L'emboutissage de l'aluminium est la principale méthode de transformation utilisée pour les composants légers haut de gamme. Il résout les principaux problèmes des alliages d'aluminium 6061-T6, tels que la fissuration, un retour élastique excessif et les bavures indésirables . Ce service garantit une tolérance angulaire de 0,5° pour les pièces, une hauteur de bavure de 0,03 mm et un CPK (coefficient de qualité par lot) de 1,33. Répondant principalement à la demande de production en grande série d'équipements pour les énergies nouvelles et l'automatisation, l'emboutissage de l'aluminium, grâce à des procédés spécifiques, permet de maîtriser la haute résistance à la limite d'élasticité du 6061-T6. Il surpasse ainsi le rendement de l'emboutissage traditionnel, garantit une livraison sans défaut pour des centaines de milliers de pièces et élimine totalement les coûts de transformation secondaire .
Actuellement, l'achat de pièces structurelles légères dans les secteurs des énergies nouvelles et de l'automatisation industrielle se heurte souvent à des difficultés, les pièces embouties en aluminium 6061-T6 étant très sensibles à divers défauts de qualité. Ceci s'explique principalement par la limite d'élasticité élevée de ce matériau et son faible potentiel de déformation plastique . De plus, la plupart des usines conventionnelles ne disposent pas des capacités nécessaires pour développer des procédés adaptés. Le système technologique éprouvé de LS Manufacturing est ici présenté en détail, avec des solutions d'usinage de précision permettant aux acheteurs d'évaluer leurs fournisseurs de manière concrète.
Technologie d'emboutissage de l'aluminium 6061-T6 : Paramètres clés et principales conclusions
Ce chapitre présente les principales caractéristiques techniques de l'emboutissage de l'aluminium 6061-T6 ainsi que les résultats expérimentaux de sa production. L'ensemble des données, issues d'essais de production en série, peut servir de référence principale pour la sélection des fournisseurs.
| Dimensions techniques | Normes industrielles | Normes de mesure réelles de LS Manufacturing | Avantages pour le client |
| Tolérance de retour élastique angulaire | ±1,5° | ±0,5° | Élimine les défauts d'alignement lors de l'assemblage. |
| Rayon de courbure limité | R/t≥2.0 | R/t≥2,5 | Élimine complètement la fissuration par traction. |
| Stabilité dimensionnelle du lot | CPK≥1,0 | CPK≥1,33 | Livraison stable à un niveau de 100 000 pièces. |
| Hauteur maximale de la fraise | ≤0,08 mm | ≤0,03 mm | Élimine le processus d'ébavurage secondaire. |
| Plage de contrôle de la température du moule | Aucun contrôle précis requis | 28℃-35℃ | Évite l'adhérence de l'aluminium et les défauts de surface. |
Points clés à retenir
- Aucune erreur de retour élastique : Nous utilisons la technologie de compensation de retour élastique du moule servo complet pour garantir que la tolérance angulaire des pièces structurelles 6061-T6 est contrôlée avec une grande précision à 0,5°.
- Fabrication de pièces sans fissures : En appliquant la norme de conception fondamentale selon laquelle le rayon de courbure R/t doit être d'au moins 2,5, la production de fissures de traction a été totalement éliminée.
- Expédition à haute conformité : La dimension clé CPK 1,33 nous permet de livrer plus de 100 000 pièces sans bavure, ce qui conduit à un très haut niveau de conformité des expéditions.
Pourquoi choisir le service d'emboutissage d'aluminium de LS Manufacturing pour la fabrication de composants structuraux de précision ?
Au cœur de la fabrication professionnelle de pièces en aluminium embouties se trouvent un système de processus maîtrisé et la stabilité de la production de masse, plutôt qu'un seul équipement présentant uniquement des avantages. LS Manufacturing utilise des données mesurées et un système conforme aux normes pour contribuer à résoudre les problèmes courants de production de masse dans ce secteur.
D'après mon expérience de trois mois d'emboutissage par lots, 80 % des problèmes de qualité rencontrés lors de l'emboutissage d'aluminium 6061-T6 étaient imputables à des paramètres de moule incompatibles et à l'absence d'un système de régulation de température en boucle fermée . Ce problème est généralisé dans l'industrie et notre équipe l'a confirmé lors du déploiement. Nous disposons d'un système de processus qui respecte scrupuleusement la norme SAE J1113-2020 relative au formage de précision des métaux et qui couvre l'ensemble du processus , de la sélection des matériaux au contrôle qualité de la production en série .
