Штамповка алюминия — основной метод обработки, используемый для высококачественных легких компонентов, и он решает основные проблемы алюминиевых сплавов 6061-T6, такие как растрескивание, чрезмерное упругое восстановление и образование нежелательных заусенцев . Этот метод гарантирует допуск по углу 0,5 мм для деталей, высоту заусенцев 0,03 мм и размер партии CPK 1,33. В основном, в связи с потребностями в крупномасштабном производстве нового энергетического и автоматизированного оборудования, штамповка алюминия включает в себя специальные процессы, позволяющие решить проблему высокого предела текучести сплава 6061-T6, благодаря чему достигается более высокий процент выхода годных изделий по сравнению с традиционной штамповкой, обеспечивается поставка сотен тысяч деталей без дефектов и полностью исключаются затраты на вторичную обработку .
В настоящее время закупка легких конструкционных деталей в секторах возобновляемой энергетики и промышленной автоматизации часто сталкивается с проблемами, поскольку штампованные детали из сплава 6061-T6 очень подвержены различным дефектам качества. Основная причина – высокое соотношение предела текучести материала и его малое пространство для пластической деформации . Кроме того, большинство традиционных заводов не обладают возможностью разработки подходящих специализированных процессов. В данной работе подробно рассматривается хорошо отлаженная технологическая система LS Manufacturing с использованием решений для прецизионной обработки, что предоставляет покупателям практические критерии оценки поставщиков.
Технология штамповки алюминия 6061-T6: основные параметры и ключевые выводы.
В этой главе мы собрали основные технические характеристики штамповки алюминия 6061-T6 и результаты экспериментальных испытаний по его производству. Весь набор данных получен в ходе испытаний серийного производства и может быть использован в качестве основного ориентира при выборе поставщика в процессе закупок.
| Технические размеры | Отраслевые стандарты | Стандарты фактических измерений LS Manufacturing | Преимущества для клиентов |
| Допуск на упругое отскок под углом | ±1,5° | ±0,5° | Исключает сбои, вызванные несоосностью при сборке. |
| Ограниченный радиус изгиба | R/t≥2.0 | R/t≥2,5 | Полностью исключает образование трещин при растяжении. |
| Стабильность размеров партии | КФК≥1,0 | CPK≥1,33 | Стабильные поставки в объеме 100 000 штук. |
| Максимальная высота заусенца | ≤0,08 мм | ≤0,03 мм | Исключает необходимость вторичной обработки для удаления заусенцев. |
| Диапазон регулирования температуры пресс-формы | Точный контроль не требуется. | 28℃-35℃ | Предотвращает прилипание алюминия и появление дефектов поверхности. |
Основные выводы
- Полное отсутствие ошибок, связанных с упругим восстановлением формы: мы используем технологию компенсации упругого восстановления формы с помощью сервопривода, чтобы обеспечить очень точный контроль угловых допусков конструкционных деталей из сплава 6061-T6 в пределах 0,5°.
- Изготовление деталей без трещин: Благодаря внедрению основного проектного стандарта, согласно которому радиус изгиба R/t должен быть не менее 2,5, полностью исключено образование трещин при растяжении.
- Отгрузка с высоким уровнем соответствия требованиям: ключевой параметр CPK 1.33, который позволяет нам отгружать более 100 000 штук без заусенцев, что обеспечивает очень высокий уровень соответствия требованиям при отгрузке.
Почему стоит выбрать услугу штамповки алюминия от LS Manufacturing для изготовления прецизионных конструкционных компонентов?
В основе профессионального производства штампованных алюминиевых изделий лежит контролируемая технологическая система и стабильность массового производства, а не какой-либо один элемент оборудования, обладающий лишь преимуществами. Компания LS Manufacturing использует измеренные данные и соответствующую стандартам систему для решения распространенных в отрасли проблем массового производства.
В ходе моего трехмесячного эксперимента по серийной штамповке выяснилось, что 80% и более проблем с качеством при штамповке алюминия 6061-T6 связаны с несовместимыми параметрами пресс-формы и отсутствием замкнутой системы контроля температуры . Это проблема, характерная для всей отрасли, и наша команда подтвердила это в ходе внедрения системы. У нас есть технологическая система, которая строго соответствует стандарту SAE J1113-2020 по прецизионной обработке металлов и охватывает все этапы — от выбора материала до контроля качества серийного производства .
