
El servicio de soldadura de metales a medida constituye uno de los pasos más cruciales en la producción de piezas industriales de alta precisión. Se trata del método de conformado de metales que genera la menor cantidad de calor, lo que se traduce en una zona afectada por el calor (ZAC) muy superficial, una rotura mínima de las piezas y una alteración mínima de las propiedades físicas del material. Por lo tanto, este tipo de soldadura permite regular la profundidad de la ZAC de una pieza fina a 0,2 mm o menos.
Controlar el calor y, por consiguiente, los cambios en la microestructura durante la fabricación de equipos para fluidos a alta presión representa un gran desafío, ya que el aporte térmico en la soldadura tradicional es incontrolable, lo que eventualmente provoca el deterioro de la microestructura del metal y el descarte de la pieza . LS Manufacturing, gracias a su sistema de procesos bien organizado, logra solucionar el problema de la fragilización del metal durante la soldadura de acero inoxidable y aleación de titanio mediante la simple regulación de la energía de la línea, la soldadura por micropasos y el enfriamiento forzado. A continuación, se detalla el plan de implementación completo para la soldadura con baja zona afectada por el calor (ZAC).

Breve descripción general de los procesos principales para la soldadura de metales de baja AZ personalizada
En este capítulo, el autor presenta un resumen de los principales factores del proceso, las normas técnicas y los resultados de la implementación de la soldadura de baja zona afectada por el calor (ZAC), lo que permite a los ingenieros y al personal de compras comprender rápidamente los principales aspectos técnicos y evitar los errores comunes en la selección de fábricas.
| Dimensiones del control central | Parámetros estándar del proceso | Rendimiento de soldadura tradicional | Beneficios de la optimización de procesos |
| Energía de la línea de soldadura | ≤0,4 kJ/mm | >1,2 kJ/mm | Elimina el riesgo fundamental de que el grano se vuelva más grueso. |
| Velocidad de enfriamiento de la soldadura | Aumentó en más del 30% | Disipación de calor natural, ritmo lento | Evita los problemas de transformación de fase por sensibilización de la aleación. |
| Área de cobertura de HAZ | Reducido en un 65% (proceso láser) | Difusión de calor de amplio alcance | La deformación de la pieza de trabajo tiende a cero . |
| Caudal de protección de argón | ≥15 L/min | ≤8 L/min | Elimina la oxidación de la soldadura y la contaminación por impurezas. |
| Valor de tensión residual | ≤50 MPa | Máximo 350 MPa | Mejora la vida útil de la pieza de trabajo frente a la fatiga. |
Conclusiones clave
- La energía de la línea de soldadura es la razón principal que afecta al control de la ZAH (Zona Afectada por el Calor): hay que adaptar la energía de la línea de soldadura para que sea tan baja como 0,4 kJ/mm utilizando la fórmula Entrada de calor = (UI) / v.
- La velocidad de enfriamiento y las herramientas son los principales factores de soporte: la unión de un soporte de cobre de alta conductividad térmica con protección de gas argón a alta presión en la parte posterior (caudal de 15 L/min) puede aumentar la velocidad de enfriamiento de la soldadura en más del 30 %.
- La soldadura láser es la opción principal para servicios de soldadura de alta densidad energética: la soldadura láser de precisión puede reducir la zona afectada por el calor en un 65 % en comparación con la soldadura TIG tradicional al soldar piezas complejas de paredes delgadas . Por lo tanto, se considera la mejor técnica para soldaduras con baja zona afectada por el calor.
¿Por qué confiar en la experiencia de LS Manufacturing en el control de la zona afectada por el calor para servicios de soldadura de metales a medida?
La acumulación de procesos profesionales y la recopilación de datos medidos constituyen los pasos principales para garantizar una soldadura de baja calidad en la zona afectada por el calor (ZAC). Los fabricantes fiables pueden evitar por completo el riesgo de fallos de soldadura en piezas de precisión . Gracias a nuestro profundo conocimiento de las prácticas del sector, nuestro equipo está familiarizado con la optimización de procesos de soldadura de precisión y ha llevado a cabo cientos de proyectos de soldadura de equipos de fluidos a alta presión.
Tomando como ejemplo un ensayo iterativo de tres meses de procesos de soldadura de aleaciones de titanio, el control de la temperatura puede reducir drásticamente la probabilidad de fallo de las piezas hasta en un 90 %, cumpliendo así incluso con las especificaciones de soldadura de estructuras de acero AWS D1.6 . Todos nuestros parámetros de proceso cumplen con los más altos estándares de la industria , siguiendo estrictamente las directrices de la norma ISO 15614 para la cualificación de procedimientos de soldadura.
