Il servizio di stampaggio dell'alluminio è il principale metodo di lavorazione utilizzato per componenti leggeri di alta gamma e risolve i principali problemi delle leghe di alluminio 6061-T6, come crepe, eccessivo ritorno elastico e bave indesiderate . Il servizio garantisce una tolleranza angolare di 0,5 per i pezzi, un'altezza delle bave di 0,03 mm e un CPK (Costo per Kit) di 1,33 pezzi per lotto. Soprattutto con la domanda di produzione su larga scala di apparecchiature per le nuove energie e l'automazione, lo stampaggio dell'alluminio viene eseguito con processi speciali per affrontare il problema dell'elevato rapporto resistenza/snervamento della lega 6061-T6, in modo da poter superare il tasso di resa dello stampaggio tradizionale, offrire consegne a zero difetti per centinaia di migliaia di pezzi ed eliminare completamente i costi di lavorazione secondaria .
Attualmente, l'acquisto di componenti strutturali leggeri nei settori delle nuove energie e dell'automazione industriale si scontra spesso con problematiche, poiché i componenti stampati in lega 6061-T6 sono altamente soggetti a vari difetti di qualità. La ragione principale risiede nell'elevato rapporto di snervamento del materiale e nel suo ridotto spazio di deformazione plastica . Inoltre, la maggior parte degli stabilimenti tradizionali non è in grado di sviluppare processi personalizzati adeguati. In questo contesto, il consolidato sistema tecnologico di LS Manufacturing viene illustrato in dettaglio con soluzioni di lavorazione di precisione, attraverso le quali gli acquirenti possono disporre di criteri pratici per la valutazione dei fornitori.
Tecnologia di stampaggio dell'alluminio 6061-T6: parametri chiave e conclusioni principali
In questo capitolo abbiamo raccolto le principali caratteristiche tecniche della lega di alluminio 6061-T6 stampata e i risultati sperimentali della sua produzione. L'intero set di dati proviene da test di produzione in serie e può essere utilizzato come principale riferimento nella selezione dei fornitori in fase di approvvigionamento.
| Dimensioni tecniche | Standard di settore | Standard di misurazione effettivi di LS Manufacturing | Vantaggi per il cliente |
| Tolleranza di ritorno elastico dell'angolo | ±1,5° | ±0,5° | Elimina i guasti dovuti al disallineamento durante l'assemblaggio. |
| Raggio di curvatura limitato | R/t≥2,0 | R/t≥2,5 | Elimina completamente le fessurazioni da trazione. |
| Stabilità dimensionale del lotto | CPK≥1,0 | CPK≥1,33 | Consegna stabile per ordini di 100.000 pezzi. |
| Altezza massima della bava | ≤0,08 mm | ≤0,03 mm | Elimina il processo di sbavatura secondaria. |
| Intervallo di controllo della temperatura dello stampo | Non è richiesto alcun controllo preciso | 28℃-35℃ | Evita l'adesione dell'alluminio e i difetti superficiali. |
Punti chiave
- Nessun errore di ritorno elastico: utilizziamo la tecnologia di compensazione del ritorno elastico dello stampo completamente servoassistita per garantire che la tolleranza angolare dei componenti strutturali in lega 6061-T6 sia controllata con estrema precisione entro 0,5°.
- Realizzazione di componenti senza crepe: implementando lo standard di progettazione fondamentale secondo cui il raggio di curvatura R/t deve essere almeno pari a 2,5, la formazione di cricche da trazione è stata completamente eliminata.
- Spedizione ad alta conformità: la dimensione chiave CPK 1.33 ci consente di consegnare oltre 100.000 pezzi senza sbavature, garantendo un livello di conformità della spedizione molto elevato.
Perché scegliere il servizio di stampaggio dell'alluminio di LS Manufacturing per la produzione di componenti strutturali di precisione?
Alla base della produzione professionale di stampaggio dell'alluminio vi sono un sistema di processo controllabile e la stabilità della produzione di massa, piuttosto che un singolo macchinario che offre solo vantaggi. LS Manufacturing utilizza dati misurati e un sistema conforme per contribuire a risolvere i problemi comuni del settore nella produzione di massa.
Dai miei tre mesi di sperimentazione sulla stampatura in serie, l'80% o più dei problemi di qualità riscontrati nella stampatura dell'alluminio 6061-T6 erano riconducibili a parametri dello stampo incompatibili e all'assenza di un sistema di controllo della temperatura a circuito chiuso . Si tratta di un problema diffuso nel settore, che il nostro team ha verificato nuovamente durante la fase di implementazione. Disponiamo di un sistema di processo che segue rigorosamente lo standard SAE J1113-2020 per la formatura di precisione dei metalli e che copre tutte le fasi, dalla selezione del materiale al controllo qualità della produzione di massa .