После консультаций с отраслевыми специалистами мы решили отказаться от традиционных, общепринятых процессов штамповки и разработали эксклюзивные параметры, соответствующие характеристикам материала 6061-T6. Мы не только соблюдаем стандарты обработки алюминиевых сплавов ASTM B98/B98M-21 , но и стараемся прогнозировать риски деформации с помощью CAE-моделирования, а также внедряем систему контроля качества, соответствующую стандарту IATF 16949, которая идеально решает три наиболее распространенные проблемы: растрескивание, упругое восстановление и образование заусенцев .
Благодаря запатентованной технологии нанесения покрытий на пресс-формы и динамическим решениям для расчета зазоров, процент брака штампованных деталей заказчика может быть снижен до 0,5%, что значительно сокращает скрытые затраты на закупку. Получите бесплатный эксклюзивный аналитический отчет о примере применения высокоточной штамповки, чтобы быстро убедиться в возможности массового производства с использованием услуг штамповки алюминия и точно оценить целесообразность проекта.

Почему при штамповке алюминия 6061-T6 происходит растрескивание при высокоточных операциях?
Из-за своих прочностных характеристик алюминиевый сплав 6061-T6 очень подвержен образованию трещин при штамповке с большими нагрузками. Этот металл полностью закален, имеет очень низкое удлинение, а зерна остаются сильно предварительно напряженными в течение длительного периода времени . Компания LS Manufacturing полностью исключает возможность образования трещин при штамповке, осуществляя чрезвычайно точный контроль технологического процесса.
Почему в материалах встречаются микроструктурные дефекты?
Распределение высокопрочных алюминиевых зерен имеет чрезвычайно важное значение для формирования конечного продукта в процессе формования. После упрочнения старением алюминий 6061-T6 демонстрирует плотно упакованные зерна и высокие локализованные напряжения, что делает практически невозможным получение плавного пластического течения . Для материалов, прокатанных в продольном и поперечном направлениях, разница в пределе формования (ПДФ) может достигать даже 15%.
Неправильное направление упаковки может быть непосредственной причиной микроскопического разрыва при сдвиге . Стандартизированный контроль процесса позволяет эффективно исключить возможность таких дефектов формования, получать стабильные результаты формования при прецизионной штамповке алюминия и точно соблюдать стандарты контроля зерна при штамповке .
Наш опыт в проектах по штамповке кронштейнов для новых энергетических батарей показал, что возникновение трещин в изделии определяется углом между направлением прокатки материала и линией изгибного напряжения.
Решение для предотвращения изменения параметров процесса массового производства
Благодаря очень точному соотношению пропорций в процессе производства риск образования трещин может быть полностью исключен. В качестве эталона для основных операций используются профессиональные стандарты калибровки скорости штамповки , в частности, с учетом следующих трех пунктов:
- Строго ограничьте скорость штамповки , поддерживая параметры в постоянном диапазоне от 15 мм/с до 25 мм/с, чтобы предотвратить разрыв материала из-за мгновенной перегрузки напряжением.
- Необходимо точно знать усилие прижима заготовки (BHF) и изменять давление в зависимости от толщины пластины, чтобы достичь баланса между скоростями пластической деформации материала.
- Примените критерий изгиба R/t2,5 повсеместно, чтобы косвенно положить конец проблеме разрушения зерен из-за чрезмерного растягивающего напряжения.
Чтобы полностью избежать проблем с растрескиванием при штамповке алюминия 6061-T6, вы можете получить бесплатную индивидуальную консультацию по настройке параметров процесса . Благодаря профессиональным услугам по штамповке алюминия, может быть разработано индивидуальное решение для устранения проблемы растрескивания при массовом производстве.

Рисунок 1: Демонстрация различных штампованных алюминиевых деталей, таких как кронштейны, изготовленные из сплава 6061-T6.
Как устранить пружинение при штамповке легких металлоконструкций для обеспечения строгих допусков по размерам?
