
カスタム金属溶接サービスは、高精度工業部品の製造において最も重要な工程の一つです。この溶接方法は、熱の影響を最小限に抑える金属加工法であり、溶接部周辺の熱影響部(HAZ)が非常に浅く、ワークピースの破損が極めて少なく、材料の物理的特性の変化も最小限に抑えられます。そのため、この種の溶接では、精密加工におけるHAZの深さを基本的に0.2mm以下に制御することが可能です。
高圧流体機器の製造において、熱制御、ひいては微細構造変化の制御は大きな課題です。従来の溶接では入熱量が制御不能であり、最終的には金属の微細構造の劣化やワークピースの廃棄につながるからです。LS Manufacturingは、高度に組織化されたプロセスシステムにより、ラインエネルギーの調整、マイクロステップ溶接、強制冷却といったシンプルな手法で、 ステンレス鋼やチタン合金の溶接における金属脆化の問題を解決しています。以下では、低熱影響部溶接の完全な実施計画について解説します。

カスタマイズされた低熱影響金属溶接の主要プロセスの概要
本章では、低熱影響部溶接の主なプロセス要因、技術規格、および実施結果の概要を提示することで、エンジニアや購買担当者が主要な技術的側面を迅速に理解し、工場選定における一般的な落とし穴を回避できるようにする。
| コアコントロールディメンション | プロセス標準パラメータ | 従来の溶接性能 | プロセス最適化のメリット |
| 溶接ラインエネルギー | ≤0.4 kJ/mm | >1.2 kJ/mm | 穀物の粗粒化という根本的なリスクを排除します。 |
| 溶接冷却速度 | 30%以上増加 | 自然放熱、低速 | 合金の鋭敏化による相変態の問題を回避する。 |
| HAZカバーエリア | 65%削減(レーザー加工) | 広範囲の熱拡散 | 加工物の変形はゼロに近づく。 |
| アルゴン保護流量 | 15 L/分以上 | ≤8 L/分 | 溶接部の酸化や不純物による汚染を除去します。 |
| 残留応力値 | ≤50 MPa | 最大350MPa | 加工物の疲労寿命を向上させます。 |
主なポイント
- 溶接ラインのエネルギーは、HAZ(熱影響部)の制御に影響を与える最大の要因です。熱入力 = (UI) / v の式を使用して、溶接ラインのエネルギーを 0.4 kJ/mm まで低くカスタム調整する必要があります。
- 冷却速度と工具が主なサポート要因です。熱伝導率の高い銅製の裏板を、裏面に高圧アルゴンガス(流量15L/分)で保護しながら接合すると、溶接部の冷却速度が30%以上向上する可能性があります。
- レーザー溶接は、高エネルギー密度溶接サービスにおいて最も有力な選択肢です。レーザー精密溶接は、薄肉の複雑な部品をカスタム加工する場合、従来のTIG溶接と比較して熱影響部面積を65%削減できます。そのため、低熱影響部溶接において最適な技術と考えられています。
カスタム金属溶接サービスにおいて、LS Manufacturingの熱影響部制御に関する専門知識を信頼する理由とは?
