
Le soudage de métaux sur mesure constitue une étape cruciale dans la production de pièces industrielles de haute précision. Ce procédé de travail des métaux se caractérise par un apport de chaleur minimal, ce qui se traduit par une zone affectée thermiquement (ZAT) très peu profonde autour de la soudure, une rupture minimale des pièces et une altération négligeable des propriétés physiques du matériau. Ainsi, ce type de soudage permet de contrôler la profondeur de la ZAT d'une pièce de précision à 0,2 mm, voire moins.
La maîtrise de la chaleur et, par conséquent, des modifications de microstructure lors de la fabrication d'équipements hydrauliques haute pression représente un défi majeur. En effet, l'apport de chaleur lors du soudage traditionnel est incontrôlable, ce qui entraîne à terme la détérioration de la microstructure du métal et la mise au rebut de la pièce . LS Manufacturing, grâce à son système de processus optimisé, parvient à résoudre le problème de la fragilisation du métal lors du soudage de l'acier inoxydable et des alliages de titane en régulant simplement l'énergie de la ligne, en effectuant un soudage par micro-étapes et en appliquant un refroidissement forcé. Les sections suivantes détaillent la mise en œuvre complète du soudage à faible zone affectée thermiquement (ZAT).

Aperçu rapide des principaux procédés de soudage de métaux à faible ZAT sur mesure
Dans ce chapitre, l'auteur présente un résumé des principaux facteurs de processus, des normes techniques et des résultats de la mise en œuvre du soudage à faible ZAT, permettant ainsi aux ingénieurs et au personnel d'achat de comprendre rapidement les principaux aspects techniques et d'éviter les pièges courants liés au choix d'une usine.
| Dimensions de contrôle de base | Paramètres standard du processus | Performances de soudage traditionnelles | Avantages de l'optimisation des processus |
| Énergie de la ligne de soudage | ≤0,4 kJ/mm | >1,2 kJ/mm | Élimine le risque fondamental de grossissement des grains. |
| Vitesse de refroidissement de la soudure | Augmentation de plus de 30% | Dissipation naturelle de la chaleur, à vitesse lente | Évite les problèmes de transformation de phase liés à la sensibilisation des alliages. |
| Zone de couverture HAZ | Réduction de 65 % (procédé laser) | Diffusion de chaleur à large plage | La déformation de la pièce tend vers zéro . |
| Débit de protection à l'argon | ≥15 L/min | ≤8 L/min | Élimine l'oxydation des soudures et la contamination par les impuretés. |
| Valeur de contrainte résiduelle | ≤50 MPa | Maximum 350 MPa | Améliore la durée de vie en fatigue des pièces. |
Points clés à retenir
- L'énergie de la ligne de soudage est la principale raison qui affecte le contrôle de la ZAT (Zone affectée thermiquement) : vous devez adapter l'énergie de la ligne de soudage à un niveau aussi bas que 0,4 kJ/mm en utilisant la formule Heat Input = (UI) / v.
- Le taux de refroidissement et l'outillage sont les principaux supports : l'association d'un support en cuivre à haute conductivité thermique avec une protection de gaz argon haute pression à l'arrière (débit de 15 L/min) peut augmenter le taux de refroidissement de la soudure de plus de 30 %.
- Le soudage laser est la solution privilégiée pour les services de soudage à haute densité d'énergie : le soudage laser de précision permet de réduire la zone affectée thermiquement de 65 % par rapport au soudage TIG traditionnel pour les pièces complexes à parois minces . Il est donc considéré comme la meilleure voie technique pour le soudage à faible zone affectée thermiquement.
Pourquoi faire confiance à l'expertise de LS Manufacturing en matière de contrôle de la zone affectée thermiquement pour des services de soudage de métaux sur mesure ?
L'accumulation de données et la maîtrise des processus professionnels constituent les étapes clés pour garantir une soudure de qualité avec une zone affectée thermiquement (ZAT) réduite. Les fabricants fiables peuvent ainsi éliminer tout risque de défaut de soudure sur des pièces de précision . Grâce à notre connaissance approfondie des pratiques industrielles, notre équipe maîtrise parfaitement l'optimisation des procédés de soudage de précision et a réalisé des centaines de projets de soudage d'équipements hydrauliques haute pression.
Prenons l'exemple d'essais itératifs sur trois mois de procédés de soudage d'alliages de titane : le contrôle de la température permet de réduire considérablement le risque de défaillance des pièces, jusqu'à 90 %, et ainsi de se conformer aux spécifications de soudage des structures métalliques AWS D1.6 . Tous nos paramètres de procédé sont conformes aux normes industrielles les plus exigeantes et respectent scrupuleusement les directives de la norme ISO 15614 relative à la qualification des modes opératoires de soudage.
