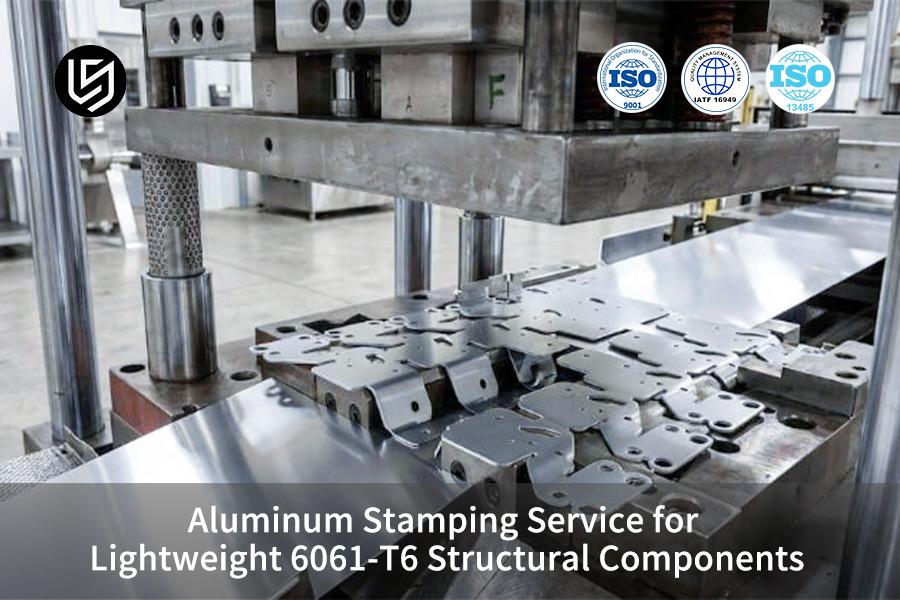
Aluminiumstanzen ist das wichtigste Bearbeitungsverfahren für hochwertige Leichtbauteile und löst die Hauptprobleme der Aluminiumlegierung 6061-T6, wie Rissbildung, übermäßige Rückfederung und unerwünschte Grate . Das Verfahren garantiert eine Winkeltoleranz von 0,5°, eine Grathöhe von 0,03 mm und eine Losgröße von 1,33 CPK. Insbesondere für die Großserienfertigung von Anlagen für neue Energien und Automatisierungstechnik werden beim Aluminiumstanzen spezielle Verfahren eingesetzt, um das Problem des hohen Verhältnisses von Festigkeit zu Streckgrenze bei 6061-T6 zu lösen. Dadurch übertrifft es die Ausbeute herkömmlicher Stanzverfahren, ermöglicht die fehlerfreie Lieferung von Hunderttausenden von Teilen und eliminiert die Kosten für die Nachbearbeitung vollständig .
Derzeit ist der Einkauf von leichten Strukturbauteilen in den Bereichen neue Energien und industrielle Automatisierung häufig problematisch, da Stanzteile aus 6061-T6 sehr anfällig für verschiedene Qualitätsmängel sind. Hauptgrund hierfür ist die hohe Streckgrenze des Materials und sein geringer plastischer Verformungsspielraum . Zudem verfügen die meisten konventionellen Hersteller nicht über die Kapazitäten, geeignete, kundenspezifische Prozesse zu entwickeln. Daher wird hier das bewährte technologische System von LS Manufacturing anhand präziser Bearbeitungslösungen detailliert vorgestellt, anhand dessen Käufer praktische Kriterien zur Lieferantenbewertung erhalten.
Stanztechnologie für Aluminium 6061-T6: Kernparameter und wichtigste Schlussfolgerungen
In diesem Kapitel werden die wichtigsten technischen Merkmale der Stanztechnik von 6061-T6-Aluminium sowie die experimentellen Ergebnisse der Fertigung zusammengefasst. Die gesamten Daten stammen aus Serienfertigungsversuchen und dienen als wichtige Referenz bei der Lieferantenauswahl im Beschaffungsprozess.
| Technische Abmessungen | Industriestandards | LS Manufacturing Tatsächliche Messnormen | Kundenvorteile |
| Winkelrückfederungstoleranz | ±1,5° | ±0,5° | Verhindert Montagefehler aufgrund von Fehlausrichtung. |
| Begrenzter Biegeradius | R/t≥2,0 | R/t≥2,5 | Verhindert Zugrisse vollständig. |
| Chargen-Dimensionsstabilität | CPK≥1,0 | CPK≥1,33 | Stabile Lieferfähigkeit bei einer Stückzahl von 100.000. |
| Maximale Grathöhe | ≤0,08 mm | ≤0,03 mm | Erspart den sekundären Entgratungsprozess. |
| Formtemperatur-Regelbereich | Keine präzise Steuerung erforderlich | 28℃-35℃ | Vermeidet Aluminiumhaftung und Oberflächenfehler. |
Wichtigste Erkenntnisse
- Keine Rückfederungsfehler: Wir verwenden die vollautomatische Rückfederungskompensationstechnologie, um sicherzustellen, dass die Winkeltoleranz der Strukturbauteile aus 6061-T6 sehr genau innerhalb von 0,5° kontrolliert wird.