Après avoir consulté les pratiques du secteur, nous avons décidé d'abandonner les procédés d'emboutissage classiques et avons conçu des paramètres exclusifs adaptés aux caractéristiques du matériau 6061-T6. Nous respectons non seulement les normes de traitement des alliages d'aluminium ASTM B98/B98M-21 , mais nous anticipons également les risques de déformation grâce à la simulation CAE et avons mis en place un système de contrôle qualité conforme à la norme IATF 16949 qui permet de maîtriser parfaitement les trois problèmes les plus courants : fissuration, retour élastique et bavures .
Grâce à une technologie exclusive de revêtement de moules et à des solutions de calcul dynamique des jeux, le taux de rebut des pièces embouties sur mesure peut être maintenu à un niveau aussi bas que 0,5 %, réduisant ainsi considérablement les coûts d'approvisionnement cachés. Recevez gratuitement une étude de cas exclusive sur l'emboutissage de précision pour vérifier rapidement l'adaptabilité de nos services d'emboutissage d'aluminium à la production en série et évaluer précisément la faisabilité de votre projet.

Pourquoi l'emboutissage de l'aluminium 6061-T6 est-il sujet aux fissures lors d'opérations de précision ?
En raison de ses propriétés de haute résistance, l'emboutissage de l'aluminium 6061-T6 le rend très sensible aux défauts de fissuration lors des opérations d'emboutissage à fort tonnage. Ce métal est entièrement durci par vieillissement, présente un très faible allongement et ses grains restent fortement précontraints pendant une période prolongée. LS Manufacturing élimine totalement tout risque de fissures d'emboutissage dès leur origine grâce à un contrôle de processus extrêmement précis.
Pourquoi les matériaux présentent-ils des défauts microstructuraux ?
La distribution des grains d'aluminium à haute résistance est cruciale pour la mise en forme du produit final lors des opérations de formage. L'alliage 6061-T6, après durcissement structural, présente des grains très compacts et des contraintes localisées élevées, ce qui rend presque impossible l'obtention d'un écoulement plastique régulier . Pour les matériaux laminés longitudinalement et transversalement, la différence de limite de formage (FLD) peut atteindre 15 %.
Un sens d'empilage incorrect peut être la cause directe de micro-déchirures par cisaillement . Grâce à un contrôle standardisé du processus, il est possible d'éliminer efficacement ce type de défauts de formage, d'obtenir des résultats stables lors de l'emboutissage de précision de l'aluminium et de respecter scrupuleusement les normes de contrôle du grain d'emboutissage .
Notre expérience dans les projets d'emboutissage de supports de batteries pour énergies nouvelles a montré que l'apparition de fissures dans le produit est déterminée par l'angle entre la direction de laminage du matériau et la ligne de contrainte de flexion.
Solution d'évitement des paramètres du processus de production de masse
Grâce à des proportions de processus très précises, les risques de fissuration peuvent être totalement éliminés. Les opérations fondamentales s'appuient sur des normes professionnelles d'étalonnage de la vitesse d'emboutissage , et notamment sur les trois points suivants :
- Limitez fortement la vitesse d'estampage , en maintenant les paramètres constamment dans la plage de 15 mm/s à 25 mm/s, afin d'éviter que le matériau ne se déchire en raison d'une surcharge de contrainte instantanée.
- Avoir une connaissance précise de la force de maintien du flan (BHF) et modifier la pression en fonction de l'épaisseur de la plaque pour trouver un équilibre entre les taux d'écoulement plastique du matériau.
- Appliquer le critère de flexion R/t2.5 de manière générale afin de mettre un terme définitif au problème de la rupture des grains due à une contrainte de traction extrême.
Pour éviter tout problème de fissuration lors de l'emboutissage de l'aluminium 6061-T6, bénéficiez d'une consultation gratuite et personnalisée pour l'adaptation de vos paramètres de processus . Grâce à notre service d'emboutissage professionnel, nous développons une solution sur mesure pour résoudre à la source les problèmes de fissuration liés à la production en série.

Figure 1 : Présentation de diverses pièces en aluminium estampées, telles que des supports, fabriquées à partir d'alliage 6061-T6.
Comment éliminer le retour élastique dans les services d'emboutissage de structures légères afin de garantir des tolérances dimensionnelles strictes ?
