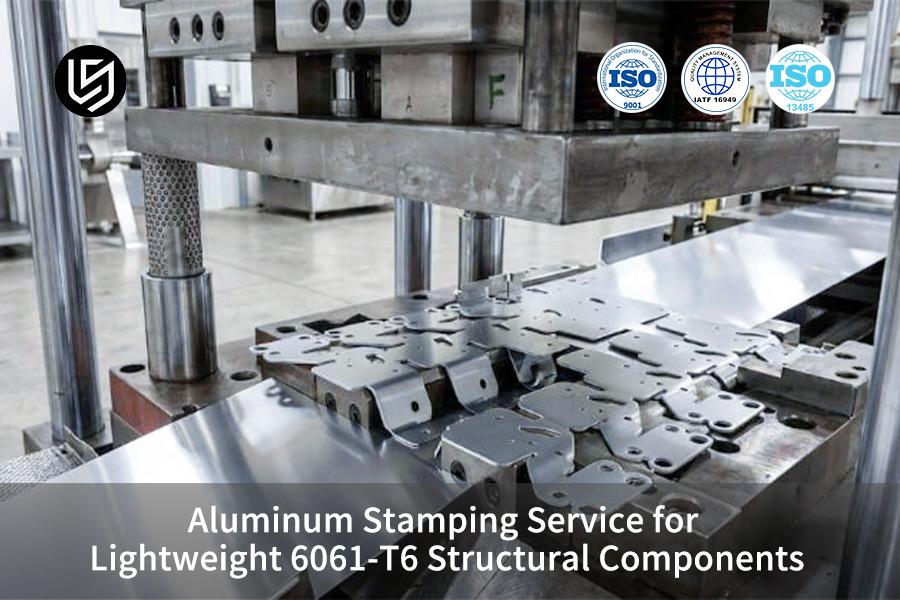
アルミニウムプレス加工サービスは、ハイエンド軽量部品に使用される主要な加工方法であり、6061-T6アルミニウム合金の割れ、過剰なスプリングバック、不要なバリなどの主要な問題を解決します。このサービスでは、部品の角度公差0.5、バリの高さ0.03mm、バッチサイズCPK 1.33を保証できます。主に新エネルギーおよび自動化機器の大規模生産の需要により、アルミニウムプレス加工は、6061-T6の高強度降伏問題に対処するための特別なプロセスを備えており、従来のプレス加工の歩留まり率を上回り、数十万個の部品を欠陥なしで納品し、二次加工コストを完全に排除することができます。
現在、新エネルギーや産業オートメーション分野における軽量構造部品の調達は、 6061-T6プレス加工部品が様々な品質欠陥を起こしやすいという問題に直面することが少なくありません。主な原因は、この材料の降伏強度比が高く、塑性変形範囲が狭いことです。さらに、従来の工場では、適切なカスタマイズ加工プロセスを開発する能力が不足しているのが現状です。そこで本稿では、LS Manufacturingの確立された技術システムを、精密加工ソリューションを通して詳細に解説し、購入者が実用的なサプライヤー評価基準を得られるようにします。
6061-T6アルミニウムプレス加工技術:主要パラメータと重要な結論
本章では、6061-T6アルミニウムプレス加工の主な技術的特徴と、その製造実験結果をまとめた。データセット全体は量産試験から得られたものであり、調達におけるサプライヤー選定の主要な参考資料として活用できる。
| 技術的側面 | 業界標準 | LSマニュファクチャリングの実測基準 | 顧客メリット |
| 角度スプリングバック公差 | ±1.5° | ±0.5° | 組み立て時の位置ずれによる不具合を解消します。 |
| 曲げ半径の制限 | R/t≥2.0 | R/t≥2.5 | 引張亀裂を完全に解消します。 |
| バッチ寸法安定性 | CPK≧1.0 | CPK≧1.33 | 10万個単位での安定供給。 |
| 最大バリ高さ | ≤0.08mm | ≤0.03mm | 二次的なバリ取り工程を不要にします。 |
| 金型温度制御範囲 | 精密な制御は不要 | 28℃~35℃ | アルミニウムの密着性や表面欠陥を防止します。 |
主なポイント
- スプリングバック誤差は一切なし:当社では、フルサーボ金型スプリングバック補正技術を採用し、6061-T6構造部品の角度公差を0.5°以内の非常に高い精度で制御しています。
- 亀裂のない部品の製造:曲げ半径R/tを少なくとも2.5とするという基本設計基準を導入することで、引張亀裂の発生を完全に排除しました。
- 高コンプライアンス出荷:主要寸法CPK 1.33により、バリのない10万個以上の製品を出荷することが可能となり、非常に高いレベルの出荷コンプライアンスを実現しています。
精密構造部品の製造にLSマニュファクチャリングのアルミニウムプレス加工サービスを選ぶ理由とは?