Dopo aver consultato le pratiche del settore, abbiamo deciso di abbandonare i tradizionali processi di stampaggio standard e abbiamo progettato parametri esclusivi adatti alle caratteristiche del materiale 6061-T6. Non solo rispettiamo gli standard di lavorazione delle leghe di alluminio ASTM B98/B98M-21 , ma cerchiamo anche di prevedere i rischi di deformazione tramite simulazioni CAE e includiamo un sistema di controllo qualità conforme alla norma IATF 16949 che affronta in modo ottimale i tre problemi più comuni: cricche, ritorno elastico e bave .
Grazie alla tecnologia proprietaria di rivestimento degli stampi e alle soluzioni di calcolo dinamico del gioco, il tasso di scarto per i pezzi stampati su misura può essere mantenuto a un livello basso, pari allo 0,5%, riducendo drasticamente i costi di approvvigionamento nascosti. Richiedi gratuitamente un white paper esclusivo con un caso di studio sulla stampatura di precisione per verificare rapidamente l'adattabilità alla produzione di massa dei servizi di stampaggio dell'alluminio e valutare con precisione la fattibilità del progetto.

Perché la stampatura dell'alluminio 6061-T6 è soggetta a crepe nelle lavorazioni di precisione?
A causa delle sue proprietà di elevata resistenza, l'alluminio 6061-T6 è molto soggetto a difetti di criccatura durante le operazioni di stampaggio ad alto tonnellaggio. Questo metallo è completamente indurito per invecchiamento, presenta un allungamento molto basso e i grani rimangono fortemente pre-sollecitati per un periodo prolungato. LS Manufacturing elimina completamente la possibilità di cricche di stampaggio alla radice grazie a un controllo di processo estremamente preciso.
Perché i materiali presentano difetti microstrutturali
La distribuzione dei grani di alluminio ad alta resistenza è estremamente importante per la formatura del prodotto finale durante le operazioni di formatura. La lega 6061-T6, dopo l'invecchiamento, presenta grani compatti e un'elevata concentrazione di tensioni localizzate, che rendono quasi impossibile ottenere un flusso plastico uniforme . Per i materiali laminati in direzione longitudinale e trasversale, la differenza nel limite di formatura (FLD) può raggiungere anche il 15%.
Un orientamento di impacchettamento errato può essere la causa diretta di lacerazioni microscopiche da taglio . Con un controllo di processo standardizzato, è possibile eliminare efficacemente la possibilità di tali difetti di formatura, ottenere risultati di formatura stabili nella stampatura di precisione dei metalli per l'alluminio e realizzare in modo preciso lo standard di processo per il controllo della grana di stampaggio .
La nostra esperienza nei progetti di stampaggio di staffe per batterie di nuova generazione ha dimostrato che la formazione di crepe nel prodotto è determinata dall'angolo tra la direzione di laminazione del materiale e la linea di sollecitazione di flessione.
Soluzione per evitare i parametri del processo di produzione di massa
Grazie a proporzioni di processo estremamente precise, è possibile eliminare completamente il rischio di crepe. Le operazioni fondamentali prendono come riferimento gli standard professionali di calibrazione della velocità di stampaggio , in particolare specificando questi tre punti:
- Limitare rigorosamente la velocità di stampaggio , mantenendo i parametri costantemente nell'intervallo tra 15 mm/s e 25 mm/s, per evitare che il materiale si laceri a causa di un sovraccarico di stress istantaneo.
- È fondamentale avere una conoscenza precisa della forza di serraggio del premilamiera (BHF) e variare la pressione in base allo spessore della piastra per trovare un equilibrio tra le velocità di flusso plastico del materiale.
- Applicare il criterio di flessione R/t2.5 su tutta la linea per porre fine, almeno in via circostanziale, al problema della frattura dei grani dovuta a sollecitazioni di trazione estreme.
Per evitare completamente i problemi di fessurazione nello stampaggio dell'alluminio 6061-T6, è possibile usufruire di una consulenza gratuita e personalizzata sull'adattamento dei parametri di processo . Affidandosi a un servizio professionale di stampaggio dell'alluminio, è possibile sviluppare una soluzione di stampaggio su misura per risolvere alla radice il problema della fessurazione nella produzione di massa.

Figura 1: Esposizione di vari componenti in alluminio stampato, come ad esempio staffe, realizzati in lega 6061-T6.
Come eliminare il ritorno elastico nella stampatura di strutture leggere per garantire tolleranze dimensionali rigorose?