Técnicamente hablando, la principal causa de la mayoría de las fallas en la soldadura es un control inadecuado del aporte térmico, más que problemas con el material base. Con la ayuda de nuestros dispositivos de enfriamiento y modelos de parámetros de desarrollo propio, abordamos directamente el problema de la zona afectada por el calor (ZAC) excesiva en diversos procesos de soldadura de aleaciones , razón por la cual trabajamos incluso con materiales de primera calidad como acero inoxidable, aleaciones de titanio y acero dúplex.
Datos confidenciales de las pruebas realizadas por nuestro equipo sobre el terreno demuestran que, tras la optimización del proceso, la resistencia a la tracción de la pieza puede mantenerse de forma estable por encima del 98 % del estándar del material base , solucionando por completo el problema del debilitamiento de los materiales soldados tradicionales.
Una sólida experiencia práctica en ensayos y un sistema de procesos que cumple con la normativa garantizan la calidad de su servicio de soldadura metálica a medida, evitando defectos en la producción en masa. Para comprender de forma intuitiva los efectos prácticos de la soldadura con baja zona afectada por el calor (ZAC), puede consultar nuestros casos prácticos de soldadura de componentes de precisión en cualquier momento y adaptarlos rápidamente a los requisitos de su proyecto.

¿Por qué el servicio estándar de soldadura de metales a medida no logra controlar el crecimiento peligroso de la zona afectada por el calor?
El servicio tradicional de soldadura de metales a medida utiliza métodos TIG o MIG convencionales de alta corriente y baja velocidad, lo que genera un aporte térmico muy elevado (superior a 1,2 kJ/mm). Este calor excesivo, con el tiempo, puede provocar que la zona afectada por el calor (ZAC) se vuelva más gruesa, dar lugar a corrosión intergranular y debilitar el material en más de un 25 %. En este artículo, analizamos los problemas de la soldadura convencional desde la perspectiva de la metalurgia y explicamos por qué no es adecuada para componentes de precisión.
Mecanismo de deterioro del grano a altas temperaturas
La estabilidad del grano es un requisito indispensable para la calidad del rendimiento de los componentes soldados. Un servicio de soldadura de metales personalizado de alta calidad debe prestar especial atención a los cambios en el grano que se producen a temperaturas elevadas, y el refinamiento del grano de la soldadura metálica es una excelente manera de lograr una mejor condición metalográfica.
Si el metal base permanece durante mucho tiempo a temperaturas entre 800 °C y 1200 °C, su estructura se deteriorará debido al rápido aumento del tamaño del grano. El acero al carbono, el acero inoxidable 316L y la aleación de titanio TC4 presentan una fuerte respuesta a este rango de temperaturas . La falta de un control preciso de la temperatura en la soldadura convencional agrava aún más la pérdida de calidad del grano.
Defectos invisibles causados por tensiones residuales
Según nuestra experiencia práctica en la soldadura de tuberías de alta presión , un proceso incorrecto puede elevar la tensión residual en las soldaduras hasta 350 MPa . Para evitar daños estructurales, la industria debe controlar rigurosamente la tensión residual en la soldadura de metales. Los altos niveles de tensión residual pueden provocar la formación de microfisuras en piezas soldadas a medida al someterse a cargas cíclicas, lo que conlleva fallos por fatiga tras un uso prolongado . Además, las piezas podrían no cumplir con las estrictas normas de adquisición para equipos de fluidos a alta presión.