プロフェッショナルなアルミニウムプレス加工製造の中核を成すのは、利点しかない単一の設備ではなく、制御可能なプロセスシステムと大量生産の安定性です。LS Manufacturingは、測定データと準拠システムを活用することで、大量生産における業界共通の課題解決を支援しています。
3ヶ月にわたるバッチプレス加工実験の結果、6061-T6アルミニウムのプレス加工におけるバッチ品質問題の80%以上は、金型パラメータの不一致とクローズドループ温度制御システムの欠如に起因することが判明しました。これは業界全体の問題であり、当社のチームは導入期間中にこれを再確認しました。当社には、 SAE J1113-2020精密金属成形規格に厳密に準拠したプロセスシステムがあり、材料選定から量産における品質管理までを網羅しています。
業界慣行を検討した結果、従来の一般的なプレス加工プロセスを廃止し、6061-T6材の特性に合わせた独自のパラメータを設計しました。ASTM B98/B98M-21アルミニウム合金加工規格に準拠するだけでなく、CAEシミュレーションによる変形リスクの予測、さらにIATF 16949に準拠した品質管理システムを導入することで、最も一般的な3つの問題である割れ、スプリングバック、バリに完璧に対応しています。
独自の金型コーティング技術と動的クリアランス計算ソリューションにより、顧客向けプレス加工部品の不良率を0.5%まで抑えることができ、隠れた調達コストを大幅に削減できます。アルミニウムプレス加工サービスの量産への適合性を迅速に検証し、プロジェクトの実現可能性を正確に評価するために、無料の精密プレス加工事例研究ホワイトペーパーをご入手ください。

6061-T6アルミニウムのプレス加工品は、なぜ精密加工において亀裂が生じやすいのでしょうか?
6061-T6アルミニウムは高強度という材料特性を持つため、高トン数プレス加工時にクラック欠陥が発生しやすいという欠点があります。この金属は完全に時効硬化されており、伸び率が非常に低く、結晶粒内部に長期間にわたって高い予応力が蓄積されます。LS Manufacturing社は、極めて精密な工程管理を行うことで、プレス加工時のクラック発生を根本から完全に排除しています。
材料に微細構造欠陥が生じる理由
高強度アルミニウムの結晶粒分布は、成形加工時の最終製品の形状に極めて重要な影響を与える。6061-T6は時効硬化処理後、結晶粒が密に詰まった状態となり、局所的な応力が高くなるため、滑らかな塑性流動を得ることはほぼ不可能である。長手方向と横方向に圧延された材料では、成形限界(FLD)の差が15%にも達することがある。
不適切な梱包方向は、微細なせん断裂の直接的な原因となる可能性があります。標準化されたプロセス制御により、このような成形欠陥の可能性を効果的に排除し、アルミニウムの精密金属プレス加工において安定した成形結果を得ることができ、 プレス加工における結晶粒制御プロセス標準を正確に実施することができます。
当社が実施した新エネルギー電池ブラケットのプレス加工プロジェクトにおける経験から、製品の亀裂発生は、材料の圧延方向と曲げ応力線との間の角度によって決まることが分かっています。
大量生産プロセスパラメータ回避ソリューション
非常に精密な工程比率により、割れのリスクを完全に排除できます。基本的な工程は、専門的なプレス速度校正基準を基準としており、特に以下の3点を規定しています。
- 瞬間的な応力過負荷による材料の破損を防ぐため、プレス速度を厳しく制限し、パラメータを常に15mm/sから25mm/sの範囲に維持してください。
- ブランクホルダー力(BHF)を正確に把握し、板厚に応じて圧力を変化させることで、材料の塑性流動速度のバランスを取る。
- 極端な引張応力による結晶粒の破壊という問題を状況的に解消するために、R/t2.5曲げ基準を全面的に適用する。
6061-T6アルミニウムのプレス加工における割れ問題を完全に回避するために、無料の個別プロセスパラメータ調整コンサルティングをご利用いただけます。専門的なアルミニウムプレス加工サービスを活用することで、大量生産における割れ問題の根本原因を解決する、お客様に合わせたプレス加工ソリューションを開発できます。

図1:6061-T6合金製のブラケットなど、様々なアルミニウムプレス加工部品の展示。
軽量構造プレス加工において、スプリングバックを排除し、厳密な寸法公差を確保するにはどうすればよいでしょうか?