Il ritorno elastico dei pezzi e le loro deviazioni dimensionali nei prodotti stampati per strutture leggere sono causati principalmente dall'elevato modulo elastico e dalla resistenza allo snervamento del materiale . LS Manufacturing utilizza la simulazione dinamica agli elementi finiti CAE per la preimpostazione dell'angolo di compensazione della flessione inversa e una tecnologia avanzata di mantenimento della pressione servoassistita per mantenere l'errore di ritorno elastico dei pezzi a 0,5.
Mappatura dello spessore della lamiera in relazione alla quantità di ritorno elastico
Lo spessore della lamiera è uno dei parametri principali che influenzano il ritorno elastico, il quale a sua volta determina la deviazione dimensionale. Le differenze nel livello di ritorno elastico dovute ai diversi spessori della lamiera seguono inoltre uno schema ben definito. Un processo di stampaggio dell'alluminio professionale è in grado di determinare il livello di ritorno elastico in base ai parametri di spessore della lamiera, di eseguire tempestivamente le opportune compensazioni e di ottenere il miglior risultato di stampaggio grazie a una regolazione esperta della pressione di stampaggio .
| Spessore della lastra | Angolo di ritorno elastico standard | Angolo di ritorno elastico compensato | Deviazione dimensionale |
| 1,5 mm | 1,8°-2,2° | ≤0,4° | ≤0,02 mm |
| 2,0 mm | 2,2°-2,8° | ≤0,45° | ≤0,025 mm |
| 3,0 mm | 3,0°-3,5° | ≤0,5° | ≤0,03 mm |
Controllo di precisione dell'equilibrio della temperatura dello stampo
Il controllo dell'equilibrio termico dello stampo stabilizza la precisione di stampaggio mantenendo le variazioni di temperatura dello stampo, che a loro volta influenzano le variazioni di gioco, entro limiti accettabili, riducendo gli errori di ritorno elastico sia direttamente che indirettamente. Naturalmente, il controllo costante della temperatura dello stampo durante la produzione di massa è fondamentale affinché la deformazione termica non sia la causa della perdita di precisione dimensionale.
Inoltre, esaminando la progettazione dello stampo, è possibile misurare direttamente la capacità di un fornitore di realizzare stampaggi leggeri, requisito fondamentale per l'implementazione delle soluzioni più efficienti di soppressione del ritorno elastico nello stampaggio .
In breve, questo sistema di compensazione dinamica non solo permette al materiale di recuperare elasticamente gli errori, ma li compensa anche in modo proattivo, garantendo così che l'uniformità dimensionale non solo venga mantenuta, ma addirittura migliorata lotto dopo lotto di pezzi . Ed è proprio questo il fondamento tecnologico che assicura una stampatura personalizzata dell'alluminio di alta qualità.
Inserisci lo spessore della lamiera e i parametri di piegatura del tuo componente per ricevere un calcolo gratuito e preciso della compensazione del ritorno elastico , garantendo l'accuratezza dimensionale per il tuo servizio di stampaggio strutturale leggero.
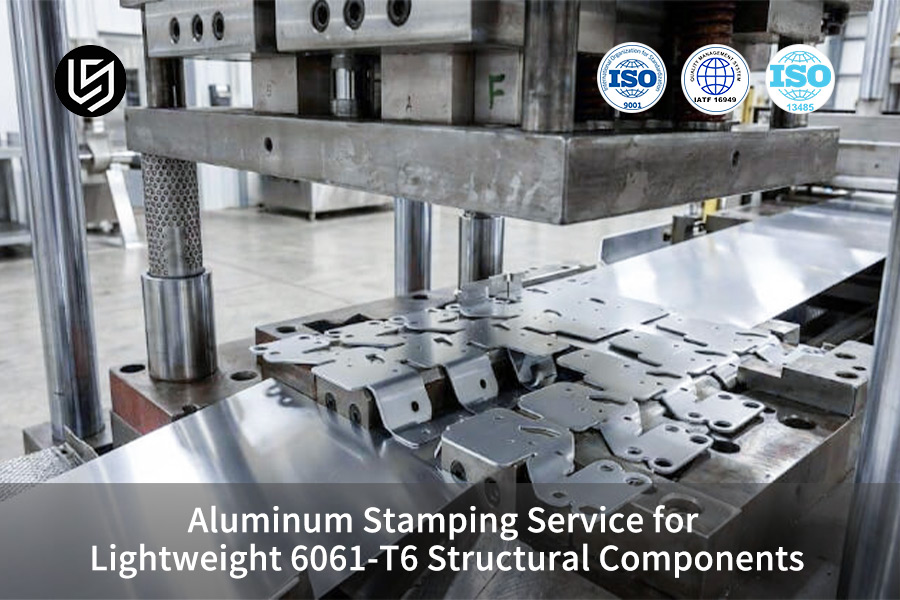
Figura 2: Diagramma tecnico che illustra la fase di preformatura OP20 in un flusso di lavoro di stampaggio dei metalli.