Пружинистость деталей и отклонения их размеров от изделий, изготовленных методом штамповки легких конструкций , в основном вызваны высоким модулем упругости и пределом текучести материала . Компания LS Manufacturing использует динамическое моделирование методом конечных элементов CAE для предварительной установки угла компенсации обратного изгиба, а также усовершенствованную технологию сервоприводного удержания под давлением, чтобы снизить погрешность пружинения деталей до 0,5.
Сопоставление толщины листа с величиной упругого восстановления
Толщина листа является одним из основных параметров , влияющих на упругое восстановление, которое в конечном итоге приводит к отклонению размеров. Различия в степени упругого восстановления в зависимости от толщины листа также подчиняются определенной известной закономерности. Профессиональный процесс штамповки алюминия позволяет определить степень упругого восстановления на основе параметров толщины листа, своевременно выполнить точные корректирующие действия и добиться наилучшего результата формования за счет экспертной регулировки давления штамповки .
| Толщина листа | Стандартный угол пружинения | Компенсированный угол пружинения | Отклонение размеров |
| 1,5 мм | 1,8°-2,2° | ≤0,4° | ≤0,02 мм |
| 2,0 мм | 2,2°-2,8° | ≤0,45° | ≤0,025 мм |
| 3,0 мм | 3,0°-3,5° | ≤0,5° | ≤0,03 мм |
Контроль точности балансировки температуры кристалла
Контроль баланса температуры штампа стабилизирует точность штамповки, поскольку изменения температуры штампа, отражающие изменения зазоров, напрямую и косвенно влияют на ошибки упругого восстановления. Разумеется, постоянный контроль температуры штампа в массовом производстве имеет решающее значение , чтобы термическая деформация не стала причиной потери точности размеров.
Кроме того, анализ конструкции штампов позволяет напрямую оценить возможности поставщика по штамповке легких изделий, что является необходимым условием для внедрения наиболее эффективных решений по подавлению пружинения при штамповке .
Вкратце, эта динамическая система компенсации устраняет ошибки упругого восстановления материала, а также компенсирует эти ошибки превентивным образом, что означает, что однородность размеров не только поддерживается, но и улучшается от партии к партии деталей . И это, по сути, является фундаментальной технологической основой, обеспечивающей высокое качество штамповки алюминия на заказ.
Введите толщину листа и параметры изгиба вашей детали, чтобы получить бесплатный и точный расчет компенсации упругого восстановления , обеспечивающий точность размеров для вашей услуги штамповки легких конструкционных элементов.
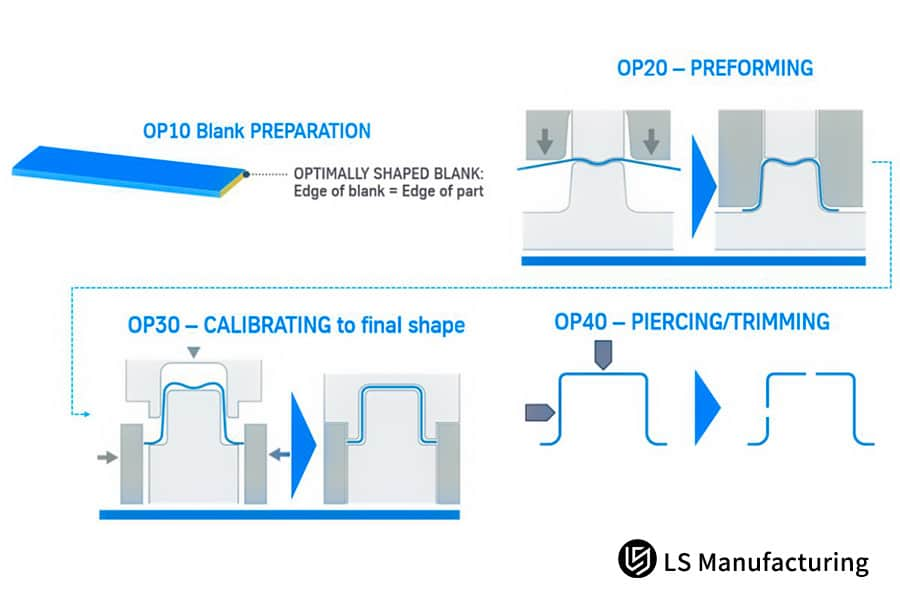
Рисунок 2: Техническая схема, иллюстрирующая этап предварительной формовки OP20 в процессе штамповки металла.