軽量構造プレス加工製品における部品のスプリングバックや寸法偏差は、主に材料の高い弾性率と降伏強度に起因します。LS Manufacturingでは、逆曲げ補正角度の事前設定にCAE有限要素動的シミュレーションを使用し、高度なサーボ圧力保持技術を用いて部品のスプリングバック誤差を0.5に抑えています。
板厚とスプリングバック量の対応関係
板厚は、スプリングバックに影響を与え、最終的に寸法誤差につながる主要なパラメータの一つです。板厚の違いによるスプリングバックの程度の違いにも、一定の既知のパターンがあります。専門的なアルミニウムプレス加工プロセスでは、板厚パラメータに基づいてスプリングバックの程度を判断し、適切な補正手順をタイムリーに実行し、熟練したプレス圧力調整によって最適な成形結果を実現できます。
| シートの厚さ | 標準スプリングバック角度 | 補償スプリングバック角度 | 寸法偏差 |
| 1.5mm | 1.8°~2.2° | ≤0.4° | ≤0.02mm |
| 2.0mm | 2.2°~2.8° | ≤0.45° | ≤0.025mm |
| 3.0mm | 3.0°~3.5° | ≤0.5° | ≤0.03mm |
金型温度バランス精度制御
金型温度バランス制御は、金型温度の変化がクリアランスの変化に反映され、ひいてはスプリングバック誤差を直接的にも間接的にも抑制することで、プレス加工精度を安定させます。もちろん、量産においては、熱変形が寸法精度の低下の原因とならないよう、金型温度を常に制御することが不可欠です。
さらに、金型設計を検証することで、サプライヤーの軽量プレス加工能力を直接測定することができ、これは最も効率的なプレス加工時のスプリングバック抑制ソリューションを導入するための要件となります。
簡単に言うと、この動的補正システムは、材料の弾性回復誤差を補正するだけでなく、それらの誤差を積極的に相殺することで、寸法均一性を維持するだけでなく、部品のロットごとに向上させます。そして、これこそが、高品質なカスタムアルミニウムプレス加工を保証する根本的な技術的基盤なのです。