専門的なプロセス蓄積と測定データは、熱影響部(HAZ)の低い溶接品質を保証するための主要なステップです。信頼できるメーカーは、精密ワークピースの溶接不良のリスクを完全に回避できます。当社チームは、業界の実践に関する知識を深めることで、精密溶接プロセスの最適化に精通しており、数百件の高圧流体機器の溶接プロジェクトを手掛けてきました。
チタン合金溶接プロセスの3ヶ月にわたる反復試験を例にとると、温度制御によってワークピースの破損確率を最大90%まで大幅に低減でき、 AWS D1.6鋼構造溶接規格にも準拠することが可能です。当社のすべてのプロセスパラメータは業界最高水準に準拠しており、 ISO 15614溶接手順認定のガイドラインを厳守しています。
技術的に言えば、溶接不良の主な原因は、母材の問題ではなく、入熱制御の不備にあります。当社では、独自開発の冷却治具とパラメータモデルを活用することで、様々な合金溶接プロセスにおける過剰な熱影響部(HAZ)の問題に直接対処しており、そのためステンレス鋼、チタン合金、二相ステンレス鋼といった最高級材料にも対応できるのです。
我々のチームが現場で行った試験から得られた秘密データによると、工程最適化後、部品の引張強度は母材基準の98%以上を安定的に維持することができ、従来の溶接材料の強度低下問題を完全に解決できることが示されています。
確かな実地試験経験と準拠したプロセスシステムにより、お客様のご要望に応じた金属溶接サービスの品質を包括的に保証し、量産における欠陥を回避します。低熱影響部溶接の実用効果を直感的に理解するために、当社の精密部品溶接の成功事例をいつでもご覧いただき、お客様のプロジェクト要件に迅速に対応していただけます。

標準的なカスタム金属溶接サービスでは、熱影響部の危険な拡大を制御できないのはなぜか?
従来のカスタム金属溶接サービスでは、高電流・低速のTIG溶接またはMIG溶接法が用いられており、その結果、非常に高い入熱量(1.2 kJ/mm以上)が発生します。このような過剰な熱は、時間の経過とともに熱影響部(HAZ)の粗大化、粒界腐食を引き起こし、材料強度を25%以上低下させる可能性があります。本稿では、金属科学の観点から従来の溶接の問題点を考察し、精密部品への適用が不適切である主な理由を明らかにします。
高温による穀物劣化メカニズム
結晶粒の安定性は、溶接部品の性能品質にとって不可欠な前提条件です。高品質なカスタム金属溶接サービスを提供する企業は、高温下で発生する結晶粒の変化を注意深く監視し、金属溶接部の結晶粒微細化は、より良好な金属組織状態を実現するための優れた方法となります。
母材が800℃~1200℃の温度に長時間さらされると、結晶粒径が急速に増大し、組織が破壊される。炭素鋼、316Lステンレス鋼、TC4チタン合金は、この温度範囲に対して強い反応を示す。従来の溶接では正確な温度制御ができないことが、結晶粒品質の低下をさらに悪化させる。
残留応力によって引き起こされる目に見えない欠陥