- Herstellung von Bauteilen ohne Risse: Durch die Umsetzung des grundlegenden Konstruktionsstandards, dass der Biegeradius R/t mindestens 2,5 betragen sollte, wurde die Entstehung von Zugrissen vollständig ausgeschlossen.
- Hohe Lieferkonformität: Die Schlüsselabmessung CPK 1,33 ermöglicht es uns, mehr als 100.000 Stück gratfrei zu liefern, was zu einer sehr hohen Lieferkonformität führt.
Warum sollten Sie sich für den Aluminium-Stanzservice von LS Manufacturing zur Herstellung von Präzisionsstrukturbauteilen entscheiden?
Im Zentrum der professionellen Aluminiumstanzfertigung stehen ein kontrollierbares Prozesssystem und die Stabilität der Serienproduktion, nicht eine einzelne Anlage mit vereinzelten Vorteilen. LS Manufacturing nutzt Messdaten und ein konformes System, um die branchenüblichen Probleme der Serienproduktion zu lösen.
In meinem dreimonatigen Versuch zur Serienfertigung von Aluminium 6061-T6 konnten 80 % oder mehr der Qualitätsprobleme auf inkompatible Werkzeugparameter und das Fehlen eines geschlossenen Temperaturregelsystems zurückgeführt werden. Dies ist ein branchenweites Problem, das unser Team während der Implementierung erneut bestätigt hat. Wir verfügen über ein Prozesssystem, das die Norm SAE J1113-2020 für Präzisionsumformung strikt einhält und von der Materialauswahl bis zur Qualitätskontrolle der Serienfertigung reicht.
Nach Rücksprache mit Branchenexperten haben wir uns gegen die herkömmlichen Stanzverfahren entschieden und exklusive Parameter entwickelt, die optimal auf die Eigenschaften des Werkstoffs 6061-T6 abgestimmt sind. Wir erfüllen nicht nur die Verarbeitungsstandards ASTM B98/B98M-21 für Aluminiumlegierungen, sondern versuchen auch, Verformungsrisiken durch CAE-Simulationen vorherzusehen. Darüber hinaus setzen wir ein IATF 16949-konformes Qualitätsmanagementsystem ein, das die drei häufigsten Probleme – Rissbildung, Rückfederung und Gratbildung – effektiv behebt .
Dank firmeneigener Formbeschichtungstechnologie und dynamischer Lösungen zur Spaltberechnung kann die Ausschussquote bei kundenspezifisch gestanzten Teilen auf bis zu 0,5 % gesenkt werden, wodurch versteckte Beschaffungskosten drastisch reduziert werden. Fordern Sie jetzt Ihr kostenloses, exklusives Whitepaper zur Präzisionsstanztechnik an, um die Eignung unserer Aluminiumstanzdienstleistungen für die Massenproduktion schnell zu überprüfen und die Projektmachbarkeit präzise zu bewerten.

Warum neigt Stanzteil aus 6061-T6-Aluminium bei Präzisionsbearbeitungen zu Rissen?
Aufgrund seiner hohen Festigkeit neigt das Stanzmaterial aus 6061-T6-Aluminium bei Stanzvorgängen mit hoher Tonnage stark zu Rissbildung. Dieses Metall ist vollständig ausgehärtet, weist eine sehr geringe Dehnung auf und die Korngrenzen bleiben über einen langen Zeitraum stark vorgespannt . LS Manufacturing schließt die Entstehung von Stanzrissen an der Wurzel durch eine äußerst präzise Prozesskontrolle vollständig aus.
Warum Materialien mikrostrukturelle Defekte aufweisen
Die Verteilung der hochfesten Aluminiumkörner ist für die Formgebung des Endprodukts während Umformprozessen von entscheidender Bedeutung. 6061-T6 weist nach der Aushärtung dicht gepackte Körner und hohe lokale Spannungen auf, die ein gleichmäßiges plastisches Fließen nahezu unmöglich machen . Bei in Längs- und Querrichtung gewalzten Werkstoffen kann der Unterschied in der Umformgrenze (FLD) sogar bis zu 15 % betragen.
Eine falsche Packungsrichtung kann die direkte Ursache für mikroskopische Scherrisse sein. Durch standardisierte Prozesskontrolle lassen sich solche Formfehler effektiv vermeiden, stabile Formergebnisse beim Präzisionsstanzen von Aluminium erzielen und der Standard für die Kornkontrolle beim Stanzen präzise umsetzen.
Unsere Erfahrungen bei Stanzprojekten für Batteriehalterungen der neuen Generation haben gezeigt, dass das Auftreten von Rissen im Produkt durch den Winkel zwischen der Walzrichtung des Materials und der Biegespannungslinie bestimmt wird .
Lösung zur Vermeidung von Parametern im Massenproduktionsprozess
Durch äußerst präzise Prozessabmessungen lassen sich Rissbildungsrisiken vollständig ausschließen. Die grundlegenden Arbeitsschritte orientieren sich an professionellen Kalibrierungsstandards für Stanzgeschwindigkeiten , wobei insbesondere folgende drei Punkte festgelegt sind:
- Um zu verhindern, dass das Material aufgrund kurzzeitiger Überlastung reißt, muss die Stanzgeschwindigkeit stark begrenzt und die Parameter konstant im Bereich von 15 mm/s bis 25 mm/s gehalten werden.