Qual è la distanza ottimale tra utensile e stampo per ottenere bordi puliti nella stampatura personalizzata dell'alluminio?
Nella stampatura personalizzata dell'alluminio , la precisione del gioco tra punzone e matrice è fondamentale per ottenere superfici di taglio prive di bave e che quindi non richiedono alcuna finitura secondaria . LS Manufacturing non solo abbandona l'uso dei parametri di gioco standard per la stampatura, ma crea anche parametri di gioco esclusivi per la lega 6061-T6, con conseguente miglioramento significativo della qualità della sezione e stabilizzazione della precisione del prodotto finito.
Analisi dello scenario di mancato sblocco
L'analisi dei difetti di gioco durante la stampatura contribuisce a prevenire efficacemente i difetti di qualità trasversali. Giochi molto piccoli o molto grandi causano diversi problemi di qualità e influenzano notevolmente la qualità dei componenti stampati in lega 6061. L'ottimizzazione professionale del bordo di stampaggio è un trattamento che può portare a un netto miglioramento dei difetti trasversali.
- Gioco inferiore al 10%: si verificherà un taglio secondario che non solo danneggerà lo stampo, ma lascerà anche graffi sulla sezione trasversale del pezzo.
- Spazio libero superiore al 12%: i bordi diventano ruvidi, le bave vengono stimolate più intensamente e gli angoli collassano eccessivamente; per questo motivo, è necessaria una riparazione di finitura secondaria.
Soluzione di precisione stabile e ad alto volume
L'utilizzo di inserti in carburo WC-Co in combinazione con un olio speciale per stampaggio a bassa viscosità consente di mantenere a lungo il gioco entro i limiti standard. Ciò riduce, tra l'altro, l'usura da attrito dello stampo. Inoltre, garantisce una produzione stabile della qualità della sezione trasversale tranciata durante la produzione in serie di centinaia di migliaia di pezzi , stabilizzando così la qualità di fornitura dello stampaggio di alluminio personalizzato e consentendo un controllo a lungo termine delle tolleranze di stampaggio .
Perché un fornitore di stampaggio alluminio deve controllare la temperatura dello stampo?
Durante la produzione multi-stazione, un significativo accumulo di calore nello stampo può causare problemi come l'adesione dell'alluminio e le conseguenti alterazioni della forma. Ciò può influire notevolmente sulla qualità complessiva del lotto di produzione nella fabbricazione di stampi in alluminio . LS Manufacturing ha installato un sistema di raffreddamento a circolazione con microcanali nello stampo che contribuisce a mantenere la temperatura dello stampo costante e al livello ottimale, consentendo così una produzione di massa continua.
Rischi per la qualità derivanti dai difetti di grippaggio dell'alluminio
Prevenire i difetti di grippaggio dell'alluminio è indispensabile per il controllo della qualità della produzione su larga scala. Il grippaggio dell'alluminio non solo compromette la planarità superficiale dei pezzi (Grado A), ma lascia anche graffi permanenti che causano l'immediato scarto dei pezzi e un significativo aumento dei costi di approvvigionamento occulti . Pertanto, è uno dei principali difetti della produzione di massa che i servizi di stampaggio dell'alluminio di alta qualità si impegnano a contrastare grazie a sistemi stabili di controllo del raffreddamento dello stampo.
Alcune soluzioni importanti per affrontare il problema dell'alluminio che si attacca al nucleo sono:
- Costanza della temperatura dello stampo: grazie a un sistema di raffreddamento a circolazione di microcanali, la temperatura di lavoro dello stampo viene regolata costantemente tra 28℃ e 35℃ per evitare l'adesione dell'alluminio dovuta alle alte temperature.
- Rivestimento dello stampo di qualità superiore: l'applicazione di rivestimenti antiusura a diffusione di calore CrN e TD contribuisce a ridurre il coefficiente di attrito tra lo stampo e il materiale in alluminio, prevenendo così sia l'adesione dell'alluminio che i graffi a livello del materiale .
- Metodo di lubrificazione speciale: l'utilizzo di olio per stampaggio a bassa viscosità 6061-T6 è ideale, in quanto dissipa il calore generato dallo stampaggio e mantiene precisa la superficie dei pezzi.