高圧パイプラインの溶接における当社の実務経験から、誤ったプロセスは溶接部の残留応力を最大350MPaまで上昇させる可能性があります。構造的な損傷を防ぐためには、業界は金属溶接の残留応力を厳密に管理する必要があります。残留応力レベルが高いと、繰り返し荷重を受けた際にカスタム溶接部品に微小亀裂が発生し、長期間の使用後に疲労破壊に至る可能性があり、高圧流体機器の厳しい調達基準を満たさない場合もあります。
| 基材 | 従来の溶接における熱影響部の幅 | 最大残留応力(MPa) | 引張強度低下率 | 疲労サイクル故障回数 |
| 316Lステンレス鋼 | 1.2mm | 320 | 22% | 18000 |
| TC4チタン合金 | 1.5mm | 350 | 28% | 12000 |
| 2205二相ステンレス鋼 | 1.1mm | 310 | 20% | 21000 |
| 普通炭素鋼 | 0.9mm | 280 | 15% | 25000 |
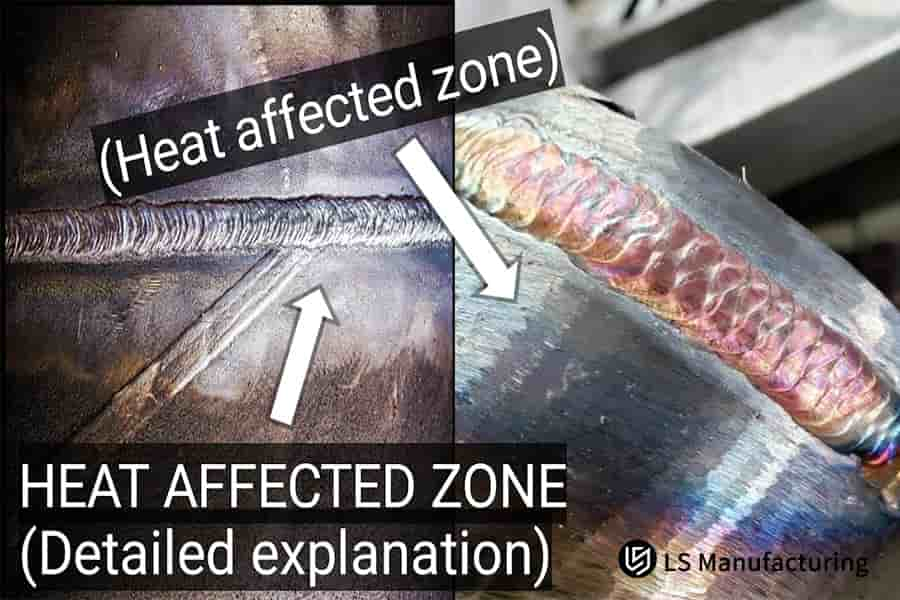
図1:溶接部の断面図。色鮮やかな熱影響部(HAZ)と微細構造の変化を示している。
高度なカスタム金属溶接設計は、製造時の線状熱入力をどのように最小限に抑えることができるのか?
優れたカスタム金属溶接設計により、電圧、電流、溶接速度などの溶接パラメータを精密に制御し、1パスあたりの入熱量を0.35 kJ/mm以下に抑えることができます。これにより、熱供給による熱影響部(HAZ)の拡大をほぼ完全に抑制できます。正確なパラメータ設計は、過剰な入熱を防ぐ効果的な手段となり、様々な精密カスタム金属溶接設計や精密溶接サービスにおいて有効です。
熱入力計算式の使用方法
熱出力制御は、この方法の中核をなすものです。科学的公式に基づいた熱入力制御による熱入力の安定化を重視した、しっかりとしたカスタム金属溶接設計により、 金属溶接の熱安定性を確保します。
業界で広く採用されている式は、熱入力 = η × (U × I) / v であり、これは溶接によって供給される熱エネルギーを正確に表しています。LS Manufacturing はこの式を DFM 評価ツールに組み込んでおり、レーザー溶接の熱効率係数 (η )は0.8に設定されている。電流、電圧、溶接速度を調整することで、安全範囲内で熱入力を安定的に制御することが可能である。
溝とパルスのパラメータ開発計画
プロセスアーキテクチャの調整により、熱入力を大幅に低減できます。信頼できる精密溶接サービスでは、溝とパルスパラメータの最適化、および金属溶接パラメータの優れたマッチングが行われます。最適化パラメータの一部を以下に示します。
- 溝形状の改善:従来の60V溝を35狭ギャップ溝に変更することで、溶着金属の体積が40%減少し、それに伴い溶着源の全体的な熱入力も減少します。
- パルスモード:ベース電流20A、ピーク電流80A、デューティサイクル35%、パルス周波数5Hzを採用した場合、発熱は断続的になります。
要するに、この設計は母材からの放熱に十分な時間を確保し、熱の蓄積を防ぎます。ワークピースの溶接熱入力パラメータを正確に計算する必要がありますか?図面を提出していただければ、無料の専門的なDFMプロセス評価ソリューションをご提供いたします。
精密溶接サービスにおける熱管理手法のうち、合金の鋭敏化と相変態を回避できるものはどれか?