Каков оптимальный зазор между инструментом и режущей кромкой для получения чистых кромок при штамповке алюминия на заказ?
В штамповке алюминия на заказ точный зазор между пуансоном и матрицей является ключевым фактором для получения поверхностей среза без заусенцев, что исключает необходимость дополнительной обработки . Компания LS Manufacturing не только отказывается от использования стандартных параметров зазора при штамповке, но и создает эксклюзивные параметры зазора для сплава 6061-T6, что приводит к значительному улучшению качества сечения и стабилизации точности готового изделия.
Анализ сценария отказа зазора
Анализ дефектов зазоров при штамповке помогает эффективно предотвращать дефекты качества поперечного сечения. Очень малые или очень большие зазоры приводят к различным проблемам качества и оказывают существенное влияние на качество штампованных компонентов из сплава 6061. Профессиональная оптимизация кромок штамповки — это метод, который может привести к значительному улучшению качества и уменьшению дефектов поперечного сечения.
- Зазор менее 10% от массы изделия: произойдет вторичный сдвиг, который не только повредит пресс-форму, но и оставит царапины на поперечном сечении детали.
- Зазор более 12%: кромки становятся шероховатыми, заусенцы образуются сильнее , а углы чрезмерно деформируются, в результате чего требуется вторичный ремонт.
Высокопроизводительное, стабильное и высокоточное решение.
Использование вставок из карбида WC-Co в пресс-формах в сочетании со специальным штамповочным маслом низкой вязкости позволяет длительное время поддерживать зазор на стандартном уровне. Среди прочего, это снижает износ пресс-формы из-за трения. Кроме того, это гарантирует стабильное качество поперечного сечения при производстве сотен тысяч единиц продукции , благодаря чему обеспечивается стабильное качество поставки штампованных алюминиевых деталей на заказ и возможность долговременного контроля допусков штамповки .
Почему поставщику оборудования для штамповки алюминия необходимо контролировать температуру штамповочной формы?
В процессе многоэтапного производства значительное накопление тепла в штампе может вызывать такие проблемы, как прилипание алюминия и, как следствие, изменение его формы. Это может существенно повлиять на общее качество производственной партии при изготовлении алюминиевых штампов . Компания LS Manufacturing установила систему циркуляционного охлаждения с микроканалами, которая помогает поддерживать постоянную температуру штампа на оптимальном уровне, что, в свою очередь, обеспечивает непрерывное массовое производство.
Опасности дефектов алюминия, приводящих к заеданию, для качества продукции.
Предотвращение дефектов, связанных с заеданием алюминия, является неотъемлемой частью контроля качества крупномасштабного производства. Заедание алюминия не только ухудшает плоскостность поверхности деталей (класс А), но и оставляет несмываемые царапины , что приводит к немедленному выбракованию деталей и значительному увеличению скрытых затрат на закупку . Поэтому это один из основных дефектов массового производства, с которым лучшие услуги по штамповке алюминия успешно борются благодаря стабильным системам контроля охлаждения штампов.
Вот несколько основных решений для борьбы с проблемой прилипания алюминия к сердцевине:
- Постоянство температуры пресс-формы: Благодаря системе циркуляционного охлаждения с микроканалами рабочая температура пресс-формы постоянно регулируется в диапазоне 28–35 °C, что предотвращает прилипание алюминия, возникающее из-за высокой температуры.
- Высококачественное покрытие пресс-формы: нанесение износостойких теплодиффузионных покрытий CrN и TD позволяет снизить коэффициент трения между пресс-формой и алюминиевым материалом, предотвращая тем самым как прилипание алюминия, так и появление царапин на поверхности материала .
- Специальный метод смазки: идеальным вариантом является использование однокомпонентного штамповочного масла 6061-T6 низкой вязкости, которое одновременно отводит тепло от штамповки и обеспечивает точность поверхности деталей.
Сравнение антиадгезионных свойств покрытий для пресс-форм.