Le retour élastique des pièces et leurs écarts dimensionnels par rapport aux produits d'emboutissage structurel léger sont principalement dus au module d'élasticité et à la limite d'élasticité élevés du matériau . LS Manufacturing utilise la simulation dynamique par éléments finis (CAE) pour le préréglage de l'angle de compensation de flexion inverse et une technologie avancée de maintien par servo-pression afin de limiter l'erreur de retour élastique des pièces à 0,5.
Corrélation entre l'épaisseur de la feuille et le degré de retour élastique
L'épaisseur d'une tôle est un paramètre majeur influençant le retour élastique, lequel est à l'origine des écarts dimensionnels. Les variations de retour élastique dues à l'épaisseur de la tôle suivent un schéma bien défini. Un procédé professionnel d'emboutissage d'aluminium permet de déterminer le niveau de retour élastique en fonction de l'épaisseur de la tôle, d'effectuer les corrections nécessaires au bon moment et d'obtenir un résultat optimal grâce à un réglage précis de la pression d'emboutissage .
| Épaisseur de la feuille | Angle de retour élastique standard | Angle de retour élastique compensé | Écart dimensionnel |
| 1,5 mm | 1,8°-2,2° | ≤0,4° | ≤0,02 mm |
| 2,0 mm | 2,2°-2,8° | ≤0,45° | ≤0,025 mm |
| 3,0 mm | 3,0°-3,5° | ≤0,5° | ≤0,03 mm |
Contrôle de précision de l'équilibrage de la température de la matrice
Le contrôle de l'équilibre thermique de la matrice stabilise la précision d'emboutissage en limitant les variations de température, qui induisent des variations de jeu et, par conséquent, des erreurs de retour élastique, directement et indirectement. Bien entendu, un contrôle constant de la température de la matrice est essentiel en production de masse afin d'éviter que la déformation thermique ne soit à l'origine d'une perte de précision dimensionnelle.
En outre, l'examen de la conception de la matrice permet de mesurer directement la capacité d'un fournisseur à réaliser un estampage léger, ce qui est une condition nécessaire à la mise en œuvre des solutions les plus efficaces pour la suppression du retour élastique lors de l'estampage .
En résumé, ce système de compensation dynamique permet non seulement de corriger les erreurs de retour élastique du matériau, mais aussi de les compenser de manière proactive. Ainsi, l'uniformité dimensionnelle est non seulement maintenue, mais même améliorée, lot après lot de pièces . Il s'agit là du fondement technologique qui garantit un emboutissage d'aluminium sur mesure de haute qualité.
Saisissez l'épaisseur de la tôle et les paramètres de pliage de votre pièce pour recevoir un calcul gratuit et précis de compensation du retour élastique , garantissant ainsi la précision dimensionnelle de votre service d'emboutissage de structures légères.
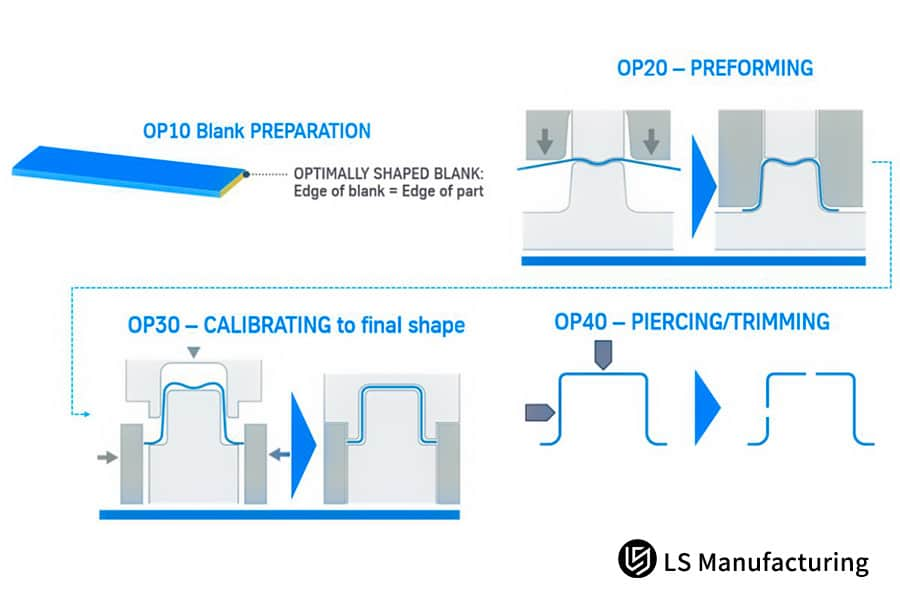
Figure 2 : Schéma technique illustrant l'étape de préformage OP20 dans un flux de travail d'emboutissage de métal.