| Material base | Ancho de la zona afectada por el calor (ZAC) de soldadura tradicional | Tensión residual máxima (MPa) | Tasa de disminución de la resistencia a la tracción | Número de fallos del ciclo de fatiga |
| Acero inoxidable 316L | 1,2 mm | 320 | 22% | 18000 |
| Aleación de titanio TC4 | 1,5 mm | 350 | 28% | 12000 |
| Acero dúplex 2205 | 1,1 mm | 310 | 20% | 21000 |
| Acero al carbono ordinario | 0,9 mm | 280 | 15% | 25000 |
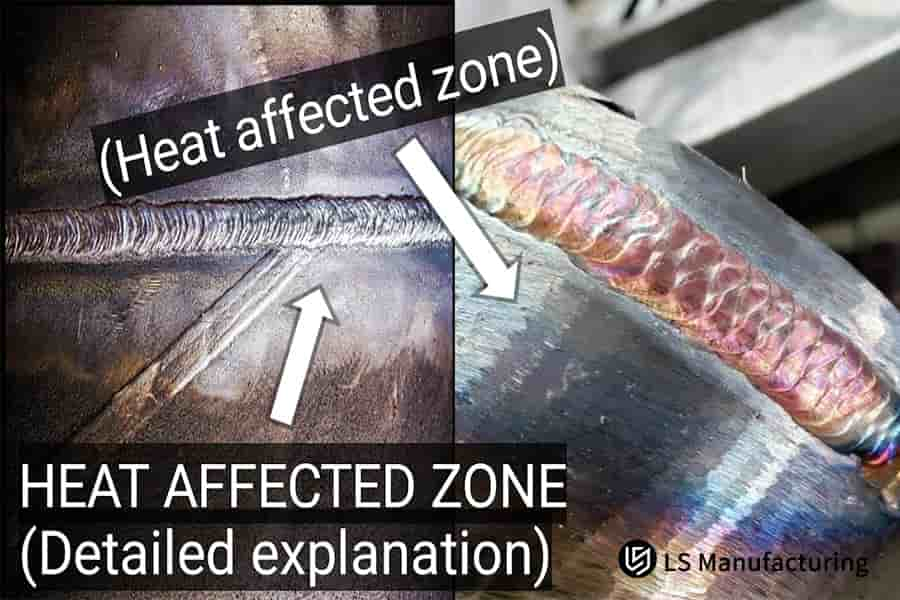
Figura 1: Sección transversal de una soldadura, que muestra la zona afectada por el calor (ZAC) de colores y los cambios microestructurales.
¿Cómo puede el diseño avanzado de soldadura de metales a medida minimizar el aporte lineal de calor durante la fabricación?
Un excelente diseño de soldadura de metales a medida permite un control preciso de los parámetros de soldadura, como el voltaje, la corriente y la velocidad, para garantizar que el aporte térmico en una sola pasada sea inferior o igual a 0,35 kJ/mm² , eliminando así prácticamente la ampliación de la zona afectada por el calor (ZAC) debida al suministro de calor. Un diseño preciso de los parámetros puede ser una medida eficaz para prevenir un aporte térmico excesivo, lo que también significa que es viable para diversos escenarios de diseño y servicio de soldadura de precisión de metales a medida .
Uso de la fórmula de aporte de calor
El control de la emisión de calor es fundamental para este método. Un diseño de soldadura de metales personalizado y bien fundamentado se centra en la estabilización del aporte térmico mediante un control basado en fórmulas científicas, garantizando así la estabilidad térmica de la soldadura .
La fórmula ampliamente adoptada por la industria es Entrada de calor = η × (U × I) / v, que caracteriza con precisión la energía térmica suministrada por la soldadura. LS Manufacturing ha incorporado esta expresión en su herramienta de evaluación DFM, donde el coeficiente de eficiencia térmica de la soldadura láser (η ) se establece en 0,8. Ajustando la corriente, el voltaje y la velocidad de soldadura , es posible regular los aportes de calor de forma constante dentro de los límites de seguridad.
Plan de desarrollo de parámetros de surco y pulso
La optimización de la arquitectura del proceso puede reducir considerablemente el aporte térmico. Los servicios de soldadura de precisión confiables recurren a la optimización de parámetros de ranura y pulso, y a la práctica de lograr una excelente coincidencia entre los parámetros de soldadura del metal. A continuación se enumeran algunos parámetros de optimización:
- Mejora de la ranura: La transformación de la ranura en V convencional de 60° en una ranura de espacio estrecho de 35° conlleva una disminución del 40% en el volumen de metal depositado, lo que a su vez reduce el aporte total de calor de la fuente.
- Modo pulsado: Al adoptar una corriente base de 20 A, una corriente pico de 80 A, un ciclo de trabajo del 35 % y una frecuencia de pulso de 5 Hz, la salida de calor es discontinua.
En resumen, este diseño permite una disipación de calor suficiente desde el metal base, evitando su acumulación. ¿Necesita cálculos precisos de los parámetros de aporte térmico de soldadura de su pieza? Envíe sus planos para recibir una evaluación profesional gratuita del proceso DFM.
¿Qué metodologías de gestión térmica en los servicios de soldadura de precisión pueden evitar la sensibilización de la aleación y la transformación de fase?
La soldadura de precisión más avanzada depende de la regulación meticulosa del ciclo térmico de soldadura. Esto, junto con el uso de accesorios refrigerados por agua y gas argón de alta pureza (99,999%) como protección , reduce el tiempo en el rango de temperatura de sensibilización a tan solo 3 segundos, evitando así la degradación por transformación de fase de la aleación. Una gestión térmica adecuada es la clave del éxito en las operaciones de soldadura de precisión .