- Sie müssen die Niederhalterkraft (BHF) genau kennen und den Druck in Abhängigkeit von der Plattendicke ändern, um ein Gleichgewicht zwischen den plastischen Fließgeschwindigkeiten des Materials herzustellen.
- Das Biegekriterium R/t2,5 sollte generell angewendet werden, um das Problem des Kornbruchs aufgrund extremer Zugspannungen endgültig zu beseitigen.
Um Rissbildung beim Stanzen von 6061-T6-Aluminium vollständig zu vermeiden, bieten wir Ihnen eine kostenlose, individuelle Beratung zur Prozessparameteroptimierung an . Dank unserer professionellen Stanzdienstleistungen entwickeln wir eine maßgeschneiderte Stanzlösung, die das Problem der Rissbildung in der Serienproduktion von Grund auf löst.

Abbildung 1: Eine Darstellung verschiedener gestanzter Aluminiumteile, wie z. B. Halterungen, aus der Legierung 6061-T6.
Wie lässt sich die Rückfederung bei der Stanzung von Leichtbaustrukturen eliminieren, um strenge Maßtoleranzen zu gewährleisten?
Die Rückfederung der Teile und ihre Maßabweichungen bei Leichtbau- Stanzteilen werden hauptsächlich durch den hohen Elastizitätsmodul und die hohe Streckgrenze des Materials verursacht . LS Manufacturing nutzt eine CAE-Finite-Elemente-Simulation zur Voreinstellung des Rückbiegekompensationswinkels und eine fortschrittliche Servo-Druckhaltetechnik, um den Rückfederungsfehler der Teile auf 0,5 zu begrenzen.
Zuordnung der Blechdicke zum Rückfederungsbetrag
Die Blechdicke ist einer der Hauptparameter, der die Rückfederung und damit die Maßabweichung beeinflusst. Die Unterschiede im Rückfederungsgrad aufgrund unterschiedlicher Blechdicken folgen einem bestimmten Muster. Ein professioneller Aluminium-Stanzprozess kann den Rückfederungsgrad anhand der Blechdicke bestimmen, die erforderlichen Ausgleichsmaßnahmen rechtzeitig durchführen und durch präzise Stanzdruckeinstellung optimale Ergebnisse erzielen.
| Blechdicke | Standard-Rückfederungswinkel | Kompensierter Rückfederungswinkel | Dimensionsabweichung |
| 1,5 mm | 1,8°-2,2° | ≤0,4° | ≤0,02 mm |
| 2,0 mm | 2,2°-2,8° | ≤0,45° | ≤0,025 mm |
| 3,0 mm | 3,0°-3,5° | ≤0,5° | ≤0,03 mm |
Genauigkeitskontrolle der Werkzeugtemperaturbalance
Die Temperaturregelung des Werkzeugs stabilisiert die Stanzgenauigkeit, indem sie Temperaturänderungen im Werkzeug, die Spieländerungen und damit Rückfederungsfehler direkt und indirekt verursachen, ausgleicht. Die ständige Kontrolle der Werkzeugtemperatur in der Serienfertigung ist daher unerlässlich, um thermische Verformungen und damit einhergehende Maßgenauigkeitsverluste zu vermeiden.
Darüber hinaus kann man durch die Überprüfung der Werkzeugkonstruktion direkt die Fähigkeit eines Lieferanten zur Leichtbaustanzung messen, was eine Voraussetzung für die Umsetzung der effizientesten Lösungen zur Unterdrückung der Rückfederung beim Stanzen ist.
Kurz gesagt, gleicht dieses dynamische Kompensationssystem nicht nur die Materialerneuerungsfehler aus, sondern gleicht diese auch proaktiv aus. Dadurch wird die Maßhaltigkeit nicht nur beibehalten, sondern sogar von Charge zu Charge verbessert . Dies ist die grundlegende technologische Basis für die Herstellung hochwertiger, kundenspezifischer Aluminiumstanzteile.
Geben Sie die Blechdicke und die Biegeparameter Ihres Bauteils ein, um eine kostenlose, präzise Rückfederungskompensationsberechnung zu erhalten , die die Maßgenauigkeit für Ihre Leichtbau-Stanzdienstleistungen sicherstellt.