Quel est le jeu d'outil optimal pour obtenir des bords nets lors de l'emboutissage d'aluminium sur mesure ?
Dans l'emboutissage sur mesure de l'aluminium , un jeu précis entre le poinçon et la matrice est essentiel pour obtenir des surfaces de cisaillement sans bavures, éliminant ainsi le besoin de toute finition secondaire . LS Manufacturing abandonne non seulement les paramètres de jeu d'emboutissage standard, mais crée également des paramètres exclusifs pour l'aluminium 6061-T6, ce qui améliore considérablement la qualité des sections et stabilise la précision du produit fini.
Analyse de scénarios d'échec de dédouanement
L'analyse des défauts de jeu d'emboutissage permet de prévenir efficacement les défauts de qualité en coupe transversale. Des jeux trop faibles ou trop importants entraînent divers problèmes de qualité et influent fortement sur la qualité des composants emboutis en aluminium 6061. L'optimisation professionnelle des bords d'emboutissage est un traitement qui permet d'améliorer sensiblement les défauts de coupe transversale.
- Jeu inférieur à 10 % : un cisaillement secondaire se produira, ce qui endommagera non seulement le moule, mais laissera également des rayures sur la section transversale de la pièce.
- Jeu supérieur à 12 % : les bords deviennent rugueux, les bavures sont plus fortement stimulées et les coins s'affaissent excessivement ; de ce fait, une réparation de finition secondaire est nécessaire.
Solution de précision stable à haut volume
L'utilisation d'inserts de moule en carbure WC-Co, associée à une huile d'emboutissage spéciale à faible viscosité, permet de maintenir le jeu à un niveau standard pendant une longue période. Ceci réduit notamment l'usure par frottement du moule. De plus, cela garantit une qualité de section transversale stable lors de la production en série de centaines de milliers d'unités , stabilisant ainsi la qualité de livraison des pièces embouties en aluminium sur mesure et permettant un contrôle précis des tolérances d'emboutissage à long terme .
Pourquoi un fournisseur de pièces en aluminium embouties doit-il contrôler la température de la matrice ?
Lors de la production en continu sur plusieurs stations, une importante accumulation de chaleur dans la matrice peut entraîner des problèmes tels que l'adhérence de l'aluminium et des déformations. Ceci peut fortement affecter la qualité globale du lot de production lors de la fabrication des estampages en aluminium . LS Manufacturing a installé un système de refroidissement par microcanaux de la matrice qui contribue à maintenir une température constante et optimale, permettant ainsi une production en série continue.
Risques liés à la qualité des défauts de grippage de l'aluminium
La prévention des défauts de grippage de l'aluminium est indispensable au contrôle qualité de la production à grande échelle. Le grippage détériore non seulement la planéité des pièces (qualité A), mais laisse également des rayures permanentes , entraînant la mise au rebut immédiate des pièces et une augmentation significative des coûts d'approvisionnement cachés . C'est pourquoi il figure parmi les principaux défauts de production en série que les services d'emboutissage d'aluminium de pointe parviennent à maîtriser grâce à des systèmes de refroidissement des matrices fiables.
Voici quelques solutions majeures pour lutter contre le problème de l'adhérence de l'aluminium au noyau :
- Constance de la température du moule : En s'appuyant sur un système de refroidissement à microcanaux, la température de travail du moule est constamment régulée entre 28℃ et 35℃ afin d'éviter le collage de l'aluminium qui se produit en raison d'une température élevée.
- Revêtement de moule supérieur : L'application de revêtements résistants à l'usure par diffusion de chaleur CrN et TD permet de réduire le coefficient de frottement entre le moule et le matériau en aluminium, empêchant ainsi l'adhérence de l'aluminium et les rayures au niveau du matériau .
- Méthode de lubrification spéciale : L'utilisation d'une huile d'emboutissage monocouche à faible viscosité 6061-T6 est idéale, car elle permet à la fois d'évacuer la chaleur d'emboutissage et de maintenir la précision de la surface des pièces.