Confronto delle prestazioni antiadesive dei rivestimenti per stampi
Le proprietà antiadesive all'alluminio dei diversi rivestimenti variano significativamente, influenzando direttamente la durata dello stampo e la stabilità della produzione di massa:
| Tipo di rivestimento | Prestazioni di adesione anti-alluminio | Durata di usura | Scala di produzione di massa applicabile |
| Rivestimento di ossidazione ordinario | Scarsa adesione, soggetta a graffi e tendenza ad aderire all'alluminio. | ≤200.000 colpi | Prototipazione in piccoli lotti |
| Rivestimento a diffusione termica TD | Eccellente, basso tasso di adesione | ≥800.000 colpi | Produzione di massa su scala medio-grande |
| Rivestimento CrN | Eccellente, quasi nessuna adesione dell'alluminio. | ≥1.000.000 di colpi | Produzione in serie di 100.000 pezzi |
In sintesi, la duplice azione di mantenimento di una temperatura stabile e utilizzo di rivestimenti di qualità superiore è in grado di preservare l'elevata precisione dello stampo per un periodo prolungato . Di conseguenza, si previene la comparsa di difetti superficiali in una serie di pezzi. Questo è il processo industriale fondamentale del servizio standard di stampaggio di precisione dell'alluminio e migliora l'intero sistema di monitoraggio della qualità dello stampaggio .

Figura 3: Primo piano di un componente in alluminio incrinato, che illustra un potenziale cedimento durante il processo di stampaggio.
In che modo LS Manufacturing dimostra la conformità alla norma IATF 16949 nel servizio di stampaggio di precisione dell'alluminio?
L'applicazione rigorosa degli standard di produzione di livello automobilistico consente di fornire stampaggi di alluminio di precisione privi di difetti per una produzione di massa di centinaia di migliaia di pezzi. Insieme a una gestione standardizzata e alla digitalizzazione, LS Manufacturing ha creato un sistema di controllo qualità a ciclo chiuso lungo l'intero processo produttivo , con l'obiettivo di soddisfare i requisiti della norma IATF 16949 per la produzione di massa.
Norme di implementazione della doppia certificazione
L'implementazione di una certificazione di qualità implica la standardizzazione dell'intero processo di produzione di massa. Lo stabilimento applica senza eccezioni i controlli di qualità di base ISO 9001 e gli standard di livello automotive IATF 16949 , che sono più rigorosi. Ciò offre una garanzia di tracciabilità e controllo nelle diverse fasi, dall'approvvigionamento delle materie prime alla consegna dei prodotti finiti. In questo modo si realizza anche la soddisfazione della domanda di progetti personalizzati di stampaggio dell'alluminio di altissima qualità , nonché il rigoroso rispetto degli standard di corrispondenza dei materiali di stampaggio metallico .
Principali elementi di controllo per il percorso di doppia certificazione:
- Controllo della tracciabilità dell'origine dei materiali: report sui materiali e report sui test di durezza per ogni lotto di alluminio 6061-T6, che consentono la completa tracciabilità delle materie prime.
- Tracciabilità del processo produttivo: un sistema computerizzato registra i parametri di stampaggio, le condizioni dello stampo e i dati di controllo della temperatura per ogni lotto, soddisfacendo i criteri di tracciabilità della produzione di massa di livello automobilistico .
- Controllo del campionamento del prodotto finito: secondo gli standard IATF 16949, vengono effettuate ispezioni a campione sui lotti, che comprendono test completi su dimensioni critiche, precisione superficiale e proprietà meccaniche .
Meccanismo di previsione e controllo del rischio
Le cricche di stampaggio, le variazioni dimensionali, i difetti superficiali e simili vengono identificati in anticipo sulla base delle analisi delle modalità di guasto DFMEA/PFMEA . È stata introdotta un'ispezione a campione della struttura metallica 6061-T6 per verificare la coerenza delle prestazioni del materiale con gli standard di progettazione durante l'intero processo, garantendo così la produzione in serie conforme del servizio di stampaggio di precisione dell'alluminio . Infatti, la regolazione accurata dei parametri di stampaggio elimina i rischi della produzione in serie.
Figura 4: Una linea di produzione industriale per la stampatura su larga scala di componenti automobilistici in alluminio.
In che modo le variazioni di spessore della lega 6061-T6 influiscono sul costo dei componenti stampati in lega 6061?
Una delle principali cause di deviazione dimensionale e scarti nei componenti stampati in lega 6061 è la fluttuazione della tolleranza di spessore della materia prima, che comporta anche un aumento dei costi variabili di approvvigionamento. Piccole variazioni di spessore possono modificare le condizioni di stress durante lo stampaggio e causare deviazioni dimensionali del lotto . Un controllo rigoroso delle tolleranze della materia prima può prevenire tali problemi.