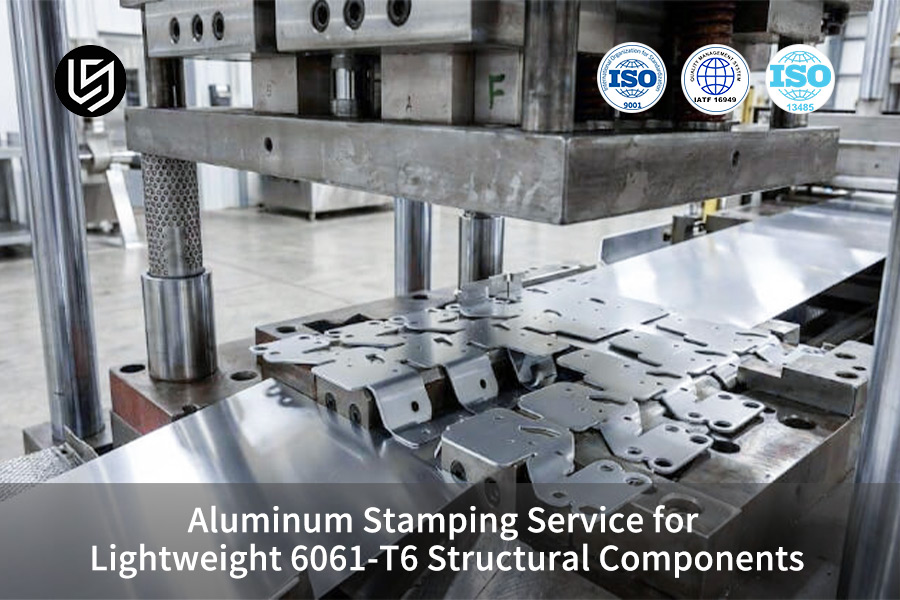
Abbildung 2: Technisches Diagramm zur Veranschaulichung der OP20-Vorformungsstufe in einem Metallstanzprozess.
Welcher Werkzeugabstand ist optimal für saubere Kanten beim kundenspezifischen Aluminiumstanzen?
Bei der kundenspezifischen Aluminiumstanzung ist ein präzises Stempel-Matrizen-Spiel entscheidend für gratfreie Schnittflächen, die keine Nachbearbeitung erfordern . LS Manufacturing verzichtet nicht nur auf Standard-Stanzspielparameter, sondern entwickelt exklusive Parameter für 6061-T6, was zu einer deutlichen Verbesserung der Profilqualität und einer stabilen Genauigkeit des Endprodukts führt.
Analyse eines Szenarios für einen Freigabeausfall
Die Analyse von Stanzspielfehlern trägt effektiv zur Vermeidung von Querschnittsfehlern bei. Sehr kleine oder sehr große Spielräume führen zu unterschiedlichen Qualitätsproblemen und haben einen wesentlichen Einfluss auf die Qualität der gestanzten Bauteile aus 6061. Die professionelle Optimierung der Stanzkante ist eine Behandlungsmethode, die eine deutliche Verbesserung der Querschnittsfehler bewirken kann.
- Bei einem Spiel unter 10 %t kommt es zu sekundären Scherkräften, die nicht nur die Form beschädigen, sondern auch Kratzer im Querschnitt des Bauteils hinterlassen.
- Bei einem Spiel von über 12 %t werden die Kanten rau, Grate treten stärker auf und Ecken werden übermäßig stark abgerundet, weshalb eine Nachbearbeitung erforderlich ist.
Hochvolumige, stabile Präzisionslösung
Durch den Einsatz von WC-Co-Hartmetall-Formeinsätzen in Verbindung mit einem niedrigviskosen Spezial-Stanzöl lässt sich das Spaltmaß dauerhaft auf dem Standardniveau halten. Dies reduziert unter anderem den Reibungsverschleiß der Form. Darüber hinaus gewährleistet es eine gleichbleibende Qualität des Scherquerschnitts bei der Fertigung von Hunderttausenden von Serienteilen . Dadurch wird die Lieferqualität von kundenspezifischen Aluminium-Stanzteilen stabilisiert und eine langfristige Kontrolle der Stanztoleranzen ermöglicht.
Warum muss ein Zulieferer von Aluminiumstanzteilen die Werkzeugtemperatur kontrollieren?
Bei der laufenden Mehrstationenfertigung kann eine erhebliche Wärmeentwicklung im Werkzeug zu Problemen wie Aluminiumanhaftungen und daraus resultierenden Formveränderungen führen. Dies kann die Gesamtqualität der Produktionscharge bei der Herstellung von Aluminiumstempeln stark beeinträchtigen. LS Manufacturing hat ein Mikrokanal-Zirkulationskühlsystem für das Werkzeug installiert, das die Werkzeugtemperatur konstant und optimal hält und somit eine kontinuierliche Massenproduktion ermöglicht.
Qualitätsrisiken durch Kaltvereisungsfehler bei Aluminium
Die Vermeidung von Kaltvereisung bei Aluminium ist für die Qualitätskontrolle in der Serienfertigung unerlässlich. Kaltvereisung beeinträchtigt nicht nur die Oberflächenebenheit der Teile (Qualitätsklasse A), sondern hinterlässt auch dauerhafte Kratzer , die zum sofortigen Ausschuss der Teile und zu erheblichen, versteckten Beschaffungskosten führen . Daher zählt sie zu den häufigsten Fehlern in der Massenproduktion, denen erstklassige Aluminiumstanzereien durch stabile Werkzeugkühlungssysteme entgegenwirken.
Einige wichtige Lösungsansätze, um das Problem der Aluminiumanhaftungen im Kern zu bekämpfen, sind:
- Konstante Formtemperatur: Durch den Einsatz eines Mikrokanal-Zirkulationskühlsystems wird die Arbeitstemperatur der Form konstant zwischen 28℃ und 35℃ geregelt, um ein Anhaften des Aluminiums aufgrund zu hoher Temperaturen zu vermeiden.
- Hochwertige Formbeschichtung: Durch die Anwendung von wärmediffusionsbeständigen CrN- und TD-Beschichtungen wird der Reibungskoeffizient zwischen Form und Aluminiummaterial gesenkt, wodurch sowohl das Anhaften von Aluminium als auch Kratzer auf Materialebene verhindert werden .