Aplicación del sistema integrado de refrigeración por agua
La disipación de calor selectiva actúa como un mecanismo rápido para eliminar el exceso de calor. La refrigeración por agua es una característica de los servicios de soldadura de precisión de alta calidad que garantiza un control fiable de la temperatura durante la soldadura de metales . Nuestro sistema de refrigeración por agua de microvibración multicanal de cobre, desarrollado internamente y ubicado a 5 mm de ambos lados de la soldadura, elimina más del 60 % del calor de los bordes con un caudal de agua de 2,5 L/min, reduciendo así rápidamente la temperatura en las proximidades de la soldadura.
Control preciso de la temperatura entre pasadas en tiempo real.
En la soldadura de acero inoxidable dúplex 2205, la temperatura entre pasadas se puede observar continuamente mediante una cámara termográfica infrarroja, con un límite estricto de 100 °C. La tecnología de soldadura para la reducción de la zona afectada por el calor (ZAC) a nivel profesional cuenta con un sistema completo de control de temperatura para garantizar un equilibrio preciso de las fases metálicas de soldadura . El control térmico integral, mediante diversos métodos, evita cambios de fase en la aleación, lo que resulta en un rendimiento de soldadura satisfactorio.
Los principales puntos de control son:
- Se utiliza tecnología de enfriamiento forzado para controlar el tiempo de permanencia de la soldadura en el rango de sensibilización de 450-850 ℃ a menos de 3 segundos para evitar la precipitación de carburo de cromo.
- Mantener el equilibrio de la proporción metalográfica: Controlar continuamente la proporción áurea de ferrita dúplex a austenita entre el 45 % y el 55 % respectivamente, lo que garantiza la estabilidad metalográfica a nivel del material.
- Indicadores de resistencia a la corrosión elevados: El número equivalente de resistencia a la corrosión por picaduras (PREN) medido de la soldadura es de 35, lo que significa que en todos los aspectos la resistencia a la corrosión supera la del sustrato original.
¿Por qué elegir soluciones de soldadura láser automatizadas reduce los costos de soldadura en zonas con baja exposición al peligro a largo plazo?
La soldadura láser de fibra automatizada permite enfocar el haz láser con mayor precisión, aumentando así la velocidad de soldadura, reduciendo el ancho de la zona afectada por el calor (ZAC) en un 80 %, mejorando drásticamente el rendimiento y reduciendo los costos en más de un 35 % en total . Este método resuelve eficazmente el problema de mantener bajos los costos de soldadura en la ZAC .
Comparación de costes entre soldadura láser y soldadura tradicional
La eficiencia de la producción en masa determina directamente los costos de la misma y es el factor clave para limitar el costo de la soldadura en zonas con baja temperatura. La programación exhaustiva y estandarizada de lotes de soldadura de metales automatizada puede reducir drásticamente los desperdicios en la producción en masa . La soldadura TIG manual de piezas irregulares de paredes delgadas permite un costo de $45 por pieza para enderezado y pulido, mientras que la soldadura láser produce una deformación térmica prácticamente nula y elimina directamente los costos de posprocesamiento.
Ventajas principales del rendimiento del proceso
La soldadura láser ofrece una relación profundidad-anchura de hasta 8:1, un enfoque puntual preciso y una zona afectada por el calor mínima , lo que la convierte en la tecnología líder para la reducción de la ZAC. La soldadura de metales de alta precisión con supresión de defectos permite evitar por completo los defectos en la producción en masa. Este avance no solo mejora la apariencia de la pieza y la precisión, sino que también eleva el rendimiento de la producción en masa por encima del 99 %, generando así importantes beneficios de rentabilidad a largo plazo .
| Tipo de proceso | Diámetro del punto | Velocidad de soldadura | Índice de reducción de HAZ | Costo de posprocesamiento de una sola pieza |
| Soldadura láser automatizada | ≤0,15 mm | ≥25 mm/s | 80% | $0 |
| Soldadura TIG tradicional | ≥0,8 mm | ≤8 mm/s | 0% | $45 |
¿Desea calcular con precisión los costos de soldadura de sus piezas en lote? Proporcione los parámetros del producto para obtener una solución gratuita de cálculo de costos de producción en masa .