最先端の精密溶接は、溶接熱サイクルの綿密な制御に依存しています。水冷式治具と99.999%の高純度アルゴンガスを保護ガスとして使用することで、鋭敏化温度域での滞在時間をわずか3秒に短縮し、合金の相変態による劣化を防ぎます。適切な熱管理こそが、精密溶接サービスの成功の秘訣です。
統合型水冷システムの応用
的を絞った放熱は、余分な熱を素早く除去するメカニズムとして機能します。水冷は、信頼性の高い金属溶接温度制御を実現する最高品質の精密溶接サービスの特徴です。当社独自開発の銅製マルチチャンネルマイクロ振動水冷システムは、溶接部の両側から5mmの位置に配置され、毎分2.5リットルの水流量で端部から60%以上の熱を除去し、溶接部周辺の温度を迅速に低下させます。
パス間温度をリアルタイムで正確に制御
2205二相ステンレス鋼の溶接においては、層間温度を赤外線サーマルイメージャーで連続的に監視し、 100℃以下に厳密に制限します。プロフェッショナルレベルの熱影響部低減溶接技術では、 溶接金属相の平衡を的確に確保するために、完全な温度制御システムが備えられています。合金相の変化を防止するための様々な手段を用いた完全な温度制御操作により、良好な溶接性能が得られます。
主な管理ポイントは以下のとおりです。
- 強制冷却技術を用いて、溶接部の450~850℃の鋭敏化温度範囲における滞留時間を3秒以内に制御し、炭化クロムの析出を回避する。
- 金属組織比のバランスを維持する:二相フェライトとオーステナイトの黄金比をそれぞれ45%と55%に継続的に制御することで、材料レベルでの金属組織の安定性を確保します。
- 耐食性指標の向上:溶接部の測定された孔食抵抗当量数(PREN)は35であり、これはあらゆる点で元の基材の耐食性を上回っていることを意味します。
自動レーザー溶接ソリューションを選択することで、長期的に低熱影響溶接コストを削減できる理由とは?
自動ファイバーレーザー溶接は、レーザービームをより集束させる能力を備えているため、溶接速度が向上し、熱影響部(HAZ)の幅が80%縮小し、歩留まりが劇的に向上し、コストが35%以上削減されるという利点があります。この方法は、HAZ溶接コストを低く抑えるという課題を的確に解決します。
レーザー溶接と従来型溶接のコスト比較
大量生産の効率は、大量生産コストを直接左右し、低熱影響部溶接コストを抑制する上で重要な要素となります。徹底的な標準化された自動金属溶接バッチスケジューリングにより、大量生産における無駄を大幅に削減できます。薄肉で不規則な形状の部品をTIG溶接で手動溶接すると、矯正と研磨に1個あたり45ドルかかりますが、レーザー溶接では熱変形がほぼゼロになり、後処理コストが直接的に削減されます。
プロセスパフォーマンスの主な利点