- Spezielle Schmiermethode: Ideal ist die Verwendung des niedrigviskosen Stanzöls 6061-T6, das gleichzeitig die Stanzwärme abführt und die Oberfläche der Teile präzise hält.
Vergleich der Antihaftwirkung von Formbeschichtungen
Die Haftungseigenschaften verschiedener Beschichtungen gegenüber Aluminium variieren erheblich und bestimmen somit direkt die Lebensdauer der Form und die Stabilität der Serienproduktion:
| Beschichtungsart | Antihaft-Eigenschaften für Aluminium | Wear Life | Anwendbarer Massenproduktionsmaßstab |
| Gewöhnliche Oxidationsbeschichtung | Schlechte Haftung, anfällig für Aluminium und Kratzer | ≤200.000 Schlaganfälle | Prototypenbau in Kleinserien |
| TD-Wärmediffusionsbeschichtung | Ausgezeichnete, niedrige Adhäsionsrate | ≥800.000 Schlaganfälle | Mittelgroße bis große Massenproduktion |
| CrN-Beschichtung | Ausgezeichnet, nahezu keine Aluminiumhaftung | ≥1.000.000 Schlaganfälle | Serienproduktion von 100.000 Stück |
Zusammenfassend lässt sich sagen, dass die Kombination aus konstanter Temperatur und hochwertigen Beschichtungen die hohe Präzision der Form über einen langen Zeitraum erhält . Dadurch werden Oberflächenfehler an den Bauteilen vermieden. Dies ist der Kernprozess der standardisierten, präzisen Aluminiumstanzung und optimiert das gesamte Qualitätsüberwachungssystem für den Stanzprozess .

Abbildung 3: Nahaufnahme eines gerissenen Aluminiumbauteils, die einen möglichen Fehler beim Stanzen veranschaulicht.
Wie weist LS Manufacturing die Einhaltung der IATF 16949 im Bereich der Präzisions-Aluminiumstanzung nach?
Streng eingehaltene Produktionsstandards nach Automobilstandards ermöglichen die Lieferung fehlerfreier Präzisions-Aluminiumstanzteile für die Massenproduktion von Hunderttausenden Stück. Neben standardisiertem Management und digitaler Abwicklung hat LS Manufacturing ein geschlossenes Qualitätskontrollsystem für den gesamten Produktionsprozess implementiert, um die Anforderungen der IATF 16949 für die Massenproduktion zu erfüllen.
Normen für die Einführung der Doppelzertifizierung
Die Einführung einer Qualitätszertifizierung erfordert die Standardisierung des gesamten Serienfertigungsprozesses. Das Werk wendet ausnahmslos die grundlegenden Qualitätsmanagementnormen ISO 9001 und die strengeren Automobilstandards IATF 16949 an. Dies gewährleistet die Rückverfolgbarkeit und Kontrolle in allen Phasen, vom Rohstoffeingang bis zur Auslieferung der Fertigprodukte. So wird die Anpassung des Angebots an die Nachfrage nach kundenspezifischen Aluminium-Stanzprojekten höchster Qualität sichergestellt und die Normen für die Materialauswahl beim Stanzen strikt eingehalten.
Wichtigste Kontrollelemente für die doppelte Zertifizierungshistorie:
- Materialursprungsverfolgung: Materialberichte und Härteprüfberichte für jede Charge von 6061-T6 Aluminium ermöglichen die vollständige Rückverfolgbarkeit der Rohmaterialien.
- Rückverfolgbarkeit des Herstellungsprozesses: Ein computergestütztes System protokolliert Stanzparameter, Formbedingungen und Temperaturkontrolldaten für jede Charge und erfüllt damit die Kriterien für die Rückverfolgbarkeit in der Automobil-Massenproduktion .
- Stichprobenkontrolle des Fertigprodukts: Gemäß IATF 16949 werden Chargenstichprobenprüfungen durchgeführt, die eine vollständige Prüfung kritischer Abmessungen, Oberflächengenauigkeit und mechanischer Eigenschaften umfassen.
Risikoprognose- und Kontrollmechanismus
Stanzrisse, Maßabweichungen, Oberflächenfehler und ähnliche Probleme werden im Vorfeld mithilfe von DFMEA/PFMEA-Fehlermöglichkeitsanalysen identifiziert. Um die Übereinstimmung der Materialeigenschaften mit den Konstruktionsstandards während des gesamten Prozesses zu überprüfen, wurde eine Stichprobenprüfung der 6061-T6-Metallstruktur eingeführt. Dadurch wird die normgerechte Serienfertigung von Präzisions-Aluminiumstanzteilen sichergestellt. Durch die sorgfältige Anpassung der Stanzparameter lassen sich die Risiken der Serienfertigung minimieren.
Abbildung 4: Eine industrielle Produktionslinie zur Herstellung von Aluminium-Automobilbauteilen im großen Maßstab.
Wie wirkt sich die Materialstärkenabweichung von 6061-T6 auf die Kosten von gestanzten 6061-Bauteilen aus?