Costo elevato della tolleranza dei materiali
La correlazione tra i costi e le tolleranze dei materiali mostra in che misura il costo totale di approvvigionamento ne risente. Un tasso di scarto del 5% può verificarsi con i fornitori di materiali che utilizzano tolleranze standard, il che comporterà elevati costi di rilavorazione e scarto e aumenterà notevolmente il budget complessivo di approvvigionamento dei componenti stampati in lega 6061. Un'eliminazione efficiente dei difetti di stampaggio può essere raggiunta attraverso un controllo molto preciso.
Riduzione dei costi di utilizzo elevati
L'utilizzo del materiale, grazie a una raffinata ottimizzazione del nesting, è notevolmente aumentato, fino all'82%. L'elevata uniformità delle materie prime, unita a questo, consente di ridurre significativamente i costi variabili della produzione di massa . Sfruttando al meglio un sistema completo di stampaggio dell'alluminio, sarà possibile supportare i clienti non solo con budget di approvvigionamento stabili, ma anche con la stabilizzazione dei lotti di stampaggio .
Come ridurre al minimo le modifiche progettuali tramite la progettazione per la producibilità (DFM) anticipata nella stampatura personalizzata dell'alluminio?
Gli errori di progettazione iniziali comportano una grande percentuale di successive modifiche ingegneristiche nei progetti di stampaggio dell'alluminio personalizzati. Dando importanza all'analisi di producibilità DFM (Design for Manufacturing) nelle fasi iniziali, unitamente a previsioni di simulazione esperte , è possibile ridurre significativamente le modifiche ingegneristiche (ECO), aumentando così il tasso di successo delle prove stampo e l'efficienza di implementazione del progetto.
Standard di ispezione quantitativa di base DFM
Lo standard di ispezione quantitativa DFM è fondamentale per eliminare i difetti di progettazione. Attraverso un audit preliminare, può migliorare notevolmente il tasso di successo dei progetti di stampaggio dell'alluminio. Se abbinato a un'accurata ottimizzazione strutturale dello stampaggio per ottenere soluzioni di stampaggio migliori, i principali punti di ispezione sono i seguenti:
- Il rapporto minimo tra il diametro del punzone e lo spessore della lamiera deve essere almeno d/t1,0 per evitare cricche e deformazioni dovute alla punzonatura.
- Il tasso di assottigliamento per stiramento delle cavità complesse viene mantenuto al 22%, evitando così lacerazioni.
- Il calcolo preciso del valore di sovrapposizione del layout viene effettuato per massimizzare l'utilizzo del materiale e garantire la stabilità dello stampaggio.
Sistema di garanzia a ciclo completo per gli stampi
Grazie alla gestione digitale della cronologia degli stampi, si ottiene una garanzia senza riparazioni per oltre 500.000 cicli di stampaggio, con una notevole riduzione dei costi di manutenzione degli stampi e del rischio di modifiche al progetto . L'utilizzo di un sistema di produzione per lo stampaggio dell'alluminio collaudato ottimizza completamente l'efficienza di implementazione del progetto e garantisce la stabilità della produzione di stampaggio a lungo termine.
Confronto dei parametri di progetto prima e dopo l'ottimizzazione DFM
| Parametri del progetto | Nessuna pre-analisi DFM | Ottimizzazione completa della pre-analisi DFM | Effetto di miglioramento |
| Frequenza di cambio motore (ECO) | 4-6 volte/progetto | 0-1 volte/progetto | Il tasso di variazione si è ridotto di oltre l'85%. |
| Tasso di successo delle prove sulla muffa | 65%-70% | ≥95% | Ciclo di stampaggio di prova notevolmente ridotto. |
| Ciclo di realizzazione del progetto | 35-40 giorni lavorativi | 21-28 giorni lavorativi | L'efficienza delle consegne è migliorata di oltre il 30%. |
| Tasso di perdita di materiale durante lo stampaggio di prova | 8%-12% | ≤2% | Riduzione significativa dei costi di stampaggio di prova. |
Caso di studio: Progetto di rettifica del 15% di difetti di fessurazione nella stampatura delle staffe per pacchi batteria in alluminio 6061-T6
Problemi legati a una progettazione inadeguata dello stampo e al processo produttivo possono causare un'elevata frequenza di fessurazioni, un difetto comune nella stampatura di precisione dei metalli per la produzione di prodotti finiti in alluminio. Questo studio di caso affronta il problema del 15% di fessurazioni riscontrate nelle staffe per pacchi batteria in lega 6061-T6 attraverso un'accurata ottimizzazione e correzione del processo, ottenendo una produzione di massa stabile e priva di difetti.
Sfida del cliente
Un fornitore di primo livello di un produttore nordamericano di veicoli a energia alternativa stava modificando il design di una staffa della struttura di sospensione del pacco batterie, realizzata in lega 6061-T6 spessa 2,5 mm. La struttura a 90° del componente avrebbe dovuto essere in grado di resistere alle vibrazioni ad alta frequenza.