レーザー溶接は、深さ対幅比が8:1と非常に高く、スポットの集束がシャープで、熱影響部(HAZ)が非常に小さいため、HAZ低減溶接技術のリーダーとなっています。欠陥抑制による高精度金属溶接は、量産における欠陥を完全に回避できます。この変化は、ワークピースの外観と精度を向上させるだけでなく、量産歩留まりを99%以上に高め、量産において非常に大きな長期的なコスト効率上のメリットをもたらします。
| プロセスタイプ | スポット径 | 溶接速度 | 熱影響部低減率 | 単体後処理コスト |
| 自動レーザー溶接 | ≤0.15mm | ≥25mm/s | 80% | 0ドル |
| 従来型TIG溶接 | ≥0.8mm | ≤8mm/秒 | 0% | 45ドル |
バッチ生産におけるワークピース溶接コストを正確に計算したいですか?製品パラメータをご提供いただければ、無料の量産コスト計算ソリューションをご提供いたします。
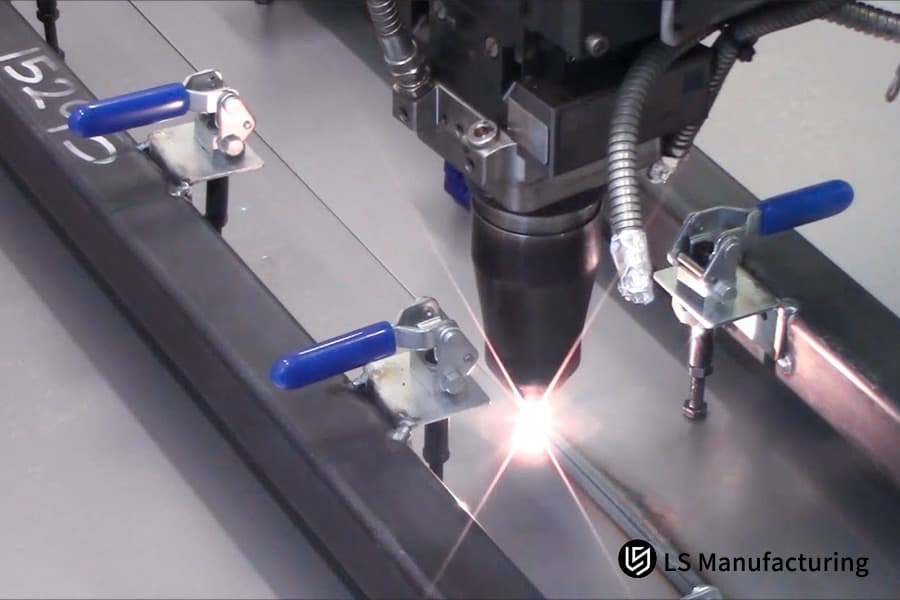
図2:自動レーザー溶接機が金属板を加工している様子。青色のクランプが正確な固定を保証する。
特注金属溶接の見積もりを作成する前に、どのようなチェックリストを監査すべきでしょうか?
金属溶接の見積もりを依頼する前に、購入者はサプライヤーの主な技術要件と試験能力を確認する必要があります。事前の技術監査を実施することで、誤った工程説明を受けることを防ぎ、見積もりが生産基準に合致していることを確認できます。
主要技術監査指標
監査指標によって設定される品質基準は、HAZ溶接コストを低く抑えるための基礎となります。徹底的かつ体系的な金属溶接監査を実施することで、優良なサプライヤーを見極めることができます。顧客は、サプライヤーを監査する際に、母材のHAZ硬度(50 HV)、溶接残留応力、金属組織の健全性といった主要指標の検証に注意を払い、それらを技術契約に明記する必要があります。
偽のプロセスコミットメントを特定する方法
低品質なサプライヤーを体系的に識別し、 HAZ低減溶接サービスプロバイダーを効率的に選定して、不規則な金属溶接作業のリスクを回避するための主なポイントは以下のとおりです。
- DFM(設計製造性)の実現可能性評価プロセスが含まれていない見積もりには、前処理最適化機能がない可能性が高い。
- RT/UT非破壊検査について記載がない場合、それは微細な隠れた亀裂を検出できないことを意味します。
- 熱影響部(HAZ)の結晶粒径試験装置がないということは、微細な冶金学的特性を制御することができないことを意味する。

図3:きれいで均一な円周溶接継ぎ目を持つ金属製円筒部品。
特殊な熱影響部低減溶接は、薄肉筐体の歪みをどのように防止するのでしょうか?