Einer der Hauptgründe für Maßabweichungen und Ausschuss bei gestanzten Bauteilen aus 6061-Aluminium ist die schwankende Dickentoleranz des Rohmaterials, was auch zu erhöhten variablen Beschaffungskosten führt. Geringfügige Dickenabweichungen können die Spannungsverhältnisse beim Stanzen verändern und Maßabweichungen verursachen . Eine präzise Einhaltung der Rohmaterialtoleranzen kann solche Probleme verhindern.
Kosten für erhöhte Materialtoleranz
Die Korrelation der Materialtoleranzkosten zeigt, wie stark die Gesamtbeschaffungskosten beeinflusst werden. Bei Verwendung von Standardtoleranzmaterialien durch die Lieferanten kann eine Ausschussquote von 5 % auftreten, was zu hohen Nacharbeits- und Ausschusskosten führt und das Gesamtbudget für die Beschaffung der gestanzten 6061-Bauteile erheblich erhöht. Durch eine sehr präzise Kontrolle lässt sich eine effiziente Beseitigung von Stanzfehlern erreichen.
Reduzierung der Kosten für hohe Auslastung
Durch die optimierte Verschachtelung wird die Materialausnutzung auf bis zu 82 % gesteigert. Die hohe Konsistenz der Rohstoffe ermöglicht eine deutliche Reduzierung der variablen Kosten in der Massenproduktion . Dank des ausgereiften Systems zur Aluminiumstanzfertigung profitieren Kunden von stabilen Beschaffungsbudgets und einer stabilen Serienfertigung .
Wie lassen sich Konstruktionsänderungen durch frühzeitiges DFM bei der kundenspezifischen Aluminiumstanzung minimieren?
Frühe Konstruktionsfehler verursachen einen Großteil der nachfolgenden Konstruktionsänderungen bei kundenspezifischen Aluminiumstanzprojekten. Durch die frühzeitige Berücksichtigung der Fertigungstauglichkeitsanalyse (DFM) in Verbindung mit fundierten Simulationsprognosen lassen sich Änderungsanforderungen (ECOs) deutlich reduzieren und somit die Erfolgsquote der Werkzeugerprobung sowie die Projekteffizienz steigern.
DFM-Kernstandards für quantitative Inspektion
Der DFM-Standard für quantitative Inspektionen ist grundlegend für die Beseitigung von Konstruktionsfehlern. Durch Vorprozessprüfungen kann die Erfolgsquote von Aluminiumstanzprojekten deutlich verbessert werden . In Kombination mit einer präzisen Optimierung der Stanzstruktur für bessere Formgebungslösungen ergeben sich folgende Hauptinspektionspunkte:
- Das Verhältnis von Stempeldurchmesser zu Plattendicke muss mindestens d/t1,0 betragen, um Stanzrisse und Verformungen zu vermeiden.
- Die Dehnungs- und Ausdünnungsrate komplexer Hohlräume wird bei 22 % gehalten, wodurch ein Einreißen vermieden wird.
- Die genaue Berechnung des Layout-Überlappungswertes dient der Maximierung der Materialausnutzung und der Sicherstellung der Formstabilität.
Vollständiges Garantiesystem für Formen
Durch die digitale Werkzeughistorienverwaltung wird eine reparaturfreie Garantie nach über 500.000 Stanzzyklen erreicht. Dies reduziert die Werkzeugwartungskosten und das Risiko von Projektänderungen erheblich . Der Einsatz eines bewährten Fertigungssystems für Aluminiumstanzteile optimiert die Projektabwicklung und gewährleistet langfristige Produktionsstabilität .
Vergleich der Projektparameter vor und nach der DFM-Optimierung
| Projektparameter | Keine DFM-Voranalyse | Vollständige DFM-Voranalyseoptimierung | Verbesserungseffekt |
| Motorwechselfrequenz (ECO) | 4-6 Mal/Projekt | 0-1 Mal/Projekt | Die Änderungsrate wurde um über 85 % reduziert. |
| Erfolgsquote der Schimmelpilzversuche | 65%-70% | ≥95% | Deutlich verkürzter Probeformzyklus. |
| Projektabwicklungszyklus | 35-40 Werktage | 21-28 Werktage | Die Liefereffizienz wurde um mehr als 30 % verbessert. |
| Materialverlustrate beim Probeformen | 8%-12% | ≤2% | Deutlich reduzierte Kosten für die Probeformung. |
Fallstudie: Projekt zur Behebung von 15 % Rissfehlern bei der Stanzung von 6061-T6-Akkupackhalterungen
Probleme mit ungeeignetem Werkzeugdesign und dem Fertigungsprozess können zu häufigen Rissen führen, einem häufigen Fehler bei der Präzisionsmetallstanzung von Aluminiumprodukten. Diese Fallstudie befasst sich mit dem Problem von 15 % Rissbildung in der Halterung des 6061-T6-Akkupacks. Durch umfassende Prozessoptimierung und -korrektur konnte eine stabile Serienproduktion ohne Fehler erreicht werden.
Herausforderung für den Kunden
Ein Tier-1-Zulieferer eines nordamerikanischen Herstellers von Elektrofahrzeugen änderte die Konstruktion einer 2,5 mm dicken Halterung für die Aufhängung eines 6061-T6-Akkupacks. Die 90°-Biegekonstruktion des Bauteils sollte den hochfrequenten Vibrationen standhalten können.