Comparaison des performances antiadhésives des revêtements de moules
Les propriétés anti-adhérence de l'aluminium des différents revêtements varient considérablement, déterminant directement la durée de vie du moule et la stabilité de la production en série :
| Type de revêtement | Performances anti-adhérence de l'aluminium | Wear Life | Échelle de production de masse applicable |
| Revêtement d'oxydation ordinaire | Mauvaise qualité, sujette à l'adhérence de l'aluminium et aux rayures | ≤200 000 coups | prototypage en petites séries |
| Revêtement par diffusion thermique TD | Excellent, faible taux d'adhérence | ≥800 000 coups | Production de masse à moyenne et grande échelle |
| Revêtement CrN | Excellent, adhérence de l'aluminium quasi inexistante | ≥1 000 000 coups | Production en série de 100 000 pièces |
En résumé, le maintien d'une température stable associé à l'utilisation de revêtements de qualité supérieure permet de préserver la haute précision du moule pendant une période prolongée . De ce fait, on prévient l'apparition de défauts de surface sur une série de pièces. Ce procédé industriel fondamental du service d'emboutissage d'aluminium standard et de précision renforce le système global de contrôle qualité de l'emboutissage .

Figure 3 : Gros plan d'un composant en aluminium fissuré, illustrant une défaillance potentielle lors de l'emboutissage.
Comment LS Manufacturing démontre-t-elle sa conformité à la norme IATF 16949 dans le service d'emboutissage de précision de l'aluminium ?
Le respect rigoureux des normes de production automobile permet de garantir un emboutissage d'aluminium de précision et sans défaut pour une production en série de plusieurs centaines de milliers d'unités. Grâce à une gestion standardisée et un traitement numérique, LS Manufacturing a mis en place un système de contrôle qualité en boucle fermée tout au long du processus de production , afin de satisfaire aux exigences de la norme IATF 16949 pour la production de masse.
Normes de déploiement de la double certification
L'obtention d'une certification qualité implique la standardisation de l'ensemble du processus de production en série. L'usine applique systématiquement les normes de contrôle qualité de base ISO 9001 et les normes automobiles IATF 16949 , plus exigeantes. Ceci garantit la traçabilité et le contrôle à chaque étape, de la réception des matières premières à la livraison des produits finis. Ainsi, l'approvisionnement est assuré pour répondre à la demande de projets d'emboutissage d'aluminium sur mesure de très haute qualité , tout en respectant scrupuleusement les normes de compatibilité des matériaux d'emboutissage .
Principaux éléments de contrôle pour l'obtention d'une double certification :
- Contrôle de la traçabilité de l'origine des matériaux : rapports sur les matériaux et rapports de test de dureté pour chaque lot d'aluminium 6061-T6 permettant une traçabilité complète des matières premières.
- Traçabilité du processus de fabrication : Un système informatisé enregistre les paramètres d'emboutissage, les conditions du moule et les données de contrôle de la température pour chaque lot, satisfaisant aux critères de traçabilité de la production de masse de qualité automobile .
- Contrôle par échantillonnage des produits finis : Conformément aux normes IATF 16949, des inspections par échantillonnage de lots sont effectuées, couvrant des tests complets des dimensions critiques, de la précision de surface et des propriétés mécaniques .
Mécanisme de prévision et de contrôle des risques
Les fissures d'emboutissage, les variations dimensionnelles, les défauts de surface et autres problèmes sont identifiés en amont grâce aux analyses des modes de défaillance DFMEA/PFMEA . Un contrôle par échantillonnage de la structure métallique 6061-T6 a été mis en place afin de vérifier la conformité des performances du matériau aux normes de conception tout au long du processus, garantissant ainsi une production en série conforme des pièces d'emboutissage d'aluminium de précision . En effet, un réglage précis des paramètres d'emboutissage permet d'éliminer les risques liés à la production en série.
Figure 4 : Une ligne de production industrielle emboutissant des composants automobiles en aluminium à grande échelle.
Comment la variation d'épaisseur du 6061-T6 affecte-t-elle le coût des composants emboutis en 6061 ?
L'une des principales causes des écarts dimensionnels et des rebuts liés à l'emboutissage de composants en aluminium 6061 est la fluctuation des tolérances d'épaisseur des matières premières, ce qui entraîne également une augmentation des coûts d'approvisionnement variables. De faibles variations d'épaisseur peuvent modifier les contraintes lors de l'emboutissage et provoquer des écarts dimensionnels . Un contrôle rigoureux des tolérances des matières premières permet de prévenir ces problèmes.