専門的な熱影響部制御溶接サービスでは、対称スキップ溶接プロセスを採用し、1.0mmの薄肉筐体を対象に、応力バランスを調整し、平面度誤差を0.08mm以内に抑えます。この方法は、薄肉ワークピースの熱変形問題にも効率的に対応できます。
薄肉部品の変形の基本メカニズム
実際、不均一な熱収縮が主な変形の原因となります。プロのHAZ制御溶接サービスは、専門的な金属溶接薄板成形方法を用いることで、この問題を間接的に解決します。加熱後、薄肉金属構造物には、縦方向と横方向の両方に不均等な収縮力が発生します。溶接中に継続的に熱が供給されると、応力差が大きくなり、その結果、ワークピースが座屈し、穴が大きくずれて平面度基準を満たさなくなります。
応力バランス溶接法
1200mmの溶接における熱場分布は、FEA(有限要素解析)を用いて事前に予測することができ、溶接部を10個の独立した溶接領域に分割し、パルス溶接経路を中央から両端までずらして配置することが可能です。また、熱収縮応力を均衡させるためにアルゴンガスを充填した予備膨張治具を導入することで、カスタム溶接部品の寸法を安定させるだけでなく、高精度な金属溶接寸法制御を実現し、寸法誤差を厳密に規格内に抑えることができます。
プロセス全体の主なパラメータを以下の表に示します。
| 管理項目 | プロセスパラメータ標準 | 従来のプロセスパラメータ | 最適化効果 | 適用可能な壁厚 |
| 溶接分割 | 10セグメント/1200mm | セグメント全体の連続溶接 | 均一な応力分布 | ≤1.0mm |
| 溶接経路 | 中央から両端までずらしたスキップ溶接 | 一方向連続溶接 | 反りが90%減少 | ≤1.0mm |
| 平坦度誤差 | ≤0.08mm | ≥0.3mm | 寸法精度が大幅に向上 | ≤1.0mm |
| アルゴン充填前の圧力 | 0.15MPa | 0.05MPa | 熱収縮による変形を相殺する | ≤1.0mm |
薄肉精密部品の溶接変形問題を解決したいですか?プロセスエンジニアとマンツーマンで相談し、お客様に最適な溶接ソリューションをご提案いたします。

図4:手袋をはめた手が薄肉金属筐体にレーザー溶接を行っており、角の部分から火花が飛び散っている。
カスタム溶接部品の微細構造の完全性を確保する上で、独自の溶加材の選択がなぜ重要なのか?
精密なマッチングを実現する独自の改良溶接ワイヤを使用することで、金属の結晶粒径を小さくし、合金の不足を補い、溶接熱影響部を効果的に制御し、ワークピースの性能を保証することができます。溶接ワイヤの選択は溶接部の微細構造の完全性を左右する鍵であり、これがカスタム溶接部品の品質保証に影響を与える主な理由です。
一般的な溶接ワイヤの溶接欠陥
クロム元素の損失は材料の劣化を引き起こし、カスタム溶接部品の機能特性の喪失に直接つながる可能性があります。さらに、安定化された金属溶接合金の微細構造を完全に損傷します。例えば、 304ステンレス鋼を溶接する場合、従来の溶接ワイヤでは、溶接熱影響部(HAZ)にクロム欠乏領域が生じ、クロム濃度が臨界値である12%を下回ることがあります。このため、これらの領域は応力腐食割れが発生しやすく、ワークピースの耐用年数が著しく低下する可能性があります。
専用溶接ワイヤ最適化ソリューション
このソリューションでは、シリコン含有量を高めた超低炭素ER308LSi専用溶接ワイヤを使用することで、溶融池の流動性が向上し、より微細な金属組織が形成され、溶接欠陥が完全に解消され、ワークピースの長期安定性が確保されます。この組み合わせソリューションは、金属溶接割れを効果的に除去するために、非常に有名なカスタム金属溶接サービスで採用されています。
検討に値する主な理由は以下のとおりです。
- クロム欠乏領域を回避:特殊な溶接ワイヤは、溶接プロセスによる合金元素の損失を相殺し、クロム含有量が臨界値である12%を下回らないようにすることで、材料の劣化を防ぎます。
- 金属組織を微細化します。結晶粒の微細化が非常に優れているため、熱影響部(HAZ)の結晶粒径は8以上のレベルに維持され、非常に緻密で均一な金属組織が得られます。
- 腐食割れのリスクを排除:SCC(応力腐食割れ)を完全に抑制できるため、流体や高圧パイプライン向けのハイエンド産業機器にとって望ましい機能です。
LS Manufacturingは、カスタムチタン部品における深刻な熱影響部亀裂をどのようにして解消したのか?