部品の板厚と曲げ加工パラメータを入力すると、無料で正確なスプリングバック補正計算が行われ、軽量構造プレス加工サービスの寸法精度が保証されます。
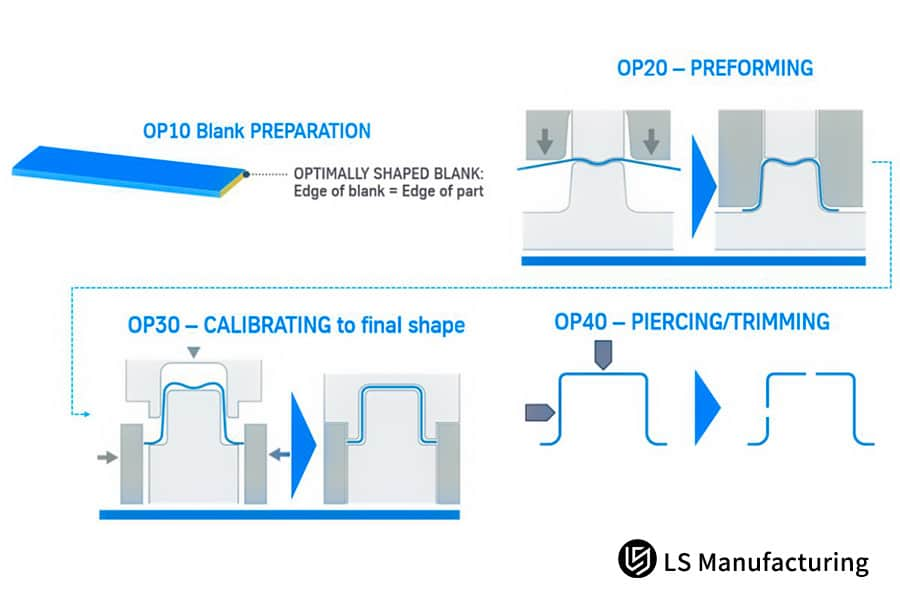
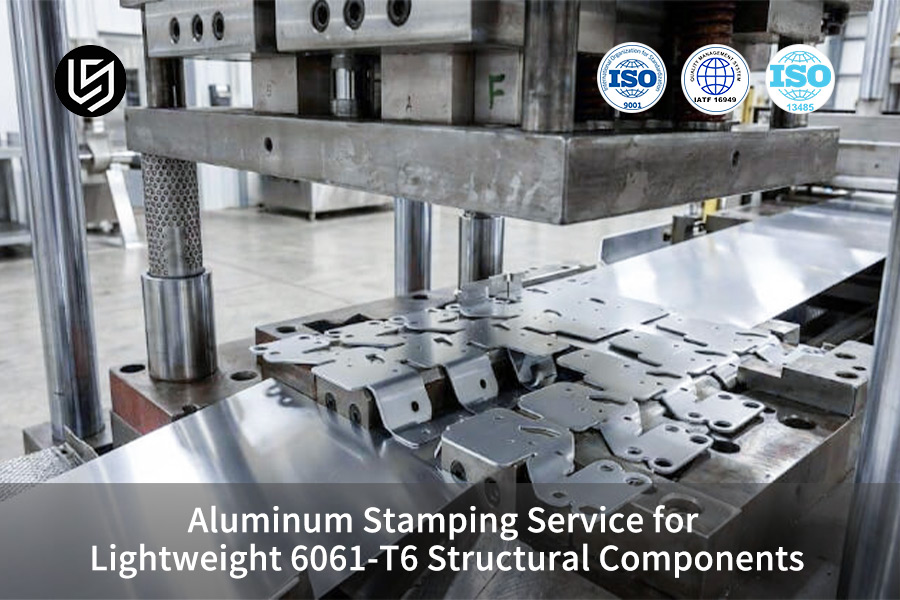
図2:金属プレス加工工程におけるOP20プリフォーミング工程を示す技術図。
カスタムアルミニウムプレス加工において、きれいなエッジを実現するための最適な工具クリアランスとは?
カスタムアルミニウムプレス加工において、バリのないせん断面を作製し、二次仕上げを不要にするためには、パンチとダイのクリアランスを正確に制御することが不可欠です。LS Manufacturingは、標準的なプレス加工クリアランスパラメータの使用を廃止するだけでなく、6061-T6専用のクリアランスパラメータを開発することで、断面品質の大幅な向上と完成品の精度の安定化を実現しています。
クリアランス失敗シナリオ分析
プレス加工時のクリアランス不良の分析は、断面品質不良を効果的に防止するのに役立ちます。クリアランスが極端に小さい場合や大きすぎる場合、さまざまな品質問題が発生し、プレス加工された6061部品の品質に大きな影響を与えます。 プレス加工エッジの専門的な最適化は、断面不良を大幅に改善できる処理です。
- クリアランスが10%t未満の場合、二次せん断が発生し、金型が損傷するだけでなく、部品の断面に傷が残ります。
- クリアランスが12%tを超えると、エッジが粗くなり、バリがより激しく発生し、コーナーが過度に潰れるため、二次的な仕上げ修理が必要になります。
大量生産、安定した高精度ソリューション
WC-Co超硬金型インサートと低粘度特殊プレス油を併用することで、クリアランスを長期間標準レベルに維持することが可能になります。これにより、金型摩擦摩耗が低減されるだけでなく、数十万個規模の量産品製造においても、切断断面の品質を安定的に維持できます。その結果、カスタムアルミニウムプレス加工品の納品品質が安定し、長期的なプレス加工公差管理が可能になります。
アルミニウムプレス加工製造業者が金型温度を管理しなければならない理由とは?