Coût élevé de tolérance des matériaux
La corrélation entre les coûts et les tolérances des matériaux permet d'évaluer l'impact sur le coût total d'approvisionnement. Un taux de rebut de 5 % peut survenir avec les fournisseurs utilisant des matériaux à tolérances standard, ce qui engendre des coûts de retouche et de rebut élevés et augmente considérablement le budget d'approvisionnement global des composants emboutis en aluminium 6061. Un contrôle très précis permet d'éliminer efficacement les défauts d'emboutissage.
Réduction des coûts d'utilisation élevés
L'utilisation des matériaux, grâce à une optimisation poussée de l'imbrication, est considérablement accrue, jusqu'à 82 %. L'utilisation de matières premières d'une grande homogénéité permet de réduire significativement les coûts variables de production en série . En tirant pleinement parti d'un système de fabrication de pièces embouties en aluminium parfaitement développé, l'entreprise pourra garantir à ses clients des budgets d'approvisionnement stables ainsi qu'une production par lots stabilisée .
Comment minimiser les modifications techniques grâce à une conception précoce pour la fabrication (DFM) dans l'emboutissage d'aluminium sur mesure ?
Les erreurs de conception initiales sont à l'origine d'une grande partie des modifications techniques ultérieures dans les projets d'emboutissage d'aluminium sur mesure. En accordant une importance particulière à l'analyse de fabricabilité DFM en amont, associée à des prévisions de simulation réalisées par des experts , il est possible de réduire considérablement les modifications techniques, d'améliorer le taux de réussite des essais de moule et l'efficacité de la mise en œuvre des projets.
Normes d'inspection quantitative de base DFM
La norme d'inspection quantitative DFM est essentielle pour éliminer les défauts de conception. Grâce à un audit préalable, elle permet d'améliorer considérablement le taux de réussite des projets d'emboutissage d'aluminium. Associée à une optimisation structurelle précise de l'emboutissage pour de meilleures solutions de moulage, les principaux points d'inspection sont les suivants :
- Le rapport minimal entre le diamètre du poinçon et l'épaisseur de la plaque doit être d'au moins d/t1,0 pour éviter les fissures et les déformations dues au poinçonnage.
- Le taux d'amincissement par étirement des cavités complexes est maintenu à 22 %, ce qui permet d'éviter les déchirures.
- Le calcul précis de la valeur de chevauchement de la disposition est effectué afin de maximiser l'utilisation des matériaux et d'assurer la stabilité du moulage.
Système de garantie à cycle complet pour les moules
Grâce à la gestion numérique de l'historique des moules, une garantie sans réparation est obtenue après plus de 500 000 cycles d'emboutissage, ce qui réduit considérablement les coûts de maintenance et les risques liés aux modifications de projet . L'utilisation d'un système de production d'emboutissage d'aluminium éprouvé optimisera l'efficacité de la mise en œuvre de vos projets et garantira la stabilité de votre production à long terme.
Comparaison des paramètres du projet avant et après optimisation DFM
| Paramètres du projet | Aucune pré-analyse DFM | Optimisation complète de la pré-analyse DFM | Effet d'amélioration |
| Fréquence de changement de vitesse du moteur (ECO) | 4 à 6 fois par projet | 0 à 1 fois par projet | Taux de change réduit de plus de 85 %. |
| Taux de réussite des essais de moisissures | 65 % à 70 % | ≥95% | Cycle de moulage d'essai considérablement raccourci. |
| Cycle de réalisation de projet | 35 à 40 jours ouvrables | 21 à 28 jours ouvrables | L'efficacité des livraisons a été améliorée de plus de 30 %. |
| Taux de perte de matériau lors du moulage d'essai | 8%-12% | ≤2% | Coût des essais de moulage considérablement réduit. |
Étude de cas : Projet de rectification du défaut de fissuration (15 %) du support de bloc-batterie 6061-T6
Des problèmes liés à une conception de moule inadéquate et au processus de fabrication peuvent entraîner une fissuration fréquente, un défaut courant lors de l'emboutissage de précision de pièces en aluminium. Cette étude de cas traite du problème de fissuration (15 %) du support de batterie en aluminium 6061-T6 grâce à une optimisation et une correction approfondies du processus, permettant ainsi une production en série stable et sans défaut.
Défi client
Un fournisseur de premier rang d'un constructeur nord-américain de véhicules à énergies nouvelles modifiait la conception d'un support de suspension pour un bloc-batterie 6061-T6 de 2,5 mm d'épaisseur. La structure à 90° de ce composant devait pouvoir résister aux vibrations à haute fréquence.