こちらはLS Manufacturing社による実際の工業用溶接事例です。パルスレーザーと自社開発の保護治具を用いることで、チタン合金製バルブの溶接割れを低減しました。チタン合金製バルブの熱影響部(HAZ)幅は0.12mmに抑えられ、精密加工部品の溶接割れ問題を完全に解消することができました。
クライアントの主要な課題
2025年11月、高圧流体機器の世界的なメーカーが問題に直面した。従来のTIG溶接で製造した、肉厚0.8mmの薄肉TC4チタン合金製マイクロバルブアセンブリの熱影響部(HAZ)幅が1.5mmと非常に大きくなってしまったのだ。精密部品に逆金属溶接プロセスを使用することは、全く選択肢にならなかった。
15MPaのパルス荷重疲労試験において、試験片はわずか12,000サイクル後に粒界脆性破壊を起こし、降伏率は45%未満であった。これらの問題は大量注文の納品に深刻な損失をもたらしたため、高度なプロセスが不可欠であった。
LSマニュファクチャリングソリューション
彼らは、非常に高い精度での薄肉金属壁の金属溶接に注力し、チタン合金精密部品の溶接における最重要課題に重点的に取り組んだ。
- チタン合金マイクロバルブ溶接プロジェクトの経験から、チタン合金は高温下で酸素や水素の不純物を非常に容易に吸着することが分かっており、これが熱影響部脆化の主な原因となっている。
- チームは、単回アーク溶接プロセスというアイデアを完全に放棄し、3000Wのパルスファイバーレーザー溶接システムを選択した。これにより、レーザースポットの焦点精度を0.02mmまで調整することが可能になった。
- 2層構造の柔軟なアルゴンガス保護固定具を使用し、 99.999%の高純度アルゴンガスを25L/分の流量で排出し、銅を用いて強制放熱を行うことで、層間温度を85℃に保ち、冶金学的観点から亀裂の発生を防ぐことができる。
プロジェクトの成果と価値
100%放射線透過試験および金属組織検査により、ワークピースの熱影響部(HAZ)幅が0.12mmに低減され、結晶粒径が9.5級の超微細粒基準を満たしていることが確認されました。金属溶接疲労耐性設計を採用することで、ワークピースは10万回の超高圧疲労試験に損傷なく耐えることができました。
初回合格率は99.8%にまで向上し、後処理工程を完全に排除することで、部品あたりの長期的な組立コストを42%削減しました。これにより、顧客は納期危機を完璧に解決し、高いパフォーマンスと低コストの生産サイクルを実現することができました。
この実績のあるチタン合金低熱影響部溶接プロセスは、迅速に再利用できます。同様の精密チタン合金部品加工ニーズについては、図面を直接提出していただくことで、カスタマイズされたプロセスソリューションをご提供いたします。

よくある質問
Q1:標準的なカスタム金属溶接サービスにおける熱影響部(HAZ)とは具体的に何ですか?
熱影響部(HAZ)とは、溶接中に実際に溶融しなかったものの、高温にさらされたことで変化を受けた母材の部分のことです。これらの変化により、その部分は微細構造が弱くなり、機械的強度が低下し、耐食性も低下します。そのため、HAZは溶接部品の品質向上に大きく貢献するのです。
Q2:LS Manufacturingは、自動レーザー加工における熱影響部(HAZ)の範囲を具体的にどのように制御しているのですか?
レーザー加工エンジニアによってレーザーデューティサイクルが変更され、スポットは0.15mm以下に圧縮され、特別に設計された極低温液体窒素冷却銅製ウォーターフィクスチャが使用され、余分な溶接熱の65%以上を非常に効率的に除去することで、HAZ幅が非常に正確に制御されます。
Q3:熱影響部(HAZ)が大きいほど、カスタム溶接部品の全体的な機械的引張強度にどのような影響がありますか?
