratuito, além de um orçamento comercial preciso, em até 24 horas.
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção, estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com 