Techniquement parlant, la principale cause des échecs de soudage est un contrôle insuffisant de l'apport de chaleur, plutôt que des problèmes liés au matériau de base. Grâce à nos dispositifs de refroidissement et à nos modèles paramétriques développés en interne, nous nous attaquons directement au problème de la zone affectée thermiquement (ZAT) excessive dans divers procédés de soudage d'alliages . C'est pourquoi nous travaillons même avec des matériaux haut de gamme comme l'acier inoxydable, les alliages de titane et l'acier duplex.
Des données confidentielles issues des tests effectués par notre équipe sur le terrain montrent qu'après optimisation du processus, la résistance à la traction de la pièce peut être maintenue de manière stable à plus de 98 % de la norme du matériau de base , résolvant ainsi entièrement le problème d'affaiblissement des matériaux soudés traditionnels.
Une solide expérience pratique en matière d'essais et un système de processus conforme garantissent pleinement la qualité de votre service de soudage de métaux sur mesure, évitant ainsi les défauts de production en série. Pour comprendre concrètement les avantages du soudage à faible zone affectée thermiquement (ZAT), vous pouvez consulter à tout moment nos études de cas réussies de soudage de composants de précision afin de répondre rapidement aux exigences de votre projet.

Pourquoi les services de soudage métallique sur mesure standard ne parviennent-ils pas à contrôler la croissance dangereuse de la zone affectée thermiquement ?
Les services de soudage de métaux sur mesure traditionnels utilisent des procédés TIG ou MIG classiques à courant élevé et à faible vitesse, ce qui génère un apport de chaleur très important (supérieur à 1,2 kJ/mm). Cette chaleur excessive peut, à terme, entraîner un grossissement de la zone affectée thermiquement (ZAT), une corrosion intergranulaire et une fragilisation du matériau de plus de 25 %. Nous abordons ici les problèmes liés au soudage conventionnel du point de vue de la science des métaux et expliquons la principale raison pour laquelle il est inadapté aux composants de précision.
Mécanisme de détérioration des grains à haute température
La stabilité du grain est essentielle à la qualité des performances des composants soudés. Un service de soudage métallique sur mesure de qualité aura tout intérêt à surveiller de près les modifications du grain qui se produisent à haute température, et l'affinage du grain des soudures est un excellent moyen d'obtenir un meilleur état métallographique.
Si le métal de base est exposé longtemps à des températures comprises entre 800 °C et 1200 °C, sa structure se détériore rapidement, la taille des grains augmentant fortement. L'acier au carbone, l'acier inoxydable 316L et l'alliage de titane TC4 sont particulièrement sensibles à cette plage de températures . Le manque de précision dans le contrôle de la température lors du soudage conventionnel ne fait qu'aggraver la dégradation de la qualité du grain.
Défauts invisibles causés par les contraintes résiduelles
Notre expérience pratique en soudage de pipelines haute pression nous a montré qu'une erreur de procédé peut engendrer des contraintes résiduelles dans les soudures jusqu'à 350 MPa . Afin de prévenir les dommages structurels, l'industrie doit impérativement maîtriser ces contraintes résiduelles. Des niveaux élevés de contraintes résiduelles peuvent provoquer la formation de microfissures dans les pièces soudées sur mesure soumises à des charges cycliques, entraînant une rupture par fatigue après une utilisation prolongée . De plus, ces pièces risquent de ne plus satisfaire aux normes d'approvisionnement strictes applicables aux équipements pour fluides haute pression.