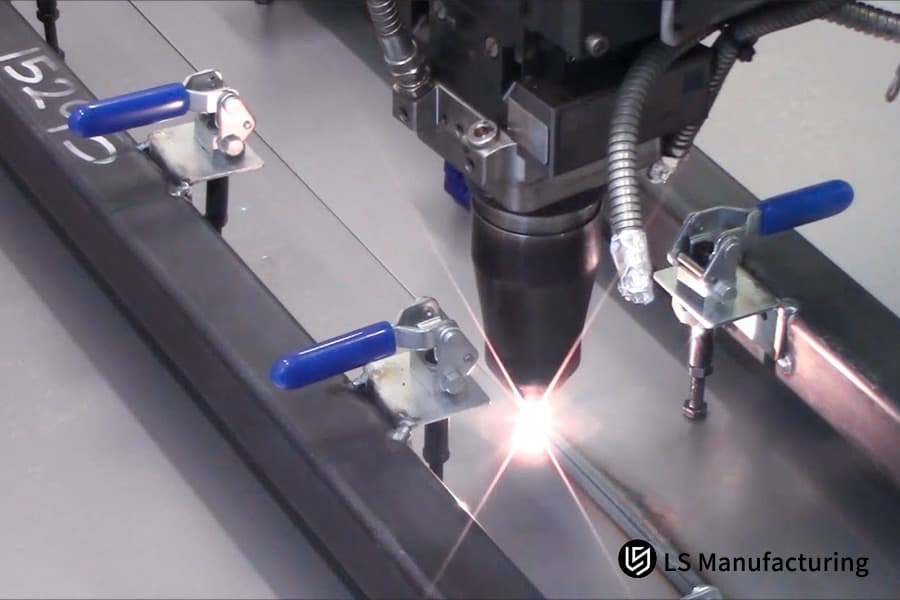
Figura 2: Una máquina de soldadura láser automatizada procesa una lámina de metal, con abrazaderas azules que garantizan una fijación precisa.
¿Qué listas de verificación se deben revisar antes de solicitar un presupuesto para soldadura de metales a medida?
Antes de solicitar un presupuesto para soldadura metálica a medida , los compradores deben verificar los requisitos técnicos principales y la capacidad de ensayo del proveedor. Realizar auditorías técnicas previas ayuda a evitar promesas de proceso erróneas y a garantizar que el presupuesto se ajuste a los estándares de producción.
Indicadores técnicos básicos de auditoría
El estándar de calidad que establecen los indicadores de auditoría es fundamental para controlar los bajos costos de soldadura en la zona afectada por el calor (ZAC). Las auditorías exhaustivas y sistemáticas de soldadura de metales permiten identificar a los proveedores de alta calidad. Al auditar a los proveedores, los clientes deben prestar atención a la verificación de indicadores clave como la dureza de la ZAC de 50 HV del material base, las tensiones residuales de soldadura y la integridad metalográfica , e incluirlos explícitamente en el acuerdo técnico.
Métodos para identificar compromisos de proceso falsos
Algunos puntos clave para identificar sistemáticamente a los proveedores de baja calidad y seleccionar de manera eficiente a los proveedores de servicios de soldadura para la reducción de la zona afectada por el calor (ZAC) y así evitar los riesgos de una operación de soldadura de metales irregular:
- Es probable que los presupuestos que no incluyan un proceso de evaluación de viabilidad DFM no cuenten con capacidades de optimización previas al proceso.
- Si no se menciona el uso de pruebas no destructivas RT/UT, significa que no se pueden detectar grietas microscópicas ocultas.
- La falta de equipos para realizar pruebas de tamaño de grano en la zona afectada por el calor (ZAC) implica que no se pueden controlar las propiedades metalúrgicas microscópicas.

Figura 3: Componente cilíndrico metálico con una soldadura circunferencial limpia y uniforme.
¿Cómo evita la deformación en recintos delgados la soldadura especializada para la reducción de la zona afectada por el calor?
El servicio profesional de soldadura para el control de la zona afectada por el calor (ZAC) utiliza un proceso de soldadura simétrica por saltos para equilibrar la tensión y controlar el error de planitud dentro de 0,08 mm, en carcasas de paredes delgadas de 1,0 mm. Este método permite incluso solucionar eficazmente los problemas de deformación térmica de las piezas de trabajo de paredes delgadas.
Mecanismo básico de deformación de piezas de pared delgada
De hecho, la contracción térmica desigual provoca principalmente deformaciones. El servicio profesional de soldadura para el control de la zona afectada por el calor (ZAC) aborda indirectamente este problema mediante el uso de métodos profesionales de conformado de chapas delgadas mediante soldadura metálica . Tras el calentamiento, las estructuras metálicas de paredes delgadas desarrollan fuerzas de contracción longitudinales y transversales desiguales. Con el calor continuo suministrado durante la soldadura, la diferencia de tensión aumenta, lo que provoca el pandeo de la pieza y el desplazamiento excesivo de los orificios, impidiendo que se cumplan los criterios de planitud.