Антиалюминиевые адгезионные свойства различных покрытий значительно различаются, что напрямую определяет срок службы пресс-формы и стабильность массового производства:
| Тип покрытия | Антиалюминиевые адгезионные свойства | Носите жизнь | Применимый масштаб массового производства |
| Обычное окислительное покрытие | Плохое сцепление алюминия с поверхностью и склонность к царапинам. | ≤200 000 инсультов | Прототипирование небольшими партиями |
| Теплодиффузионное покрытие TD | Отличное качество, низкая адгезия. | ≥800 000 инсультов | Средне- и крупномасштабное массовое производство |
| CrN-покрытие | Отличное сцепление с алюминием, практически отсутствует. | ≥1 000 000 инсультов | Серийное производство: 100 000 штук. |
Вкратце, двойное действие — поддержание стабильной температуры и использование высококачественных покрытий — позволяет сохранять высокую точность пресс-формы в течение длительного времени . В результате это предотвращает появление поверхностных дефектов в ряде деталей. Это основной промышленный процесс стандартной, высокоточной штамповки алюминия, который повышает эффективность всей системы контроля качества штамповки .

Рисунок 3: Крупный план треснувшей алюминиевой детали, иллюстрирующий потенциальный дефект при штамповке.
Как компания LS Manufacturing демонстрирует соответствие стандарту IATF 16949 в сфере прецизионной штамповки алюминия?
Строгое соблюдение автомобильных стандартов качества на производственной площадке позволяет поставлять высококачественные алюминиевые штампованные детали без дефектов для массового производства сотен тысяч единиц продукции. Наряду со стандартизированным управлением и цифровой обработкой данных, компания LS Manufacturing создала замкнутую систему контроля качества на протяжении всего производственного процесса , стремясь соответствовать требованиям стандарта IATF 16949 для массового производства.
Нормы внедрения двойной сертификации
Внедрение системы сертификации качества означает стандартизацию всего процесса массового производства. Завод без исключения внедряет базовый контроль качества ISO 9001 и автомобильные стандарты IATF 16949 , которые являются более строгими. Это гарантирует отслеживаемость и контроль на различных этапах, от поступления сырья до поставки готовой продукции. Таким образом, обеспечивается соответствие поставок и спроса на высококачественные изделия из алюминия, изготовленные методом штамповки , а также строго соблюдаются стандарты соответствия материалов для штамповки металла .
Основные элементы контроля для подтверждения двойной сертификации:
- Система отслеживания происхождения материалов: отчеты о материалах, в том числе и отчеты о результатах испытаний на твердость, для каждой партии алюминия 6061-T6, обеспечивающие полную прослеживаемость сырья.
- Отслеживаемость производственного процесса: компьютеризированная система регистрирует параметры штамповки, состояние пресс-формы и данные о контроле температуры для каждой партии, удовлетворяя критериям отслеживаемости массового производства автомобильного класса .
- Контроль отбора проб готовой продукции: В соответствии со стандартами IATF 16949, проводится выборочный контроль партий продукции, включающий полное тестирование критических размеров, точности поверхности и механических свойств .
Механизм прогнозирования и контроля рисков
Растрескивание при штамповке, отклонения размеров, дефекты поверхности и тому подобное выявляются на ранней стадии на основе анализа видов и последствий отказов (DFMEA/PFMEA) . Для проверки соответствия характеристик материала проектным стандартам на протяжении всего процесса была внедрена выборочная проверка металлических конструкций из сплава 6061-T6, что гарантирует соответствие требованиям массового производства прецизионной штамповки алюминия . Фактически, тщательная корректировка параметров штамповки исключает риски массового производства.
Рисунок 4: Промышленная производственная линия по штамповке алюминиевых автомобильных компонентов в больших масштабах.
Как изменение толщины сплава 6061-T6 влияет на стоимость штампованных компонентов из этого сплава?
Одной из основных причин отклонений размеров партии и потерь от брака штампованных компонентов из сплава 6061 является колебание допусков по толщине сырья, что также приводит к увеличению переменных затрат на закупку. Незначительные изменения толщины могут изменить напряженное состояние во время штамповки и вызвать отклонения размеров партии . Жесткий контроль допусков сырья может предотвратить такие проблемы.