Il fornitore originale ha utilizzato la tradizionale tecnologia di piegatura per pressofusione, non adatta alle caratteristiche del materiale di stampaggio in alluminio 6061-T6, e ha trascurato il controllo preciso delle sollecitazioni di stampaggio . Ciò ha causato un tasso di microfratture da trazione del 15% sul lato interno della piegatura, con conseguente rottura dopo 5000 cicli di fatica da vibrazione. Il progetto potrebbe essere interrotto ed essere soggetto a richieste di risarcimento.
Soluzione di produzione LS
Il team di ingegneri di LS Manufacturing, dopo aver assunto l'incarico, ha effettuato un'ottimizzazione e una correzione DFM complete , che rappresentano anche l'effettiva implementazione delle nostre esclusive linee guida per la risoluzione dei problemi:
- Inizialmente, il progetto originale, ritenuto irragionevole, con un valore di R1,5 mm, fu scartato e sostituito con uno con un valore di R6,5 mm, nel rigoroso rispetto dello standard di sicurezza R/t2,5 .
- Infine, la direzione di avvolgimento della bobina di alluminio è stata modificata in modo che la linea di sollecitazione principale di flessione sia perpendicolare alla direzione delle fibre arrotolate, contrastando i difetti di anisotropia del materiale.
- Per ridurre al minimo la formazione di stress termico durante il processo di stampaggio, è stata utilizzata una formula di lubrificazione brevettata contenente il 75% di olio base, il 20% di additivo per pressioni estreme e il 5% di agente antiusura.
- Allo stesso tempo, è stata utilizzata l'esclusiva formula di usura dello stampaggio a caldo : Valore di usura = coefficiente di attrito per numero di corse dello spessore del materiale di stampaggio , prevedendo accuratamente l'usura dello stampo e garantendo la stabilità del lotto.
Risultati e valore
Dopo l'avvio della produzione di massa, la linea di stampaggio servoassistita da 400 tonnellate ha raggiunto un tasso di rottura pari allo 0% , il valore CPK del foro di posizionamento del nucleo si è mantenuto a 1,42 e il costo unitario di produzione è stato ridotto del 28% rispetto a prima, scendendo a 1,82 dollari. I pezzi hanno superato 50.000 test di vibrazione ad alta frequenza, risolvendo completamente il problema della frattura da fatica . Il cliente ha quindi ordinato 300.000 unità all'anno in esclusiva.
Questo caso dimostra chiaramente il valore della produzione di massa mediante stampaggio di precisione personalizzato per l'alluminio e offre un modello di implementazione consolidato per la produzione in serie di componenti stampati in lega 6061 di alta gamma, basato su una soluzione collaudata per l'ottimizzazione della qualità dello stampaggio . Inviateci i requisiti del vostro progetto di stampaggio di precisione per ottenere una soluzione di rettifica personalizzata simile e risolvere definitivamente i problemi di cricche e difetti dimensionali dei pezzi.

FAQ
D1: Qual è la quantità minima d'ordine (MOQ) per il vostro servizio di stampaggio personalizzato dell'alluminio presso LS Manufacturing?
Per i componenti strutturali leggeri in lega 6061-T6, possiamo fornire campioni prototipo a partire da un singolo pezzo , utilizzando una struttura di assemblaggio rapido con stampo morbido per una prototipazione veloce. Per ordini di produzione in serie con stampaggio progressivo, si consiglia un ordine minimo di 2000 pezzi per coprire i costi di sviluppo dello stampo e ottenere il miglior prezzo unitario.
D2: In che modo LS Manufacturing garantisce che la tempra T6 dell'alluminio 6061 non venga compromessa durante la stampatura di precisione dei metalli?
Tutte le operazioni vengono eseguite mediante un processo fisico di stampaggio a freddo, accompagnato da un sistema di lubrificazione separato ad alta dissipazione di calore. La temperatura dei pezzi viene portata al di sotto dei 45°C, in modo che la struttura metallografica iniziale della lega 6061-T6 non venga in alcun modo danneggiata e le proprietà del materiale, come il carico di snervamento e la durezza, rimangano intatte.
D3: Il vostro processo di stampaggio dell'alluminio è in grado di supportare la progettazione di componenti strutturali leggeri complessi in 3D?
È in grado di produrre in serie la formatura di componenti strutturali 3D complessi. Grazie a una linea di produzione di stampaggio progressivo multistazione e servoassistita da 600 tonnellate, è possibile eseguire una serie di operazioni combinate come imbutitura profonda, punzonatura e indentazione , in modo da soddisfare i requisiti di lavorazione di componenti ad alta rigidità, con curve complesse e di elevata leggerezza.