Der ursprüngliche Lieferant verwendete herkömmliche Druckguss-Biegetechnologie, die für die Eigenschaften des Aluminium-Stanzmaterials 6061-T6 ungeeignet war und die präzise Steuerung der Stanzspannung vernachlässigte. Dies führte zu einer mikroskopischen Zugrissrate von 15 % auf der inneren Biegeseite, was nach 5000 Schwingungsermüdungszyklen zum Bruch führte. Das Projekt könnte abgebrochen werden und Schadensersatzansprüche nach sich ziehen.
LS Fertigungslösung
Das Engineering-Team von LS Manufacturing führte nach der Übernahme eine vollständige DFM-Optimierung und -Korrektur durch, was gleichzeitig die tatsächliche Umsetzung unserer exklusiven Fehlerbehebungsrichtlinien darstellt:
- Zunächst wurde die ursprünglich unvernünftige Konstruktion mit einem Durchmesser von R1,5 mm verworfen und durch eine Konstruktion mit einem Durchmesser von R6,5 mm ersetzt, wobei der Sicherheitsstandard von R/t2,5 strikt eingehalten wurde .
- Schließlich wurde die Anordnung der Aluminiumspulen so geändert, dass die Hauptspannungslinie der Biegung senkrecht zur Richtung der gewalzten Fasern verläuft, wodurch den Materialanisotropiefehlern entgegengewirkt wird.
- Zur Minimierung der Entstehung von thermischen Spannungen während des Stanzprozesses wurde eine firmeneigene Schmierstoffformel verwendet, die aus 75 % Basisöl, 20 % Hochdruckadditiv und 5 % Verschleißschutzmittel besteht.
- Gleichzeitig wurde die exklusive Formel für den Werkzeugverschleiß verwendet: Verschleißwert = Reibungskoeffizient pro Hubzahl / Dicke des Stanzmaterials , wodurch der Werkzeugverschleiß genau vorhergesagt und somit die Chargenstabilität gewährleistet wird.
Ergebnisse und Wert
Nach der Inbetriebnahme der 400-Tonnen-Servostanzanlage in der Serienproduktion wurde eine Rissrate von 0 % erreicht , der CPK-Wert der Kernpositionierungsbohrung blieb bei 1,42, und die Fertigungskosten pro Einheit sanken im Vergleich zu vorher um 28 % auf 1,82 US-Dollar. Die Teile bestanden 50.000 Hochfrequenz-Vibrationstests, wodurch das Problem der Ermüdungsbrüche vollständig gelöst wurde . Der Kunde bestellte daraufhin exklusiv 300.000 Einheiten pro Jahr.
Dieser Fall verdeutlicht den Wert der kundenspezifischen Präzisionsstanzung von Aluminium für die Serienfertigung und bietet ein ausgereiftes Implementierungsmodell für die Fertigung hochwertiger Stanzteile aus 6061-Aluminium, basierend auf einer bewährten Lösung zur Optimierung der Stanzqualität . Reichen Sie Ihre Anforderungen für Ihr Präzisionsstanzprojekt ein, um eine ähnliche, maßgeschneiderte Lösung zur Nachbearbeitung zu erhalten und Probleme wie Rissbildung und Maßabweichungen vollständig zu beheben.

Häufig gestellte Fragen
Frage 1: Wie hoch ist die Mindestbestellmenge (MOQ) für Ihre kundenspezifische Aluminiumstanzdienstleistung bei LS Manufacturing?
Für leichte Strukturbauteile aus 6061-T6 können wir Prototypen bereits ab einem Stück liefern . Dank einer flexiblen Form mit Schnellmontageverfahren ist eine schnelle Prototypenerstellung möglich. Für Serienfertigungen mit Folgeverbundwerkzeugen empfehlen wir eine Mindestbestellmenge von 2000 Stück, um die Entwicklungskosten der Form zu decken und den besten Stückpreis zu erzielen.
Frage 2: Wie stellt LS Manufacturing sicher, dass der T6-Zustand von 6061-Aluminium bei der Präzisionsmetallstanzung von Aluminium nicht beeinträchtigt wird?
Alle Bearbeitungsschritte erfolgen durch Kaltumformung unter Einsatz eines separaten Hochleistungsschmiersystems. Die Temperatur der Teile darf dabei nicht über 45 °C steigen, um die ursprüngliche metallografische Struktur des Werkstoffs 6061-T6 zu erhalten und Materialeigenschaften wie Streckgrenze und Härte zu bewahren.
Frage 3: Kann Ihr Aluminium-Stanzverfahren die Konstruktion komplexer, leichter 3D-Strukturbauteile unterstützen?
Die Anlage ermöglicht die Serienfertigung komplexer 3D-Strukturbauteile. Mithilfe einer 600-Tonnen-Mehrstationen-Folgeverfahrens- und Servostanzanlage lassen sich kombinierte Bearbeitungsschritte wie Tiefziehen, Stanzen und Prägen durchführen. Dadurch werden die Anforderungen an die Bearbeitung hochsteifer, komplex gekrümmter und leichter Bauteile erfüllt.