| Matériau de base | Largeur de la ZAT de soudage traditionnelle | Contrainte résiduelle maximale (MPa) | Taux de diminution de la résistance à la traction | Compteur de défaillances du cycle de fatigue |
| Acier inoxydable 316L | 1,2 mm | 320 | 22% | 18000 |
| Alliage de titane TC4 | 1,5 mm | 350 | 28% | 12000 |
| Acier duplex 2205 | 1,1 mm | 310 | 20% | 21000 |
| Acier au carbone ordinaire | 0,9 mm | 280 | 15% | 25000 |
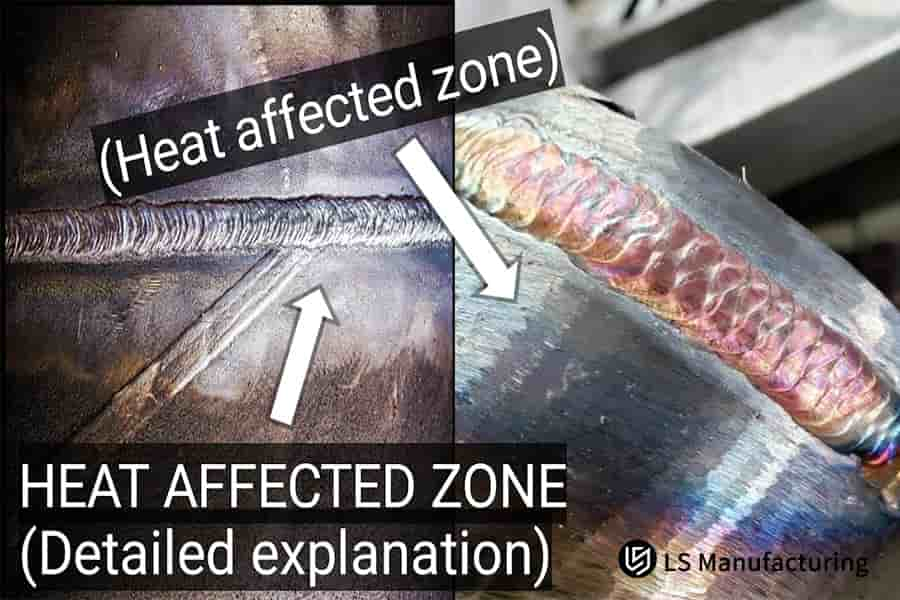
Figure 1 : Coupe transversale d'une soudure, montrant la zone affectée thermiquement (ZAT) colorée et les changements microstructuraux.
Comment une conception avancée de soudage métallique sur mesure peut-elle minimiser l'apport de chaleur linéaire pendant la fabrication ?
Une conception de soudage sur mesure de haute qualité permet un contrôle précis des paramètres de soudage, tels que la tension, le courant et la vitesse, afin de garantir un apport de chaleur inférieur ou égal à 0,35 kJ/mm en une seule passe . De cette manière, l'élargissement de la zone affectée thermiquement (ZAT) dû à l'apport de chaleur est quasiment éliminé. Une conception précise des paramètres constitue une mesure efficace pour prévenir un apport de chaleur excessif et s'avère donc applicable à diverses applications de soudage de précision sur mesure .
Utilisation de la formule d'apport de chaleur
La maîtrise de l'apport de chaleur est au cœur de la méthode. Une conception de soudage des métaux sur mesure et bien pensée privilégie la stabilisation de l'apport de chaleur grâce à une maîtrise basée sur des formules scientifiques, garantissant ainsi la stabilité thermique du soudage .
La formule largement adoptée par l'industrie est : Apport de chaleur = η × (U × I) / v, qui caractérise avec précision l'énergie thermique fournie par le soudage. LS Manufacturing a intégré cette expression dans son outil d'évaluation DFM, où le coefficient d'efficacité thermique du soudage laser (η ) est fixé à 0,8. En ajustant le courant, la tension et la vitesse de soudage , il est possible de réguler les apports de chaleur de manière stable dans les limites de sécurité.
Plan de développement des paramètres de rainure et d'impulsion
L'optimisation de l'architecture du procédé permet de réduire considérablement l'apport thermique. Les services de soudage de précision fiables ont recours à l'optimisation des paramètres de rainurage et d'impulsion, ainsi qu'à une parfaite adéquation des paramètres de soudage des métaux. Quelques paramètres d'optimisation sont énumérés ci-dessous :
- Amélioration de la rainure : La transformation de la rainure en V conventionnelle de 60° en une rainure à écartement étroit de 35° conduit à une diminution du volume de métal déposé de 40 %, ce qui réduit en conséquence l'apport de chaleur global de la source.
- Mode pulsé : Lorsque le courant de base est de 20 A, le courant de crête de 80 A, le rapport cyclique de 35 % et la fréquence d'impulsion de 5 Hz, la production de chaleur est discontinue.
En résumé, cette conception permet une dissipation thermique suffisante du métal de base, évitant ainsi toute accumulation de chaleur. Besoin de calculs précis des paramètres d'apport de chaleur pour le soudage de votre pièce ? Soumettez vos plans pour bénéficier d'une évaluation DFM professionnelle et gratuite.
Quelles méthodes de gestion thermique des services de soudage de précision permettent de contourner la sensibilisation des alliages et la transformation de phase ?
Le soudage de précision le plus avancé repose sur une régulation rigoureuse du cycle thermique. Associée à l'utilisation de dispositifs refroidis à l'eau et d'argon de haute pureté (99,999 %) comme gaz de protection , cette régulation réduit le temps passé dans la plage de températures de sensibilisation à seulement 3 secondes, prévenant ainsi la dégradation due à la transformation de phase de l'alliage. Une gestion thermique optimale est la clé du succès des opérations de soudage de précision .