複数の工程を経て行われる生産において、金型内部の著しい熱蓄積は、アルミニウムの付着やそれに伴う形状変化といった問題を引き起こす可能性があります。これは、アルミニウムプレス加工における生産バッチ全体の品質に大きな影響を与える可能性があります。LS Manufacturing社は、金型温度を一定かつ最適なレベルに保つための金型マイクロチャネル循環冷却システムを導入し、これにより連続的な大量生産を実現しています。
アルミニウムの焼き付き欠陥による品質上の危険性
アルミニウムの焼き付き欠陥を防ぐことは、大量生産の品質管理において不可欠です。アルミニウムの焼き付きは、部品の表面平坦度(グレードA)を低下させるだけでなく、永久的な傷を残し、部品の即時廃棄や隠れた調達コストの大幅な増加につながります。そのため、一流のアルミニウムプレス加工サービスでは、安定した金型冷却制御システムによって、この主要な大量生産欠陥への対策を講じています。
アルミが芯に固着する問題に対処するための主な解決策は以下のとおりです。
- 金型温度の安定性:マイクロチャネル循環冷却システムを採用することで、金型の動作温度を28℃~35℃に一定に保ち、高温によるアルミの付着を防ぎます。
- 優れた金型コーティング: CrNおよびTD熱拡散耐摩耗コーティングを施すことで、金型とアルミニウム材料間の摩擦係数を低下させ、アルミニウムの付着と材料レベルの傷の両方を防ぎます。
- 特殊潤滑方法: 6061-T6低粘度プレス油を使用するのが理想的で、プレス加工時の熱を放散すると同時に、部品の表面精度を維持します。
金型コーティングの防汚性能の比較
各種コーティングのアルミニウム付着防止特性は大きく異なり、金型の耐用年数と量産安定性を直接左右する。
| コーティングの種類 | アルミニウム付着防止性能 | 耐用年数 | 適用可能な量産規模 |
| 通常の酸化皮膜 | アルミニウムとの密着性や傷がつきやすい。 | 20万ストローク以下 | 少量生産のプロトタイピング |
| TD熱拡散コーティング | 優れた低接着率 | 80万回以上のストローク | 中規模から大規模な量産 |
| CrNコーティング | 非常に優れており、アルミとの接着性はほとんどありません。 | 100万回以上のストローク | 10万個の量産 |
要するに、安定した温度維持と優れたコーティングの使用という二重の作用により、金型の高精度状態を長期間維持することが可能です。その結果、一連の部品における表面欠陥の発生を防ぐことができます。これは、標準的な高精度アルミニウムプレス加工サービスの核となる工業プロセスであり、プレス加工品質監視システム全体を強化するものです。

図3:ひび割れたアルミニウム部品のクローズアップ。プレス加工における潜在的な不具合を示している。
LS Manufacturingは、精密アルミニウムプレス加工サービスにおいて、IATF 16949への準拠をどのように実証していますか?
中核となる生産工程において、自動車グレードの厳格な基準を徹底することで、数十万個規模の大量生産に対応できる、欠陥のない精密アルミニウムプレス加工品の供給を可能にしています。標準化された管理とデジタル処理に加え、LS Manufacturingは生産工程全体にわたるクローズドループ品質管理システムを構築し、IATF 16949規格の大量生産要件を満たすことを目指しています。
二重認証導入基準
品質認証の導入は、量産プロセス全体の標準化を意味します。工場では、基本的な品質管理規格であるISO 9001と、より厳格な自動車グレード規格であるIATF 16949を例外なく適用しています。これにより、原材料の受け入れから完成品の納品までの各段階におけるトレーサビリティと管理が保証されます。このようにして、最高品質のカスタムアルミニウムプレス加工プロジェクトの需要に応じた供給が実現され、金属プレス加工材料の適合規格も厳密に遵守されます。
二重認証系譜における主要な管理要素:
- 材料原産地追跡管理: 6061-T6アルミニウムの各バッチについて、材料レポートおよび硬度試験レポートを作成し、原材料の完全なトレーサビリティを確保します。
- 製造工程のトレーサビリティ:コンピュータ化されたシステムが、各バッチのプレス加工パラメータ、金型条件、温度制御データを記録し、自動車グレードの量産トレーサビリティ基準を満たします。
- 完成品のサンプリング管理: IATF 16949規格に従って、バッチサンプリング検査が実施され、重要な寸法、表面精度、機械的特性の完全なテストが行われます。
リスク予測および管理メカニズム
DFMEA/PFMEA故障モード解析に基づき、プレス加工時の割れ、寸法ばらつき、表面欠陥などを事前に特定します。6061-T6金属構造の抜き取り検査を導入し、製造工程全体を通して材料性能が設計基準に適合しているかを確認することで、 精密アルミニウムプレス加工サービスの規格に準拠した量産を保証します。実際、プレス加工パラメータを慎重に調整することで、量産におけるリスクを排除できます。
図4:アルミニウム製自動車部品を大規模にプレス加工する工業生産ライン。
6061-T6の板厚のばらつきは、プレス加工された6061部品のコストにどのように影響しますか?