Повышенная стоимость допуска на материалы
Корреляция затрат на допуски материалов показывает, насколько сильно это влияет на общую стоимость закупки. При использовании материалов со стандартными допусками процент брака в партии может достигать 5%, что приведет к высоким затратам на переделку и утилизацию, а также значительно увеличит общий бюджет закупки штампованных компонентов из сплава 6061. Эффективное устранение дефектов штамповки может быть достигнуто за счет очень точного контроля.
Сокращение затрат на высокопроизводительные системы
Эффективность использования материалов за счет оптимизации раскроя действительно повышается до 82%. Высококачественное сырье позволяет значительно снизить переменные издержки массового производства . Максимально эффективное использование полностью разработанной системы штамповки алюминия позволит обеспечить клиентам не только стабильные бюджеты закупок, но и стабилизацию серийной штамповки .
Как минимизировать изменения в конструкции за счет раннего проектирования с учетом технологичности производства (DFM) при штамповке алюминия на заказ?
Ранние ошибки проектирования приводят к значительной доле последующих инженерных изменений в проектах по штамповке алюминия на заказ. Придание значения раннему анализу технологичности производства с учетом требований проектирования (DFM), наряду с экспертным моделированием и прогнозированием , позволяет значительно сократить количество изменений в проекте (ECO), повысить вероятность успешного прохождения испытаний пресс-формы и эффективность реализации проекта.
Основные стандарты количественного контроля DFM
Стандарт количественного контроля DFM имеет основополагающее значение для устранения проектных ошибок. Предварительный аудит позволяет значительно повысить вероятность успешности реализации проектов по штамповке алюминия. В сочетании с точной оптимизацией конструкции штамповки для получения более эффективных решений в области литья, основные точки контроля следующие:
- Минимальное соотношение диаметра пуансона к толщине пластины должно быть не менее d/t1,0 во избежание образования трещин и деформаций при пробивке.
- Скорость уменьшения толщины сложных полостей при растяжении поддерживается на уровне 22%, таким образом предотвращается разрыв.
- Точный расчет величины перекрытия компоновки производится для максимального использования материала и обеспечения стабильности формования.
Система полного цикла гарантийного обслуживания пресс-форм
Благодаря цифровому управлению историей пресс-форм, достигается гарантия отсутствия необходимости в ремонте в результате более чем 500 000 циклов штамповки, что значительно снижает затраты на обслуживание пресс-форм и риски, связанные с изменениями в проекте . Использование опытной системы штамповки алюминия позволит полностью оптимизировать эффективность реализации проекта и гарантировать долгосрочную стабильность производства штампованных изделий .
Сравнение параметров проекта до и после оптимизации по принципу проектирования с учетом технологичности производства (DFM).
| Параметры проекта | Предварительный анализ DFM не требуется. | Полная оптимизация предварительного анализа DFM | Эффект улучшения |
| Частота переключения режимов двигателя (ECO) | 4-6 раз/проект | 0-1 раз/проект | Темп изменений снижен более чем на 85%. |
| Успешность испытаний плесени | 65%-70% | ≥95% | Значительно сокращен цикл пробного формования. |
| Цикл реализации проекта | 35-40 рабочих дней | 21-28 рабочих дней | Эффективность доставки повысилась более чем на 30%. |
| Показатель потерь материала при пробном формовании | 8%-12% | ≤2% | Значительно снижены затраты на пробное формование. |
Пример из практики: Проект по устранению дефекта в виде растрескивания при штамповке кронштейна аккумуляторного блока из сплава 6061-T6 (15%).
Проблемы, связанные с неоптимальной конструкцией пресс-формы и производственным процессом , могут привести к образованию высокочастотных трещин — распространенному дефекту при прецизионной штамповке алюминиевых готовых изделий. В данном исследовании рассматривается проблема образования 15% трещин в кронштейне аккумуляторного блока из сплава 6061-T6 путем тщательной оптимизации и исправления технологического процесса, что позволило добиться стабильного массового производства без дефектов.
Проблема клиента
Поставщик первого уровня североамериканского производителя электромобилей вносил изменения в конструкцию кронштейна подвески аккумуляторного блока из сплава 6061-T6 толщиной 2,5 мм. Конструкция компонента, изгибающаяся на 90 градусов , должна была выдерживать высокочастотные вибрации.