Application d'un système de refroidissement à eau intégré
La dissipation thermique ciblée permet d'évacuer rapidement l'excès de chaleur. Le refroidissement par eau est une caractéristique essentielle des services de soudage de précision haut de gamme, garantissant un contrôle fiable de la température lors du soudage des métaux . Notre système de refroidissement par eau à micro-vibrations multicanaux en cuivre, développé en interne et placé à 5 mm de chaque côté de la soudure, permet d'évacuer plus de 60 % de la chaleur des bords avec un débit d'eau de 2,5 L/min, abaissant ainsi rapidement la température à proximité de la soudure.
Contrôle précis de la température entre les passages en temps réel
Concernant le soudage de l'acier inoxydable duplex 2205, la température entre passes est surveillée en continu par une caméra thermique infrarouge, avec une limite stricte de 100 °C. La technologie de soudage par réduction de la ZAT (zone affectée thermiquement) de niveau professionnel utilise un système de contrôle thermique complet pour garantir un équilibre parfait des phases métalliques lors du soudage . Ce contrôle thermique complet, mis en œuvre par divers moyens, empêche les changements de phase de l'alliage, assurant ainsi des performances de soudage optimales.
Les principaux points de contrôle sont :
- Utilisation de la technologie de refroidissement forcé pour contrôler le temps de séjour de la soudure dans la plage de sensibilisation de 450 à 850 °C à 3 secondes près afin d'éviter la précipitation de carbure de chrome.
- Maintenir l'équilibre du rapport métallographique : contrôler en permanence le rapport idéal de la ferrite duplex à l'austénite , respectivement de 45 % à 55 %, ce qui assure la stabilité métallographique au niveau du matériau.
- Augmenter les indicateurs de résistance à la corrosion : Le nombre équivalent de résistance à la piqûre (PREN) mesuré de la soudure est de 35, ce qui signifie que la résistance à la corrosion dépasse à tous égards celle du substrat d'origine.
Pourquoi le choix de solutions de soudage laser automatisées permet-il de réduire à long terme les coûts de soudage en zone affectée thermiquement (ZAT) ?
Le soudage laser à fibre automatisé permet de focaliser le faisceau laser avec une grande précision, ce qui augmente la vitesse de soudage, réduit la largeur de la zone affectée thermiquement (ZAT) de 80 %, améliore considérablement le rendement et diminue les coûts de plus de 35 % . Cette méthode résout efficacement le problème du maintien d' un faible coût de soudage de la ZAT .
Comparaison des coûts entre le soudage laser et le soudage traditionnel
L'efficacité de la production de masse influe directement sur ses coûts et constitue un facteur clé pour limiter le coût du soudage de la zone affectée thermiquement (ZAT). Une planification automatisée, standardisée et exhaustive des lots de soudage de métaux permet de réduire considérablement les pertes liées à la production de masse . Le soudage TIG manuel de pièces irrégulières à parois minces engendre un coût de 45 $ par pièce pour le redressage et le polissage, tandis que le soudage laser permet d'obtenir une déformation thermique quasi nulle et d'éliminer directement les coûts de post-traitement.
Principaux avantages de la performance des processus
Le soudage laser présente un rapport profondeur/largeur pouvant atteindre 8:1, une focalisation précise et une zone affectée thermiquement (ZAT) minimale , ce qui en fait la technologie de soudage de référence pour la réduction de la ZAT. Le soudage de métaux de haute précision, associé à la suppression des défauts, permet d'éliminer totalement les défauts de production en série. Cette avancée améliore non seulement l'aspect et la précision des pièces, mais porte également le rendement de production à plus de 99 %, générant ainsi des gains de rentabilité substantiels et durables .
| Type de processus | Diamètre du spot | Vitesse de soudage | Rapport de réduction des zones dangereuses | Coût de post-traitement d'une seule pièce |
| Soudage laser automatisé | ≤0,15 mm | ≥25 mm/s | 80% | 0 $ |
| Soudage TIG traditionnel | ≥0,8 mm | ≤8 mm/s | 0% | 45 $ |
Vous souhaitez calculer précisément les coûts de soudage de vos pièces en série ? Fournissez les paramètres de vos produits pour obtenir gratuitement une solution de calcul des coûts de production en série .