その主な理由は、高温の金属粒子が広い熱影響部(HAZ)で長時間高温にさらされることで粗大化するためです。さらに、粒界に脆性物質が形成される可能性があり、これらの粒界は応力集中点となり、応力下で破壊を引き起こし、構造強度の著しい低下につながる可能性があります。
Q4:初期の熱影響部(HAZ)制御溶接サービスが最適化されている場合、溶接後熱処理(PWHT)は全く不要ですか?
もちろんです。低エネルギーのマルチパスマイクロステップ溶接を用いることで、ワークピースの残留応力を母材の降伏強度の15%未満にまで低減できます。このことから、ほとんどの薄肉ステンレス鋼ワークピースは、高価な溶接後熱処理を必要としないと考えられます。
Q5:精密溶接作業中に、溶接熱影響部周辺で深刻な劣化を起こしやすい金属材料はどれですか?
高強度アルミニウム合金7075、マルテンサイト系ステンレス鋼、析出硬化型鋼、チタン合金TC4は、溶接熱域において非常に敏感な金属であり、軟化したり水素割れを起こしたりする傾向があります。効果的な溶接を行うためには、溶接熱入力を極めて低く抑えることが重要です。
Q6:材料を破壊せずに熱影響部(HAZ)の微細構造を検査するために、どのような非破壊検査(NDT)手法を採用していますか?
当社では、AWS D1.1/D1.6およびISO 15614規格を基本としています。技術機器としては、超音波探傷試験(UT)、デジタルラジオグラフィー(DR)、ビッカース硬度試験を主なツールとして使用しています。これらの技術を組み合わせることで、肉眼では見えない熱影響部(HAZ)の微細な亀裂や欠陥を検出することが可能です。
Q7:溶接継手の形状は、溶接熱影響部(HAZ)のコストにどのような影響を与えますか?
適切な開先設計により、溶接金属量と熱量を約50%削減でき、熱影響部(HAZ)のサイズだけでなく、それに伴う歪みも低減できます。さらに、製造時間を30%短縮し、追加の矯正作業も不要になります。
Q8:LS Manufacturingは、私のカスタム金属溶接の見積もりにどのような重要な品質関連書類を添付しますか?
見積書には、DFMレポート、WPS溶接手順仕様書、PQRプロセス認定、金属組織試験報告書、およびOEM(相手先ブランド製造業者)材料トレーサビリティ証明書が含まれます。これらはすべて、製造および品質管理の適合性を確認することを目的としています。図面をアップロードして見積もりを取得し、専門のプロセスチームと協力して、お客様に最適な溶接ソリューションを見つけてください。
まとめ
溶接部の熱影響部(HAZ)は、寸法精度の高い金属部品の性能、耐用年数、および安全性を左右する重要な要素です。低線エネルギーレベル(0.4 kJ/mm)の制御、パルスレーザー溶融サイクルの最適化、および強制冷却法の併用は、冶金学的に結晶粒粗大化や応力割れといったコア欠陥を最小限に抑えるのに役立ちます。これにより、ワークピースの構造安定性と生産コストの抑制とのバランスが実現されます。
同時に、精密溶接サービスをお探しの場合は、次の3つの主要な要素に基づいて潜在的なサプライヤーを評価することから始めることができます。
- 彼らは試作段階で有限要素解析(FEA)を用いて、量産時の熱サイクルの安定性をシミュレーションできる能力を持っているか?
- 彼らは100%の非破壊検査(NDT)ツールを保有していますか?
- プロセス文書には、線形エネルギー制御の明確な上限値が示されていますか?
LS Manufacturingは、ISO 9001:2015認証を取得した企業であり、高圧流体機器の精密溶接が可能な全自動レーザー溶接設備を保有しています。責任感と品質重視をモットーに、ワークピースの公差と金属組織品質を非常に重視しています。弊社のウェブサイトにある公式お問い合わせページへいつでもお気軽にお越しください。STEP形式の3D DFM図面を直接アップロードしていただければ、弊社の熟練した冶金専門家が24時間以内に、お客様に合わせた無料の金属溶接評価レポートと正確な見積書を作成いたします。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。 