Método de soldadura por equilibrio de tensiones
Mediante el análisis de elementos finitos (FEA), se puede predecir con antelación la distribución del campo térmico durante una soldadura de 1200 mm . La longitud se puede dividir en 10 zonas de soldadura independientes y las trayectorias de soldadura por pulsos se pueden escalonar desde el centro hacia ambos extremos. Además, se introduce un sistema de preexpansión con argón para equilibrar la tensión de contracción térmica, lo que no solo estabiliza las dimensiones de las piezas soldadas a medida, sino que también permite un control dimensional de la soldadura metálica de alta precisión, manteniendo los errores dimensionales estrictamente dentro de los estándares.
Los parámetros principales de todo el proceso se presentan en la siguiente tabla:
| Elemento de control | Estándar de parámetros del proceso | Parámetros de proceso convencionales | Efecto de optimización | Espesor de pared aplicable |
| Segmentación de soldadura | 10 segmentos/1200 mm | Soldadura continua de todo el segmento. | Distribución uniforme de la tensión | ≤1,0 mm |
| Trayectoria de soldadura | Soldadura escalonada desde el centro hacia ambos extremos. | Soldadura continua unidireccional | Deformación reducida en un 90%. | ≤1,0 mm |
| Error de planitud | ≤0,08 mm | ≥0,3 mm | Precisión dimensional significativamente mejorada | ≤1,0 mm |
| Presión de prellenado de argón | 0,15 MPa | 0,05 MPa | Compensa la deformación por contracción térmica | ≤1,0 mm |
¿Desea solucionar el problema de la deformación por soldadura en piezas de precisión de paredes delgadas? Consulte personalmente con un ingeniero de procesos para obtener una solución de soldadura a medida.

Figura 4: Una mano enguantada realiza una soldadura láser en una carcasa metálica de paredes delgadas, con chispas que saltan por la esquina.
¿Por qué es vital la selección de alambre de relleno patentado para la integridad microestructural de las piezas soldadas a medida?
Mediante el uso de alambre de soldadura modificado patentado para una adaptación precisa, se puede reducir el tamaño del grano metálico, compensar la escasez de aleación, controlar eficazmente la zona afectada por el calor (ZAC) y garantizar el rendimiento de la pieza. La elección del alambre de soldadura es clave para la integridad microestructural de la soldadura , lo cual influye directamente en el control de calidad de las piezas soldadas a medida .
Defectos de soldadura en alambres de soldadura comunes
La pérdida de cromo provoca el deterioro del material y puede conllevar directamente la pérdida de las propiedades funcionales de las piezas soldadas a medida. Además, daña por completo la microestructura de la aleación de soldadura estabilizada . Por ejemplo, al soldar acero inoxidable 304 , el alambre de soldadura convencional puede generar zonas con bajo contenido de cromo en la zona afectada por el calor (ZAC), donde el nivel de cromo es inferior al 12% crítico. De esta forma, estas zonas son altamente propensas a la corrosión bajo tensión y la vida útil de la pieza puede verse notablemente reducida.
Solución de optimización de alambre de soldadura especializada
El uso del alambre de soldadura ER308LSi, con contenido ultrabajo de carbono y mayor contenido de silicio en esta solución, hace que el baño de fusión sea más fluido, produce granos metalográficos más finos, elimina por completo los defectos de soldadura y garantiza la estabilidad de la pieza durante un largo período de tiempo. Esta solución combinada se implementa en un reconocido servicio de soldadura de metales a medida para erradicar con éxito las grietas en la soldadura .
Las principales razones por las que se puede considerar son:
- Evita las zonas con bajo contenido de cromo: El alambre de soldadura especializado contrarresta la pérdida de elementos de aleación debida al proceso de soldadura, lo que garantiza que el contenido de cromo no descienda por debajo del valor crítico del 12% y, por lo tanto, se elimina la degradación del material.
- Refina la estructura metalográfica: El refinamiento de los granos es tan grande que el tamaño de grano en la ZAC se mantiene en un nivel de 8 o superior , lo que da como resultado una estructura metalográfica muy compacta y uniforme.
- Elimina los riesgos de agrietamiento por corrosión: es capaz de detener por completo la corrosión bajo tensión, por lo que esta es una característica deseable para equipos industriales de alta gama para fluidos y tuberías de alta presión.
¿Cómo logró LS Manufacturing eliminar las graves grietas en la zona afectada por el calor (ZAC) en piezas de titanio personalizadas?
Esta pieza es un caso real de soldadura industrial de LS Manufacturing. Utilizamos láseres pulsados y dispositivos de protección de desarrollo propio para reducir la fractura por soldadura en válvulas de aleación de titanio. El ancho de la zona afectada por el calor (ZAC) de las válvulas de aleación de titanio era de 0,12 mm, lo que nos permitió eliminar por completo el problema de la fractura por soldadura en piezas de precisión.