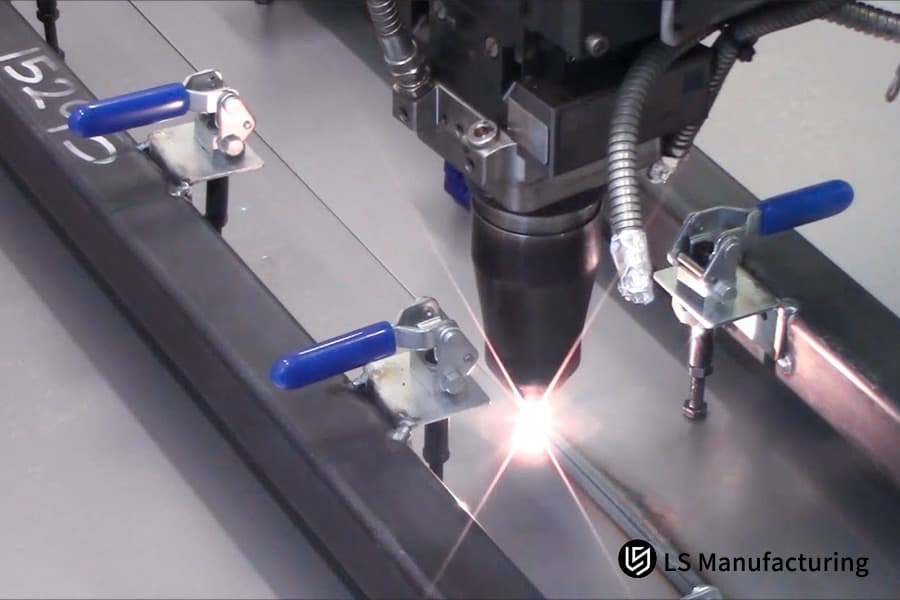
Figure 2 : Une machine de soudage laser automatisée traite une tôle métallique, avec des pinces bleues assurant une fixation précise.
Quelles listes de contrôle doivent être vérifiées avant d'obtenir un devis de soudage métallique sur mesure ?
Avant de demander un devis pour un service de soudage de métaux sur mesure , les acheteurs doivent vérifier les principales exigences techniques et les capacités de test du fournisseur. Un audit technique préalable permet d' éviter les promesses non tenues et de s'assurer que le devis est conforme aux normes de production.
Indicateurs d'audit technique de base
Le niveau de qualité défini par les indicateurs d'audit est essentiel pour maîtriser les coûts de soudage de la ZAT. Des audits rigoureux et systématiques du soudage des métaux permettent d'identifier les fournisseurs de qualité. Lors de l'audit des fournisseurs, les clients doivent veiller à vérifier des indicateurs clés tels que la dureté de la ZAT (50 HV) du matériau de base, les contraintes résiduelles de soudage et l'intégrité métallographique , et les intégrer explicitement dans le contrat technique.
Méthodes d'identification des faux engagements de processus
Quelques points essentiels pour identifier systématiquement les fournisseurs de faible qualité et sélectionner efficacement les prestataires de services de soudage conformes aux normes de réduction des ZAT afin d'éviter les risques liés à des opérations de soudage de métaux irrégulières :
- Les devis qui n'incluent pas de processus d'évaluation de la faisabilité DFM n'incluent probablement pas de capacités d'optimisation en amont du processus.
- L'absence de mention des essais non destructifs RT/UT signifie qu'il est impossible de détecter les fissures microscopiques cachées.
- L'absence d'équipement de test de la taille des grains de la ZAT (zone affectée thermiquement) signifie que les propriétés métallurgiques microscopiques ne peuvent être contrôlées.

Figure 3 : Un composant cylindrique métallique présentant une soudure circonférentielle nette et uniforme.
Comment le soudage spécialisé par réduction de la ZAT permet-il d'éviter la déformation des boîtiers minces ?
Le service de soudage professionnel avec contrôle de la ZAT utilise un procédé de soudage par points symétriques pour équilibrer les contraintes et limiter les défauts de planéité à 0,08 mm près, notamment pour les boîtiers à parois minces de 1,0 mm. Cette méthode permet également de corriger efficacement les problèmes de déformation thermique des pièces à parois minces.
Mécanisme de base de la déformation des pièces à parois minces
En réalité, le retrait thermique irrégulier est la principale cause de déformation. Les services professionnels de soudage avec contrôle de la ZAT (zone affectée thermiquement) remédient indirectement à ce problème en utilisant des méthodes professionnelles de soudage et de mise en forme de tôles minces . Après chauffage, les structures métalliques à parois minces développent des forces de retrait longitudinales et transversales inégales. La chaleur continue apportée pendant le soudage accentue cette différence de contrainte, ce qui entraîne le flambage de la pièce et un décalage important des trous, compromettant ainsi la planéité.