D4: Quali opzioni di trattamento superficiale sono disponibili dopo il processo di stampaggio dell'alluminio 6061-T6?
Oltre all'anodizzazione dura, offriamo sabbiatura a livello micrometrico, ossidazione chimicamente conduttiva e lucidatura elettroforetica anticorrosione. Ogni finitura viene realizzata con misurazione dello spessore del film e test in nebbia salina , raggiungendo gli standard di qualità del settore automobilistico e militare.
D5: In che modo il vostro personale tecnico controlla i tempi di consegna degli stampi per progetti di stampaggio di alluminio personalizzati ad alto volume?
Controlliamo i tempi di consegna degli stampi grazie al nostro sistema proprietario di progettazione digitale e all'officina di lavorazione CNC, che ci consentono un rapido feedback DFM (Design for Manufacturing) e cicli di prototipazione in 7-10 giorni lavorativi . Per gli stampi progressivi di grandi volumi, il processo, dalla progettazione alla consegna del primo pezzo, è ben pianificato e controllato entro 21-28 giorni lavorativi .
D6: Qual è la durata media di un utensile per uno stampo progressivo utilizzato per componenti stampati in alluminio 6061?
I componenti degli stampi sono realizzati con le migliori materie prime importate, tra cui carburo cementato e acciaio rapido, ulteriormente trattati con un trattamento criogenico ultra-profondo e un rivestimento TD. In questo modo, un singolo stampo può avere una durata di servizio stabile e affidabile compresa tra 500.000 e 1.000.000 di cicli , risultando in grado di supportare operazioni di produzione su larga scala a lungo termine.
D7: In che modo LS Manufacturing protegge i miei progetti proprietari e la mia proprietà intellettuale (PI) durante la fase di gara per la stampatura personalizzata dell'alluminio?
Un'opzione è quella di firmare un NDA, un accordo di riservatezza bilaterale legalmente vincolante, prima di divulgare informazioni. Il server della nostra azienda è dotato di un metodo di gestione gerarchica crittografato. In questo modo, i disegni 2D/3D sono rigorosamente controllati dal sistema di gestione per prevenire accessi non autorizzati e la divulgazione dei disegni, il che può essere considerato una protezione completa della proprietà intellettuale dei nostri clienti.
D8: Come posso ottenere un preventivo accurato per la produzione di stampaggio di alluminio personalizzato e quanto tempo ci vuole?
Per ottenere un preventivo accurato, è necessario innanzitutto caricare i disegni tecnici 2D/3D dei pezzi, specificando la dimensione del lotto e i requisiti di trattamento superficiale. I nostri esperti tecnici vi forniranno quindi un preventivo dettagliato e trasparente, comprensivo di costi di stampaggio e costo unitario, entro 24 ore.
Riepilogo
La stampatura di precisione della lega di alluminio 6061-T6 è ben lontana da una normale operazione di produzione. Si tratta di un processo ingegneristico complesso e ben ponderato che integra la micromeccanica del materiale, la previsione tramite simulazione e la produzione di stampi di precisione. I problemi industriali come la fessurazione dei pezzi, il ritorno elastico dimensionale e le bave eccessive sono fondamentalmente difetti involontari derivanti dall'incompatibilità tra i parametri di processo e le proprietà del materiale.
Grazie alla sapiente combinazione di raggi di curvatura, tolleranze di tranciatura dinamiche, controllo costante della temperatura dello stampo e sistemi di controllo qualità di livello automobilistico, è possibile risolvere completamente la difficoltà intrinseca della produzione in serie di stampaggi in lega di alluminio leggera , offrendo così vantaggi sia in termini di resistenza strutturale che di leggerezza.
Servizi di stampaggio di precisione dell'alluminio di alta qualità rappresentano il primo passo per aiutare le filiere produttive di fascia medio-alta ad affrontare i rischi di qualità, minimizzare i costi nascosti e garantire la stabilità delle consegne, diventando così uno dei pilastri fondamentali per la realizzazione dei progetti. I difetti di processo non devono essere un motivo per cui l'avanzamento del progetto subisca rallentamenti o perda gradualmente i profitti della filiera ; grazie a soluzioni tecniche specializzate, è possibile realizzare una produzione di massa a zero difetti e con la massima conformità.
Oggi puoi usufruire gratuitamente di un esclusivo servizio di valutazione della conformità dei disegni DFM (Design for Manufacturing). Che si tratti di componenti per telai automobilistici, staffe strutturali automatizzate o alloggiamenti elettronici di precisione, carica i tuoi disegni CAD e ricevi un report di fattibilità di lavorazione su misura entro 24 ore, per garantirti la migliore soluzione di stampaggio.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione, stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