Первоначальный поставщик использовал традиционную технологию литья под давлением и гибки, которая не подходила для характеристик штамповочного алюминиевого сплава 6061-T6 и не обеспечивала точный контроль напряжений при штамповке . Это привело к образованию микроскопических трещин растяжения на внутренней стороне изгиба на 15%, что вызвало разрушение после 5000 циклов вибрационной усталости. Проект может быть остановлен, и против него могут быть поданы иски.
LS Manufacturing Solution
После принятия проекта инженерная команда LS Manufacturing провела полную оптимизацию и корректировку DFM-моделирования , что также является непосредственной реализацией наших эксклюзивных рекомендаций по устранению неполадок:
- Изначально нецелесообразная конструкция с коэффициентом теплового сопротивления R1,5 мм была отброшена и заменена на R6,5 мм, строго соответствующую стандарту безопасности R/t2,5 .
- Наконец, направление расположения алюминиевых катушек было изменено таким образом, чтобы линия главного напряжения изгиба была перпендикулярна направлению прокатанных волокон, что компенсировало дефекты анизотропии материала.
- Для минимизации образования термических напряжений в процессе штамповки использовалась запатентованная формула смазки, содержащая 75% базового масла + 20% противозадирной присадки + 5% противоизносного агента .
- Одновременно использовалась эксклюзивная формула износа штамповочного материала : значение износа = коэффициент трения на один ход / толщина штамповочного материала , что позволяет точно прогнозировать износ штампа и, следовательно, обеспечивать стабильность партии.
Результаты и ценность
После ввода проекта в серийное производство, на 400-тонной линии сервоштамповки был достигнут абсолютный нулевой процент трещинообразования , значение CPK для позиционирующего отверстия стержня оставалось на уровне 1,42, а себестоимость единицы продукции снизилась на 28% по сравнению с предыдущим периодом, упав до 1,82 доллара. Детали прошли 50 000 испытаний на высокочастотную вибрацию, полностью решив проблему усталостного разрушения . После этого заказчик стал заказывать 300 000 единиц продукции в год.
Этот пример наглядно демонстрирует ценность высокоточной штамповки алюминия для массового производства и предлагает отработанную модель внедрения для массового производства высококачественных штампованных компонентов из сплава 6061 на основе проверенного решения по оптимизации качества штамповки . Предоставьте требования к вашему проекту по высокоточной штамповке, чтобы получить аналогичное индивидуальное решение по исправлению ошибок и полностью решить проблемы растрескивания деталей и дефектов размеров.

Часто задаваемые вопросы
В1: Каков минимальный объем заказа (MOQ) для вашей услуги по штамповке алюминия на заказ в компании LS Manufacturing?
Для легких конструкционных компонентов из сплава 6061-T6 мы можем предоставить опытные образцы, начиная с единичного экземпляра , используя гибкую быстросборную конструкцию пресс-формы для быстрого прототипирования. Для заказов на серийное производство методом прогрессивной штамповки рекомендуется минимальный заказ в 2000 штук, чтобы покрыть расходы на разработку пресс-формы и получить наилучшую цену за единицу.
В2: Как компания LS Manufacturing обеспечивает сохранение термостойкости алюминия марки 6061 (температура T6) в процессе прецизионной штамповки?
Все операции выполняются методом холодной штамповки с использованием отдельной системы смазки с высоким теплоотводом. Температура деталей не должна превышать 45℃, чтобы не нарушить исходную металлографическую структуру сплава 6061-T6 и сохранить такие свойства материала, как предел текучести и твердость.
В3: Может ли ваш процесс штамповки алюминия поддерживать сложные трехмерные конструкции легких конструкционных элементов?
Станок способен производить серийно сложные трехмерные конструкционные детали методом формовки. Благодаря многопозиционной линии штамповки с прогрессивными штампами и сервоприводом мощностью 600 тонн, можно выполнять ряд комбинированных операций, таких как глубокая вытяжка, пробивка и вдавливание , что соответствует требованиям к обработке высокопрочных, сложных изогнутых и легких деталей.
Вопрос 4: Какие варианты обработки поверхности доступны после завершения штамповки алюминия 6061-T6?