Principales desafíos del cliente
En noviembre de 2025, un fabricante global de equipos para fluidos de alta presión se enfrentó a un problema: su conjunto de microválvulas de aleación de titanio TC4 de paredes delgadas de 0,8 mm, tras la soldadura con TIG tradicional, presentaba una zona afectada por el calor (ZAC) de 1,5 mm de ancho, una cifra muy elevada . El uso del proceso de soldadura por arco de metal para componentes de precisión era completamente inviable.
En una prueba de fatiga por carga pulsada de 15 MPa, la muestra presentó una fractura frágil intergranular tras solo 12 000 ciclos, por lo que su límite elástico fue inferior al 45 % . Estos factores provocaron importantes retrasos en la entrega de pedidos a granel, por lo que se hizo imprescindible un proceso más avanzado.
Solución de fabricación LS
Se centraron en la soldadura de paredes metálicas delgadas con muy alta precisión y en los problemas más importantes de la soldadura de piezas de precisión de aleación de titanio .
- Según la experiencia del proyecto de soldadura de microválvulas de aleación de titanio, las aleaciones de titanio pueden adsorber impurezas de oxígeno e hidrógeno con mucha facilidad a altas temperaturas, lo que es la principal razón de la fragilización de la zona afectada por el calor (ZAC).
- El equipo descartó definitivamente la idea del proceso de soldadura por arco de una sola pasada y optó por un sistema de soldadura láser de fibra pulsada de 3000 W, que permitió ajustar la precisión del enfoque del punto láser a 0,02 mm.
- Gracias a un sistema de protección flexible de dos capas con gas argón, que utiliza gas argón con una pureza del 99,999% a un caudal de 25 L/min y cobre para la disipación forzada del calor, su temperatura entre pasadas es de 85 °C, lo que, desde un punto de vista metalúrgico, evita la formación de grietas.
Resultados y valor del proyecto
Las pruebas radiográficas RT al 100 % y la inspección metalográfica certificaron que el ancho de la zona afectada por el calor (ZAC) de la pieza se redujo a 0,12 mm y que el tamaño del grano alcanzó el estándar de grano ultrafino de nivel 9,5 . Gracias al diseño de resistencia a la fatiga por soldadura metálica , la pieza pudo soportar 100 000 pruebas de fatiga a ultra alta presión sin sufrir daños.
La tasa de rendimiento en el primer intento aumentó al 99,8%, lo que eliminó por completo todos los pasos de posprocesamiento y redujo los costos de ensamblaje a largo plazo por pieza en un 42% . De esta manera, ayudaron a los clientes a resolver perfectamente las crisis de entrega y alcanzar un alto rendimiento y un ciclo de producción de bajo costo.
Este proceso de soldadura de aleación de titanio de baja zona afectada por el calor (ZAC), ya consolidado, puede reutilizarse rápidamente. Para necesidades similares de procesamiento de componentes de aleación de titanio de alta precisión, puede enviar directamente sus planos para obtener una solución de proceso personalizada.

Preguntas frecuentes
P1: ¿Qué es exactamente la Zona Afectada por el Calor (ZAC) en el servicio estándar de soldadura de metales a medida?
La zona afectada por el calor (ZAC) es la porción del metal base que no se fundió durante la soldadura, pero que sufrió cambios debido a la exposición a altas temperaturas. Estos cambios provocan que la zona tenga una microestructura más débil, menor resistencia mecánica y menor resistencia a la corrosión, razón por la cual la ZAC siempre contribuye significativamente a la calidad de los componentes soldados.
P2: ¿Cómo controla exactamente LS Manufacturing la extensión de la zona afectada por el calor (ZAC) durante la fabricación láser automatizada?
Los ingenieros de procesamiento láser modifican el ciclo de trabajo del láser, comprimen el punto a <=0,15 mm y emplean un accesorio de agua de cobre enfriado con nitrógeno líquido criogénico, diseñado especialmente para eliminar de forma muy eficiente más del 65 % del exceso de calor de soldadura, de modo que el ancho de la zona afectada por el calor (ZAC) se controla con mucha precisión.
P3: ¿De qué manera afecta una zona afectada por el calor (ZAC) más grande a la resistencia mecánica a la tracción general de las piezas soldadas a medida?
La razón principal es el engrosamiento de los granos metálicos a alta temperatura debido a su exposición prolongada a la temperatura en la amplia zona afectada por el calor (ZAC). Además , puede formarse material frágil en los límites de grano, lo que actuaría como puntos de concentración de tensiones y provocaría su fractura bajo tensión, lo que podría ocasionar una disminución significativa de la resistencia estructural.