Méthode de soudage à équilibrage des contraintes
La distribution du champ thermique lors d'une soudure de 1200 mm peut être prédite à l'avance grâce à une analyse par éléments finis (FEA). La longueur peut être divisée en 10 zones de soudage distinctes , et les trajectoires de soudage par impulsions peuvent être décalées du centre vers les extrémités. De plus, un outillage de pré-expansion rempli d'argon est utilisé pour compenser les contraintes de retrait thermique, ce qui stabilise les dimensions des pièces soudées sur mesure et permet un contrôle dimensionnel très précis du soudage , garantissant ainsi des erreurs dimensionnelles strictement conformes aux normes.
Les principaux paramètres de l'ensemble du processus sont présentés dans le tableau ci-dessous :
| Élément de contrôle | Norme de paramètre de processus | Paramètre de processus conventionnel | Effet d'optimisation | Épaisseur de paroi applicable |
| Segmentation du soudage | 10 segments/1200 mm | Soudage continu de l'ensemble du segment | répartition uniforme des contraintes | ≤1,0 mm |
| Chemin de soudage | Soudage par sauts décalés du centre vers les deux extrémités | Soudage continu unidirectionnel | Déformation réduite de 90 % | ≤1,0 mm |
| Erreur de planéité | ≤0,08 mm | ≥0,3 mm | Précision dimensionnelle nettement améliorée | ≤1,0 mm |
| Pression de pré-remplissage à l'argon | 0,15 MPa | 0,05 MPa | Compense la déformation due au retrait thermique | ≤1,0 mm |
Vous souhaitez résoudre le problème de la déformation lors du soudage de pièces de précision à parois minces ? Consultez un ingénieur procédés pour obtenir une solution de soudage personnalisée.

Figure 4 : Une main gantée effectue une soudure laser sur un boîtier métallique à paroi mince, avec des étincelles qui jaillissent du coin.
Pourquoi le choix d'un fil d'apport spécifique est-il vital pour l'intégrité microstructurale des pièces soudées sur mesure ?
La taille des grains métalliques peut être réduite, les défauts d'alliage compensés, la zone affectée thermiquement (ZAT) de soudage maîtrisée et les performances de la pièce garanties grâce à l'utilisation d'un fil de soudage modifié exclusif pour un appariement précis. Le choix du fil de soudage est essentiel à l'intégrité microstructurale de la soudure , principal facteur influençant l'assurance qualité des pièces soudées sur mesure .
Défauts de soudure des fils de soudure ordinaires
La perte de chrome entraîne une détérioration des matériaux et peut directement compromettre les propriétés fonctionnelles des pièces soudées sur mesure. De plus, elle endommage complètement la microstructure de l'alliage de soudage stabilisé . Par exemple, lors du soudage de l'acier inoxydable 304 , l'utilisation d'un fil de soudage conventionnel peut créer des zones appauvries en chrome dans la zone affectée thermiquement (ZAT), où la teneur en chrome est inférieure au seuil critique de 12 %. Ces zones sont alors très sensibles à la fissuration par corrosion sous contrainte, ce qui peut réduire considérablement la durée de vie de la pièce.
Solution dédiée d'optimisation du fil de soudage
L'utilisation d'un fil de soudage ER308LSi à très faible teneur en carbone et à teneur accrue en silicium dans cette solution fluidifie le bain de fusion, affine le grain métallographique, élimine complètement les défauts de soudage et assure la stabilité de la pièce sur le long terme. Cette solution est mise en œuvre par un service de soudage de métaux sur mesure de renom pour éliminer efficacement les fissures de soudage .
Les principales raisons pour lesquelles cela peut être envisagé sont les suivantes :
- Évite les zones appauvries en chrome : le fil de soudage spécialisé compense la perte d’éléments d’alliage due au processus de soudage, ce qui garantit que la teneur en chrome ne descend pas en dessous de la valeur critique de 12 % et élimine ainsi la dégradation du matériau.
- Affine la structure métallographique : L'affinage des grains est si important que la taille des grains dans la ZAT est maintenue à un niveau de 8 ou plus , ce qui conduit à une structure métallographique très compacte et uniforme.
- Élimine les risques de fissuration par corrosion sous contrainte : il est capable d'arrêter complètement la fissuration sous contrainte, ce qui constitue donc une caractéristique souhaitable pour les équipements industriels haut de gamme destinés aux fluides et aux canalisations à haute pression.
Comment LS Manufacturing a-t-il éliminé les fissures graves dans la zone affectée thermiquement (ZAT) des pièces en titane sur mesure ?