プレス加工された6061部品のバッチ寸法のばらつきや不良品の発生の主な原因の一つは、原材料の厚み公差の変動であり、これは調達コストの変動にもつながります。厚みのわずかな変化でも、プレス加工時の応力状態が変化し、バッチ寸法のばらつきを引き起こす可能性があります。原材料の公差を厳密に管理することで、このような問題を防止できます。
材料公差の上昇によるコスト増
材料公差コスト相関は、総調達コストにどれだけ影響するかを示します。標準公差の材料を使用する材料サプライヤーの場合、バッチ不良率が5%に達する可能性があり、これは高額な再加工および不良コストにつながり、プレス加工された6061部品の総調達予算を大幅に増加させます。非常に精密な管理を行うことで、効率的なプレス加工不良の排除を実現できます。
高稼働コストの削減
洗練されたネスティング最適化により、材料利用率は最大82%まで大幅に向上します。これにより、原材料の一貫性が高まり、量産変動費を大幅に削減できます。完全に開発されたアルミニウムプレス加工システムを最大限に活用することで、お客様の調達予算の安定化だけでなく、 バッチプレス加工の安定化もサポートできます。
カスタムアルミニウムプレス加工において、早期のDFM(製造性設計)によって設計変更を最小限に抑えるにはどうすればよいでしょうか?
カスタムアルミニウムプレス加工プロジェクトでは、初期設計段階でのミスがその後の設計変更の大部分を引き起こします。初期段階でのDFM(製造性設計)分析を重視し、専門家によるシミュレーション予測と組み合わせることで、ECO(エンジニアリング変更)を大幅に削減し、金型試作の成功率とプロジェクト実施効率を高めることができます。
DFMコア定量検査基準
DFM(設計製造性)の定量的検査基準は、設計上の欠陥を排除するための基本です。前工程監査を通じて、アルミニウムプレス加工サービスの実施におけるプロジェクト成功率を大幅に向上させることができます。より優れた成形ソリューションを実現するための正確なプレス加工構造最適化と組み合わせることで、主な検査ポイントは以下のとおりです。
- パンチの亀裂や変形を防ぐため、パンチ径と板厚の比は最低でもd/t1.0以上でなければならない。
- 複雑な空洞の伸張による薄化率は22%に維持され、これにより裂け目が回避される。
- 材料利用率を最大化し、成形安定性を確保するために、レイアウトの重なり値を正確に計算します。
金型向けフルサイクル保証システム
デジタル金型履歴管理により、50万回以上のプレス加工サイクルを経て修理不要の保証が実現し、金型メンテナンスコストとプロジェクト変更リスクを大幅に削減します。経験豊富なアルミニウムプレス加工製造システムを使用することで、プロジェクト実施効率を最適化し、長期的なプレス加工生産の安定性を保証します。
DFM最適化前後のプロジェクトパラメータの比較
| プロジェクトパラメータ | DFM事前分析なし | 完全なDFM事前解析最適化 | 改善効果 |
| エンジン切り替え(ECO)頻度 | 1プロジェクトあたり4~6回 | 0~1回/プロジェクト | 変更率が85%以上減少した。 |
| 金型試作の成功率 | 65%~70% | 95%以上 | 試作成形サイクルが大幅に短縮された。 |
| プロジェクト遂行サイクル | 35~40営業日 | 21~28営業日 | 配送効率が30%以上向上した。 |
| 試作成形における材料損失率 | 8%~12% | ≤2% | 試作成形コストを大幅に削減。 |
事例研究:6061-T6バッテリーパックブラケットのプレス加工における15%の亀裂欠陥の是正プロジェクト