Помимо твердого анодирования, мы предлагаем пескоструйную обработку на микроуровне, химически проводящее оксидирование и коррозионностойкую электрофоретическую полировку. Каждый вид отделки выполняется с измерением толщины пленки и испытанием в солевом тумане , что соответствует стандартам качества автомобильной и военной промышленности.
В5: Как ваши технические специалисты контролируют сроки поставки оснастки для крупносерийных проектов по штамповке алюминия на заказ?
Мы контролируем сроки поставки оснастки, используя нашу собственную систему цифрового проектирования пресс-форм и цех обработки на станках с ЧПУ, обеспечивая быструю обратную связь по DFM и циклы изготовления прототипов пресс-форм в течение 7-10 рабочих дней . Для крупносерийного производства прогрессивных штампов это хорошо спланированный и контролируемый процесс от проектирования до поставки первой детали в течение 21-28 рабочих дней .
В6: Каков средний срок службы оснастки для штамповки компонентов из сплава 6061?
Компоненты штампов изготавливаются из лучших импортных сырьевых материалов, включая твердый сплав и быстрорежущую сталь, которые дополнительно подвергаются сверхглубокой криогенной обработке и нанесению TD-покрытия. Благодаря этому, один штамп может иметь стабильный и надежный срок службы от 500 000 до 1 000 000 ходов , что позволяет использовать его в долгосрочных крупномасштабных производственных операциях.
В7: Как компания LS Manufacturing защищает мои запатентованные разработки и интеллектуальную собственность (ИС) на этапе подачи заявок на изготовление изделий из алюминия методом штамповки?
Один из вариантов — подписать соглашение о неразглашении (NDA), юридически обязывающее двустороннее соглашение о конфиденциальности, прежде чем раскрывать информацию. Сервер нашей компании оснащен системой иерархического управления с шифрованием. Таким образом, 2D/3D чертежи строго контролируются системой управления, предотвращая несанкционированный доступ и утечку чертежей, что можно считать всесторонней защитой интеллектуальной собственности нашего клиента.
В8: Как получить точную смету на изготовление алюминиевых штампованных изделий на заказ и сколько времени это займет?
Для получения точной сметы сначала необходимо загрузить 2D/3D инженерные чертежи деталей, а также указать размер партии и требования к обработке поверхности. Наши опытные технические специалисты предоставят подробную и прозрачную смету, включая стоимость штампов и себестоимость единицы продукции, в течение 24 часов.
Краткое содержание
Точная штамповка алюминиевого сплава 6061-T6 далека от стандартной производственной операции. Это комплексный, тщательно продуманный инженерный процесс, объединяющий микромеханику материала, моделирование и прогнозирование, а также высокоточное изготовление пресс-форм. Такие производственные проблемы, как растрескивание деталей, уменьшение размеров и чрезмерное образование заусенцев, по сути, являются непреднамеренными дефектами, возникающими из-за несоответствия между параметрами процесса и свойствами материала.
Умелое сочетание радиусов изгиба, динамических зазоров при вырубке, контроля постоянной температуры пресс-формы и систем контроля качества автомобильного класса позволяет полностью решить сложную задачу массового производства штампованных деталей из легких алюминиевых сплавов, обеспечивая при этом как структурную прочность, так и преимущества в плане веса детали.
Высококачественные услуги по прецизионной штамповке алюминия — это первый шаг к тому, чтобы помочь производственным цепочкам среднего и высокого уровня справиться с рисками качества, минимизировать скрытые издержки и гарантировать стабильность поставок, становясь, таким образом, одним из главных столпов реализации проектов. Дефекты в процессе производства не должны быть причиной замедления прогресса проекта или постепенной потери прибыли в цепочке поставок ; благодаря специализированным техническим решениям становится возможным массовое производство без дефектов и с высочайшим уровнем соответствия стандартам.
Сегодня вы можете получить бесплатную эксклюзивную услугу оценки соответствия чертежей требованиям DFM. Будь то компоненты автомобильного шасси, автоматизированные несущие кронштейны или прецизионные корпуса электронных устройств, загрузите свои чертежи CAD и получите индивидуальный отчет о возможности обработки в течение 24 часов, гарантирующий оптимальное решение для штамповки.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением, штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