Cette pièce est un exemple concret de soudage industriel réalisé par LS Manufacturing. Nous avons utilisé des lasers pulsés et des dispositifs de protection développés en interne afin de réduire les risques de rupture lors du soudage de vannes en alliage de titane. La largeur de la zone affectée thermiquement (ZAT) de ces vannes étant de 0,12 mm, nous avons ainsi totalement éliminé le problème de rupture lors du soudage de pièces de précision.
Principaux défis du client
En novembre 2025, un fabricant mondial d'équipements pour fluides haute pression a rencontré un problème : son ensemble de microvannes en alliage de titane TC4 à paroi mince de 0,8 mm, après soudage TIG traditionnel, présentait une zone affectée thermiquement (ZAT) de 1,5 mm, une valeur très élevée . L'utilisation du procédé de soudage TIG inversé pour des composants de précision était alors totalement exclue.
Lors d'un essai de fatigue sous charge pulsée de 15 MPa, l'éprouvette a présenté une rupture fragile intergranulaire après seulement 12 000 cycles, soit une limite d'élasticité inférieure à 45 % . Ces résultats ont entraîné des retards importants dans la livraison des commandes en gros, rendant indispensable un procédé de fabrication plus avancé.
Solution de fabrication LS
Ils se sont concentrés sur le soudage de métaux à parois minces avec une très grande précision, et se sont focalisés sur les problèmes précis liés au soudage de pièces de précision en alliage de titane .
- L'expérience acquise lors d'un projet de soudage de micro-vannes en alliage de titane montre que les alliages de titane peuvent très facilement adsorber les impuretés d'oxygène et d'hydrogène à haute température, ce qui est la principale cause de la fragilisation de la ZAT.
- L'équipe a définitivement abandonné l'idée d'un procédé de soudage à l'arc en une seule passe et a choisi un système de soudage laser à fibre pulsée de 3000 W, qui permettait de régler la précision de la mise au point du point laser à 0,02 mm.
- Avec un dispositif de protection à gaz argon flexible à deux couches, grâce à l'évacuation de gaz argon pur à 99,999 % à un débit de 25 L/min , et du cuivre pour la dissipation forcée de la chaleur, leur température interpasse est de 85 °C, d'un point de vue métallurgique, ils sont empêchés de former des fissures.
Résultats et valeur du projet
Des contrôles radiographiques à 100 % et une inspection métallographique ont certifié que la largeur de la zone affectée thermiquement (ZAT) de la pièce était réduite à 0,12 mm et que la taille des grains atteignait le niveau 9,5, une norme pour les grains ultrafins . Grâce à une conception optimisée pour la résistance à la fatigue par soudage , la pièce a subi avec succès 100 000 cycles de fatigue sous ultra-haute pression sans dommage.
Le taux de rendement au premier passage a atteint 99,8 %, ce qui a permis d'éliminer complètement toutes les étapes de post-traitement et de réduire de 42 % les coûts d'assemblage à long terme par pièce . C'est ainsi qu'ils ont aidé leurs clients à résoudre parfaitement les crises de livraison et à atteindre un niveau de performance élevé ainsi qu'un cycle de production à faible coût.
Ce procédé de soudage éprouvé pour alliages de titane à faible zone affectée thermiquement (ZAT) est rapidement réutilisable. Pour des besoins similaires d'usinage de précision de composants en alliages de titane, vous pouvez soumettre vos plans directement afin d'obtenir une solution personnalisée.

FAQ
Q1 : Qu'est-ce que la zone affectée thermiquement (ZAT) exactement dans le cadre d'un service de soudage métallique sur mesure standard ?
La zone affectée thermiquement (ZAT) est la partie du métal de base qui n'a pas fondu lors du soudage, mais qui a subi des modifications dues à l'exposition à des températures élevées. Ces modifications entraînent une microstructure plus fragile, une résistance mécanique moindre et une moindre résistance à la corrosion. C'est pourquoi la ZAT contribue toujours à la qualité des pièces soudées.
Q2 : Comment LS Manufacturing contrôle-t-elle précisément l'étendue de la ZAT lors de la fabrication laser automatisée ?
Le cycle de service du laser est modifié par les ingénieurs en traitement laser ; le spot est réduit à <=0,15 mm et un dispositif en cuivre refroidi à l’azote liquide cryogénique spécialement conçu est utilisé pour éliminer très efficacement plus de 65 % de la chaleur de soudage excédentaire, de sorte que la largeur de la ZAT est contrôlée avec une grande précision.
Q3 : De quelle manière une ZAT plus grande affecte-t-elle la résistance mécanique globale à la traction des pièces soudées sur mesure ?