金型設計や製造工程に問題があると、アルミニウム製品の精密金属プレス加工でよく見られる欠陥である高頻度クラックが発生する可能性があります。本事例研究では、徹底的な工程最適化と是正を行うことで、6061-T6バッテリーパックブラケットにおける15%のクラック欠陥に対処し、欠陥ゼロの安定的な量産を実現しました。
顧客の課題
北米の新エネルギー車メーカーのティア1サプライヤーが、厚さ2.5mmの6061-T6アルミニウム合金製バッテリーパックのサスペンション構造ブラケットの設計を変更していた。この部品は90度の曲げ構造になっており、高周波振動に耐えられるはずだった。
当初の供給業者は、6061-T6アルミニウムプレス材の特性に適さない従来型のダイカスト曲げ加工技術を採用しており、 プレス加工時の応力制御が不十分でした。その結果、曲げ加工の内側に15%の微細な引張亀裂が発生し、 5000回の振動疲労サイクル後に破断に至りました。このプロジェクトは中止となり、損害賠償請求の対象となる可能性があります。
LSマニュファクチャリングソリューション
LS Manufacturingのエンジニアリングチームは、事業を引き継いだ後、完全なDFM最適化と修正を実施しました。これは、当社独自のトラブルシューティングガイドラインを実際に適用したものでもあります。
- 当初は、不合理なR1.5mm設計は破棄され、 R/t2.5の安全基準に厳密に従ってR6.5mmに変更されました。
- 最後に、アルミコイルの配置方向を変更し、曲げの主応力線が圧延繊維の方向と垂直になるようにすることで、材料の異方性による欠陥を相殺した。
- プレス加工中の熱応力の発生を最小限に抑えるため、基油75%、極圧添加剤20%、耐摩耗剤5%を含む独自の潤滑剤配合が使用された。
- 同時に、独自の金型摩耗式が使用されました。摩耗値 = 摩擦係数 / ストローク数 / プレス加工材の厚さ。これにより、金型の摩耗を正確に予測し、バッチの安定性を確保できます。
結果と価値
本プロジェクトが量産体制に入ってから、 400トンサーボプレス生産ラインは、クラック発生率を0%に抑え、コア位置決め穴のCPK値を1.42に維持し、製造単位コストを従来比28%削減して1.82ドルまで下げることができました。部品は5万回の高周波振動試験に合格し、疲労破壊の問題を完全に解決しました。その後、顧客は年間30万個の独占発注を行うようになりました。
この事例は、アルミニウム向けカスタム精密金属プレス加工の量産価値を明確に示しており、成熟したプレス加工品質最適化ソリューションに基づいた、ハイエンド6061プレス加工部品の量産に向けた成熟した実装モデルを提供します。貴社の精密プレス加工プロジェクトの要件をお知らせいただければ、同様のカスタマイズされた修正ソリューションをご提供し、部品の割れや寸法不良といった問題を完全に解決いたします。

よくある質問
Q1:LS Manufacturingのカスタムアルミニウムプレス加工サービスの最小注文数量(MOQ)はいくつですか?
6061-T6軽量構造部品については、ソフトモールドを用いた迅速な組み立て構造により、 1個から試作品サンプルをご提供できます。量産用の順送金型プレス加工のご注文については、金型開発費用を賄い、単価を最適にするため、最低2000個のご注文をお勧めいたします。
Q2:LS Manufacturingは、アルミニウムの精密金属プレス加工において、6061アルミニウムのT6熱処理状態が損なわれないようにどのように対策を講じていますか?
すべての工程は、独立した高放熱潤滑システムを備えた冷間プレス加工によって行われます。部品の温度は45℃未満に抑えられるため、 6061-T6の初期の金属組織は一切損傷を受けず、降伏強度や硬度といった材料特性も損なわれることなく維持されます。
Q3:貴社のアルミニウムプレス加工プロセスは、複雑な3D軽量構造部品の設計に対応できますか?