Le fournisseur initial a utilisé une technologie de pliage par moulage sous pression traditionnelle, inadaptée aux caractéristiques de l'aluminium 6061-T6 et ne permettant pas un contrôle précis des contraintes d'emboutissage . Ceci a engendré un taux de fissuration microscopique de 15 % sur la face interne pliée, provoquant une rupture après 5 000 cycles de fatigue vibratoire. Le projet pourrait être interrompu et faire l'objet de réclamations.
Solution de fabrication LS
L'équipe d'ingénierie de LS Manufacturing, après avoir pris le relais, a procédé à une optimisation et une rectification complètes de la conception pour la fabrication (DFM) , ce qui constitue également la mise en œuvre concrète de nos directives exclusives de dépannage :
- Au début, la conception originale déraisonnable de R1,5 mm a été abandonnée et remplacée par R6,5 mm, en suivant strictement la norme de sécurité de R/t2,5 .
- Enfin, la direction de la disposition de la bobine d'aluminium a été modifiée afin que la ligne de contrainte principale de flexion soit perpendiculaire à la direction des fibres enroulées, contrant ainsi les défauts d'anisotropie du matériau.
- Une formule de lubrification exclusive contenant 75 % d'huile de base + 20 % d'additif extrême pression + 5 % d'agent anti-usure a été utilisée pour minimiser la formation de contraintes thermiques pendant le processus d'emboutissage.
- Dans le même temps, la formule exclusive d'usure de l'emboutissage a été utilisée : valeur d'usure = coefficient de frottement par nombre de coups de l'épaisseur du matériau d'emboutissage , prédisant avec précision l'usure de la matrice et assurant ainsi la stabilité du lot.
Résultats et valeur
Après la mise en service du projet en production de masse, la ligne d'emboutissage servo de 400 tonnes a atteint un taux de fissuration absolu de 0 % , la valeur CPK du trou de positionnement du noyau s'est maintenue à 1,42 et le coût unitaire de fabrication a été réduit de 28 % par rapport à la situation antérieure, pour atteindre 1,82 $. Les pièces ont passé avec succès 50 000 cycles de vibration à haute fréquence, résolvant ainsi définitivement le problème de rupture par fatigue . Le client a ensuite passé une commande exclusive de 300 000 unités par an.
Ce cas illustre parfaitement la valeur ajoutée de l'emboutissage de précision sur mesure pour l'aluminium en production de masse et propose un modèle éprouvé pour la fabrication en série de composants haut de gamme en aluminium 6061, grâce à une solution d'optimisation de la qualité d'emboutissage performante. Soumettez-nous les exigences de votre projet d'emboutissage de précision pour obtenir une solution de rectification personnalisée similaire et résoudre définitivement les problèmes de fissuration et de défauts dimensionnels.

FAQ
Q1 : Quelle est la quantité minimale de commande (MOQ) pour votre service d'emboutissage d'aluminium sur mesure chez LS Manufacturing ?
Pour les composants structuraux légers en aluminium 6061-T6, nous pouvons fournir des prototypes à partir d'une seule pièce , grâce à l'utilisation d'un moule souple à assemblage rapide pour un prototypage rapide. Pour les commandes en série par emboutissage progressif, une commande minimale de 2 000 pièces est recommandée afin de couvrir les frais de développement du moule et de bénéficier du meilleur prix unitaire.
Q2 : Comment LS Manufacturing s'assure-t-elle que l'état de trempe T6 de l'aluminium 6061 n'est pas altéré lors de l'emboutissage de précision de l'aluminium ?
Toutes les opérations sont réalisées par emboutissage à froid, avec un système de lubrification à dissipation thermique performant. La température des pièces est maintenue en dessous de 45 °C afin de préserver la structure métallographique initiale de l'acier 6061-T6 et ses propriétés, telles que la limite d'élasticité et la dureté.
Q3 : Votre procédé de fabrication par emboutissage d'aluminium peut-il prendre en charge la conception de pièces structurelles 3D légères complexes ?
Elle permet la production en série de pièces structurelles 3D complexes. Grâce à une ligne de production d'emboutissage progressif multi-stations de 600 tonnes et à servocommande, il est possible de réaliser une série d'opérations combinées telles que l'emboutissage profond, le poinçonnage et l'indentation , répondant ainsi aux exigences de traitement de pièces rigides, complexes et légères.
Q4 : Quelles options de traitement de surface sont disponibles après la réalisation du service d'emboutissage d'aluminium 6061-T6 ?