La principale raison est le grossissement des grains métalliques à haute température dû à leur exposition prolongée à la chaleur dans la large zone affectée thermiquement (ZAT). De plus , des matériaux fragiles peuvent se former aux joints de grains , lesquels agissent comme points de concentration de contraintes et peuvent provoquer leur rupture sous contrainte, ce qui peut entraîner une chute importante de la résistance structurelle.
Q4 : Le traitement thermique après soudage (TTAS) est-il totalement inutile si le service de soudage initial de contrôle de la ZAT est optimisé ?
Bien sûr. Grâce au soudage micro-étapes multipasses à basse énergie, les contraintes résiduelles dans la pièce peuvent être réduites à moins de 15 % de la limite d'élasticité du matériau de base . De ce fait, la plupart des pièces en acier inoxydable à parois minces peuvent être considérées comme n'ayant pas besoin du coûteux traitement thermique post-soudage.
Q5 : Quels matériaux métalliques sont sujets à une dégradation importante autour de la zone affectée thermiquement par le soudage lors d'opérations de soudage de précision ?
L'alliage d'aluminium 7075 à haute résistance, l'acier inoxydable martensitique, l'acier à durcissement structural et l'alliage de titane TC4 sont des métaux très sensibles à la chaleur de soudage ; ils ont tendance à se ramollir ou à subir des fissures d'hydrogène. Maintenir un apport de chaleur très faible est essentiel pour un soudage efficace.
Q6 : Quelles méthodes CND utilisez-vous pour inspecter la microstructure de la ZAT sans détruire le matériau ?
Nous nous basons sur les normes AWS D1.1/D1.6 et ISO 15614. Notre équipement technique comprend principalement des contrôles par ultrasons (UT), la radiographie numérique (DR) et des essais de dureté Vickers. Cette combinaison de techniques nous permet de détecter les microfissures et les défauts de la zone affectée thermiquement (ZAT) invisibles à l'œil nu.
Q7 : Quel est l'impact de la forme du joint soudé sur le coût du soudage de la ZAT ?
Une bonne conception du chanfrein permet de limiter la quantité de métal de soudage et la chaleur d'environ 50 %, ce qui contribue à réduire non seulement la taille de la zone affectée thermiquement (ZAT), mais aussi les déformations qui en résultent. De plus, elle permet de raccourcir le temps de fabrication global de 30 % et d'éliminer le besoin de redressage ultérieur.
Q8 : Quels documents de qualité essentiels LS Manufacturing joint-il à mon devis de soudage métallique sur mesure ?
Un devis comprend un rapport DFM, un descriptif de procédure de soudage WPS, une qualification de procédé PQR, un rapport d'essai métallographique et un certificat de traçabilité des matériaux du fabricant d'origine (OEM). Ces éléments garantissent la conformité de la fabrication et le contrôle qualité. Téléchargez vos plans pour obtenir un devis et collaborez avec notre équipe d'experts pour trouver des solutions de soudage sur mesure.
Résumé
La zone affectée thermiquement (ZAT) d'une soudure est cruciale pour déterminer les performances, la durée de vie et la sécurité des composants métalliques de précision dimensionnelle. La maîtrise des faibles niveaux d'énergie linéaire (0,4 kJ/mm), l'optimisation des cycles de fusion laser pulsée et l'utilisation de méthodes de refroidissement forcé, combinées d'un point de vue métallurgique, contribuent à minimiser les défauts internes tels que la croissance des grains et la fissuration sous contrainte. On obtient ainsi un équilibre optimal entre la stabilité structurelle des pièces et la maîtrise des coûts de production.
Parallèlement, si vous recherchez des services de soudage de précision, vous pouvez commencer par évaluer les fournisseurs potentiels en fonction des trois principaux facteurs suivants :
- Sont-ils capables de simuler la stabilité des cycles thermiques lors de la production en série via l'analyse par éléments finis (FEA) en phase de prototypage ?
- Disposent-ils d'outils de contrôle non destructif (CND) à couverture à 100 % ?
- La documentation relative au processus indique-t-elle une limite supérieure claire pour le contrôle linéaire de l'énergie ?
LS Manufacturing est une entreprise certifiée ISO 9001:2015 dotée d'un atelier de soudage laser entièrement automatisé, capable de réaliser des soudures de précision sur des équipements hydrauliques haute pression. Soucieuse de la qualité et de la conformité aux normes, elle accorde une importance primordiale aux tolérances des pièces et à la qualité métallographique. Nous vous invitons à consulter notre page de contact sur notre site web. Vous pourrez y télécharger directement vos dessins 3D DFM au format STEP ; nos experts métallurgistes vous fourniront sous 24 heures un rapport d'évaluation de soudage personnalisé et gratuit, ainsi qu'un devis précis.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection, l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, consultez notre site web : www.lsrpf.com 