P4: ¿Es completamente innecesario el tratamiento térmico posterior a la soldadura (PWHT) si se optimiza el servicio inicial de soldadura para el control de la zona afectada por el calor (ZAC)?
Por supuesto. Con la soldadura por micropasos multipaso de baja energía, la tensión residual en la pieza se puede reducir a menos del 15 % del límite elástico del material base . Por lo tanto, la mayoría de las piezas de acero inoxidable de paredes delgadas no requieren el costoso tratamiento térmico posterior a la soldadura.
P5: ¿Qué materiales metálicos son propensos a sufrir una degradación severa alrededor de la zona afectada por el calor de la soldadura durante el servicio de soldadura de precisión?
La aleación de aluminio 7075 de alta resistencia, el acero inoxidable martensítico, el acero endurecible por precipitación y la aleación de titanio TC4 son metales muy sensibles en la zona de calor de la soldadura, ya que tienden a ablandarse o a sufrir agrietamiento por hidrógeno. Mantener un aporte térmico de soldadura muy bajo es fundamental para una soldadura eficaz.
P6: ¿Qué métodos de END (Ensayos No Destructivos) utiliza para inspeccionar la microestructura de la ZAC (Zona Afectada por el Calor) sin destruir el material?
Nos basamos en las normas AWS D1.1/D1.6 e ISO 15614. Para la obtención de equipos técnicos, utilizamos principalmente pruebas ultrasónicas (UT), radiografía digital (DR) y ensayos de dureza Vickers. Esta combinación de técnicas nos permite detectar microfisuras y defectos en la zona afectada por el calor (ZAC) que no son visibles a simple vista.
P7: ¿Qué impacto tiene la forma de la junta de soldadura en el coste de la soldadura en la zona afectada por el calor (ZAC)?
Un buen diseño del bisel puede limitar la cantidad de metal de soldadura y el calor en aproximadamente un 50%, lo que ayuda a reducir no solo el tamaño de la zona afectada por el calor (ZAC), sino también las distorsiones resultantes. Además, puede acortar el tiempo total de fabricación en un 30% y eliminar la necesidad de enderezamiento posterior.
P8: ¿Qué documentos esenciales de calidad adjunta LS Manufacturing a mi presupuesto de soldadura de metales a medida?
Los componentes de un presupuesto incluyen el informe DFM, la especificación del procedimiento de soldadura WPS, la calificación del proceso PQR, el informe de análisis metalográfico y el certificado de trazabilidad del material del fabricante de equipo original (OEM). Todos estos elementos tienen como objetivo confirmar el cumplimiento de los estándares de fabricación y control de calidad. Suba sus planos para obtener un presupuesto y colabore con un equipo de expertos en procesos para encontrar soluciones de soldadura personalizadas.
Resumen
La zona afectada por el calor (ZAC) de una soldadura es fundamental para determinar el rendimiento, la vida útil y la seguridad de los componentes metálicos de alta precisión dimensional. El control de los bajos niveles de energía lineal (0,4 kJ/mm), la optimización de los ciclos de fusión por láser pulsado y el uso de métodos de enfriamiento forzado, en conjunto, permiten minimizar defectos estructurales como el crecimiento de grano y el agrietamiento por tensión. De esta manera, se logra un equilibrio entre la estabilidad estructural de las piezas y la limitación de los costos de producción.
Al mismo tiempo, si busca servicios de soldadura de precisión, puede comenzar evaluando a los proveedores potenciales en función de los siguientes tres factores principales:
- ¿Son capaces de simular la estabilidad de los ciclos térmicos durante la producción en masa mediante análisis de elementos finitos (FEA) en la fase de prototipo?
- ¿Disponen de herramientas de ensayos no destructivos (END) con una cobertura del 100% ?
- ¿La documentación del proceso muestra un límite superior claro para el control lineal de la energía?
LS Manufacturing es una empresa con certificación ISO 9001:2015 que cuenta con una planta de soldadura láser totalmente automatizada, capaz de realizar soldadura de precisión en equipos de fluidos a alta presión. Con un enfoque responsable y orientado a la calidad, LS Manufacturing otorga gran importancia a las tolerancias de las piezas y a la calidad metalográfica. Le invitamos a visitar nuestra página de consultas en nuestro sitio web. Allí podrá cargar directamente sus planos DFM 3D en formato STEP , y nuestros expertos metalúrgicos le elaborarán un informe de evaluación de soldadura de metales personalizado y gratuito, junto con un presupuesto comercial preciso, en un plazo de 24 horas.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección, estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com 