複雑な3D構造部品の成形をバッチ生産することが可能です。600トン級のマルチステーション順送金型とサーボプレス加工ラインを活用することで、深絞り、打ち抜き、圧入といった一連の複合加工を行うことができ、高剛性、複雑な曲面形状、軽量性といった部品加工の要求に対応できます。
Q4:6061-T6アルミニウムのプレス加工完了後、どのような表面処理オプションが利用可能ですか?
硬質アルマイト処理に加え、ミクロンレベルのサンドブラスト処理、化学伝導性酸化処理、耐腐食性電気泳動研磨もご提供しています。各仕上げ処理は、膜厚測定と塩水噴霧試験によって実施され、自動車および軍事レベルの品質基準を満たしています。
Q5:貴社の技術スタッフは、大量生産のカスタムアルミニウムプレス加工プロジェクトにおける金型納期をどのように管理していますか?
当社独自のデジタル金型設計とCNC加工ワークショップを活用し、迅速なDFMフィードバックと試作金型サイクルを7~10営業日で実現することで、金型の納期を管理しています。大量生産の順送金型については、設計から初回納品まで、 21~28営業日という綿密に計画・管理されたプロセスで対応いたします。
Q6:6061アルミニウム合金のプレス加工部品に使用される順送金型の平均工具寿命はどれくらいですか?
金型部品は、超硬合金や高速度鋼などの最高品質の輸入原材料を使用し、さらに超深冷処理とTDコーティングを施しています。これにより、1つの金型で50万~100万ストロークという安定した信頼性の高い耐用年数を実現し、長期にわたる大規模生産を支えることができます。
Q7:LS Manufacturingは、カスタムアルミニウムプレス加工の入札段階において、私の独自設計および知的財産(IP)をどのように保護しますか?
一つの選択肢として、情報開示前に法的拘束力のある双方向の機密保持契約であるNDA(秘密保持契約)を締結する方法があります。弊社サーバーは暗号化された階層型管理システムを採用しています。これにより、 2D/3D図面は管理システムによって厳密に管理され、不正アクセスや図面の漏洩を防ぎ、お客様の知的財産を包括的に保護します。
Q8:正確なカスタムアルミニウムプレス加工の見積もりを取得するにはどうすればよいですか?また、どれくらい時間がかかりますか?
正確な見積もりを取得するには、まず部品の2D/3D設計図面、バッチサイズ、および表面処理要件をアップロードする必要があります。その後、経験豊富な技術担当者が、金型費用と単価を含む詳細かつ透明性の高い見積もりを24時間以内にご提供いたします。
まとめ
6061-T6アルミニウム合金の精密プレス加工は、決して一般的な製造工程ではありません。材料の微細力学、シミュレーション予測、精密金型製造を統合した、綿密に練られた総合的なエンジニアリングプロセスです。 部品のひび割れ、寸法回復、過剰なバリといった業界特有の問題は、基本的に加工パラメータと材料特性の不一致に起因する意図しない欠陥である。
曲げ半径、動的ブランキングクリアランス、定温金型制御、および自動車グレードの品質管理システムを巧みに組み合わせることで、軽量アルミニウム合金プレス加工の本来困難な大量生産を完全に解決することができ、部品の構造強度と軽量化の両方の利点を実現できます。
高品質な精密アルミニウムプレス加工サービスは、中級から高級製造サプライチェーンが品質リスクに対応し、隠れたコストを最小限に抑え、納期の安定性を確保するための第一歩であり、プロジェクト実施における主要な柱の一つとなります。専門的な技術ソリューションを活用することで、工程上の欠陥がプロジェクトの進捗を阻害したり、サプライチェーンの利益を徐々に失わせたりする原因となるべきではありません。欠陥ゼロ、最高水準のコンプライアンスを実現した量産が可能になります。
本日より、無料のDFM(設計製造性)図面適合性評価サービスをご利用いただけます。自動車シャーシ部品、自動構造ブラケット、精密電子機器ハウジングなど、 CAD図面をアップロードするだけで、24時間以内にお客様に合わせた加工実現可能性レポートをお届けし、最適なプレス加工ソリューションをご提案いたします。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