Frage 4: Welche Oberflächenbehandlungsoptionen stehen nach Abschluss der Stanzarbeiten an 6061-T6-Aluminium zur Verfügung?
Neben der Hartanodisierung bieten wir mikrometergenaues Sandstrahlen, chemisch leitfähige Oxidation und korrosionsbeständiges elektrophoretisches Polieren an. Jede Oberflächenbehandlung wird mit Schichtdickenmessung und Salzsprühtest durchgeführt und erfüllt somit die Qualitätsstandards der Automobil- und Militärbranche.
Frage 5: Wie kontrolliert Ihr technisches Personal die Lieferzeiten für Werkzeuge bei kundenspezifischen Aluminium-Stanzprojekten mit hohem Durchsatzvolumen?
Wir steuern die Werkzeuglieferzeiten durch unsere firmeneigene digitale Werkzeugkonstruktion und CNC-Fertigung mit schnellem DFM-Feedback und Prototypenfertigungszyklen in 7–10 Werktagen . Bei Folgeverbundwerkzeugen in großen Stückzahlen ist der Prozess von der Konstruktion bis zur Auslieferung des ersten Teils innerhalb von 21–28 Werktagen gut geplant und kontrolliert.
Frage 6: Wie hoch ist die durchschnittliche Standzeit eines Folgeverbundwerkzeugs für gestanzte Bauteile aus 6061?
Die Werkzeugkomponenten werden aus hochwertigsten importierten Rohstoffen wie Hartmetall und Schnellarbeitsstahl gefertigt und anschließend einer Tieftemperaturbehandlung sowie einer TD-Beschichtung unterzogen. Dadurch erreicht ein einzelnes Werkzeug eine stabile und zuverlässige Lebensdauer von 500.000 bis 1.000.000 Hüben und eignet sich somit für den langfristigen Einsatz in der Großserienfertigung.
Frage 7: Wie schützt LS Manufacturing meine firmeneigenen Designs und mein geistiges Eigentum (IP) während der Angebotsphase für kundenspezifische Aluminiumstanzteile?
Eine Möglichkeit besteht darin, vor der Offenlegung eine Geheimhaltungsvereinbarung (NDA) zu unterzeichnen. Unser Firmenserver ist mit einem verschlüsselten, hierarchischen Verwaltungssystem ausgestattet. Dadurch werden 2D-/3D-Zeichnungen streng vom Managementsystem kontrolliert , um unbefugten Zugriff und Datenlecks zu verhindern. Dies stellt einen umfassenden Schutz des geistigen Eigentums unserer Kunden dar.
Frage 8: Wie erhalte ich ein genaues Angebot für die kundenspezifische Herstellung von Aluminiumstanzteilen und wie lange dauert die Bearbeitung?
Für ein präzises Angebot laden Sie bitte zunächst 2D-/3D-Konstruktionszeichnungen der Teile sowie Ihre Losgröße und Anforderungen an die Oberflächenbehandlung hoch . Unsere erfahrenen technischen Berater erstellen Ihnen anschließend innerhalb von 24 Stunden ein detailliertes und transparentes Angebot inklusive Werkzeugkosten und Stückpreis .
Zusammenfassung
Das Präzisionsstanzen der Aluminiumlegierung 6061-T6 ist alles andere als ein Standardfertigungsprozess. Es handelt sich um einen umfassenden, durchdachten ingenieurtechnischen Prozess, der Materialmikromechanik, Simulationsvorhersage und präzise Formenherstellung integriert. Industrieprobleme wie Teilerisse, Dimensionsrückfederung und übermäßige Gratbildung sind im Grunde unbeabsichtigte Defekte, die aus der Unvereinbarkeit zwischen Prozessparametern und Materialeigenschaften resultieren.
Durch die geschickte Kombination von Biegeradien, dynamischen Stanzspalten, konstanter Temperaturregelung der Form und Qualitätskontrollsystemen nach Automobilstandard kann die von Natur aus schwierige Massenproduktion von leichten Aluminiumlegierungsstanzteilen vollständig gelöst werden, wodurch sowohl die strukturelle Festigkeit des Bauteils als auch die Vorteile des geringen Gewichts erzielt werden.
Hochwertige Präzisions-Stanzdienstleistungen für Aluminium sind der erste Schritt, um mittelständischen und gehobenen Fertigungsunternehmen zu helfen, Qualitätsrisiken zu begegnen, versteckte Kosten zu minimieren und Lieferstabilität zu gewährleisten. Damit werden sie zu einer der tragenden Säulen für die erfolgreiche Projektdurchführung. Prozessfehler sollten weder den Projektfortschritt gefährden noch die Rentabilität der Lieferkette schleichend beeinträchtigen . Mithilfe spezialisierter technischer Lösungen wird eine fehlerfreie Massenproduktion mit höchster Konformität möglich.
Heute erhalten Sie eine kostenlose und exklusive DFM-Zeichnungskonformitätsprüfung. Ob Fahrwerkskomponenten für die Automobilindustrie, automatisierte Strukturhalterungen oder präzise Elektronikgehäuse: Laden Sie Ihre CAD-Zeichnungen hoch und erhalten Sie innerhalb von 24 Stunden einen maßgeschneiderten Bericht zur Bearbeitungsdurchführbarkeit – für die optimale Stanzlösung.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