Outre l'anodisation dure, nous proposons le sablage à l'échelle micrométrique, l'oxydation chimiquement conductrice et le polissage électrophorétique anticorrosion. Chaque finition est réalisée avec mesure de l'épaisseur du film et test au brouillard salin , répondant ainsi aux normes de qualité des secteurs automobile et militaire.
Q5 : Comment votre personnel technique contrôle-t-il les délais de livraison des outillages pour les projets d'emboutissage d'aluminium sur mesure en grande série ?
Nous maîtrisons les délais de livraison des outillages grâce à notre système exclusif de conception numérique de moules et à notre atelier d'usinage CNC, qui assure un retour d'information rapide sur la fabrication et des cycles de prototypage en 7 à 10 jours ouvrés . Pour les matrices progressives de grande série, le processus, de la conception à la livraison de la première pièce, est rigoureusement planifié et contrôlé sous 21 à 28 jours ouvrés .
Q6 : Quelle est la durée de vie moyenne d'un outillage pour une matrice progressive utilisée pour les composants emboutis en aluminium 6061 ?
Les composants des matrices sont fabriqués à partir des meilleures matières premières importées, notamment du carbure cémenté et de l'acier rapide, puis traités par cryogénie ultra-profonde et revêtement TD. Grâce à ces procédés, une matrice unique bénéficie d'une durée de vie stable et fiable de 500 000 à 1 000 000 de cycles , permettant ainsi de supporter des opérations de production à grande échelle sur le long terme.
Q7 : Comment LS Manufacturing protège-t-elle mes conceptions exclusives et ma propriété intellectuelle (PI) pendant la phase d'appel d'offres pour l'emboutissage d'aluminium sur mesure ?
Une option consiste à signer un accord de confidentialité bilatéral juridiquement contraignant avant toute divulgation. Notre serveur est équipé d'un système de gestion hiérarchique crypté. Ainsi, les dessins 2D/3D sont strictement contrôlés par ce système afin d'empêcher tout accès non autorisé et toute fuite, assurant ainsi une protection complète de la propriété intellectuelle de nos clients.
Q8 : Comment puis-je obtenir un devis précis pour la fabrication de pièces en aluminium embouties sur mesure et quel est le délai ?
Pour obtenir un devis précis, veuillez d'abord télécharger les plans techniques 2D/3D des pièces, ainsi que la taille de votre lot et les exigences en matière de traitement de surface. Nos experts techniques vous fourniront ensuite un devis détaillé et transparent, incluant les frais d'outillage et le coût unitaire, sous 24 heures.
Résumé
L'emboutissage de précision de l'alliage d'aluminium 6061-T6 est loin d'être une opération de fabrication standard. Il s'agit d'un processus d'ingénierie complet et rigoureux intégrant la micromécanique des matériaux, la simulation et la fabrication de moules de précision. Les problèmes industriels tels que la fissuration des pièces, le retour élastique dimensionnel et les bavures excessives sont essentiellement des défauts non intentionnels résultant de l'incompatibilité entre les paramètres de processus et les propriétés des matériaux.
Grâce à une combinaison astucieuse de rayons de courbure, de jeux de découpe dynamiques, d'un contrôle constant de la température du moule et de systèmes de contrôle de la qualité de qualité automobile, la production en série intrinsèquement difficile de pièces embouties en alliage d'aluminium léger peut être entièrement résolue, ce qui confère aux pièces à la fois une résistance structurelle et une légèreté optimales.
Les services d'emboutissage d'aluminium de haute précision constituent la première étape pour aider les chaînes d'approvisionnement des industries manufacturières de moyenne et haute gamme à maîtriser les risques liés à la qualité, à minimiser les coûts cachés et à garantir la stabilité des livraisons, devenant ainsi un pilier essentiel de la réussite des projets. Les défauts de processus ne doivent pas freiner l'avancement des projets ni impacter négativement la rentabilité de la chaîne d'approvisionnement . Grâce à des solutions techniques spécialisées, une production en série sans défaut et conforme aux normes les plus strictes devient possible.
Aujourd'hui, bénéficiez gratuitement d'une évaluation exclusive de la conformité de vos plans DFM. Qu'il s'agisse de composants de châssis automobiles, de supports structurels automatisés ou de boîtiers électroniques de précision, téléchargez vos dessins CAO et recevez sous 24 heures un rapport de faisabilité de traitement personnalisé, vous garantissant ainsi la meilleure solution d'emboutissage.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection, l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


