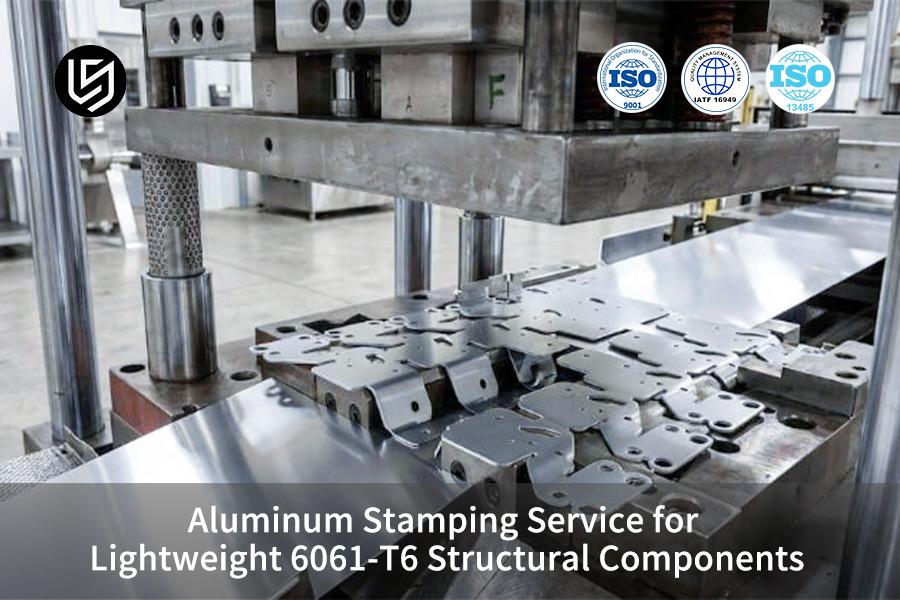
El servicio de estampado de aluminio es el principal método de procesamiento utilizado para componentes ligeros de alta gama y resuelve los principales problemas de las aleaciones de aluminio 6061-T6, como el agrietamiento, el excesivo efecto de recuperación elástica y las rebabas innecesarias . El servicio puede garantizar una tolerancia angular de 0,5 para las piezas, una altura de rebabas de 0,03 mm y un tamaño de lote CPK de 1,33. Principalmente debido a la demanda de producción a gran escala de equipos de nueva energía y automatización, el estampado de aluminio viene con procesos especiales para abordar el problema de la alta relación resistencia-límite elástico del 6061-T6, por lo que puede superar la tasa de rendimiento del estampado tradicional, ofrecer una entrega sin defectos para cientos de miles de piezas y eliminar por completo los costos de procesamiento secundario .
Actualmente, la compra de componentes estructurales ligeros en los sectores de energías renovables y automatización industrial suele presentar problemas, ya que las piezas estampadas de 6061-T6 son muy propensas a diversos defectos de calidad. La principal razón es la elevada resistencia a la fluencia del material y su menor deformación plástica . Además, la mayoría de las fábricas convencionales carecen de la capacidad para desarrollar procesos personalizados adecuados. Por ello, el consolidado sistema tecnológico de LS Manufacturing se ilustra en detalle con soluciones de mecanizado de precisión que proporcionan a los compradores criterios prácticos para la evaluación de proveedores.
Tecnología de estampado de aluminio 6061-T6: parámetros clave y conclusiones principales
En este capítulo, hemos recopilado las principales características técnicas del estampado de aluminio 6061-T6 y los resultados experimentales de su producción. El conjunto completo de datos proviene de pruebas de producción en masa y puede utilizarse como referencia principal para la selección de proveedores en el proceso de adquisición.
| Dimensiones técnicas | Estándares de la industria | Estándares de medición reales de LS Manufacturing | Beneficios para el cliente |
| Tolerancia de recuperación elástica angular | ±1,5° | ±0,5° | Elimina los fallos por desalineación en el montaje. |
| Radio de curvatura limitado | R/t≥2.0 | R/t≥2,5 | Elimina por completo el agrietamiento por tracción. |
| Estabilidad dimensional del lote | CPK≥1.0 | CPK≥1,33 | Entrega estable a nivel de 100.000 unidades. |
| Altura máxima de la fresa | ≤0,08 mm | ≤0,03 mm | Elimina el proceso de desbarbado secundario. |
| Rango de control de temperatura del molde | No se requiere control preciso | 28℃-35℃ | Evita la adherencia del aluminio y los defectos superficiales. |
Conclusiones clave
- Sin errores de recuperación elástica: utilizamos la tecnología de compensación de recuperación elástica del molde totalmente servoaccionado para garantizar que la tolerancia angular de las piezas estructurales de 6061-T6 se controle con gran precisión dentro de 0,5°.
- Fabricación de piezas sin grietas: Mediante la aplicación del estándar de diseño fundamental que establece que el radio de curvatura R/t debe ser de al menos 2,5, se ha eliminado por completo la aparición de grietas por tracción.
- Envío de alta conformidad: La dimensión clave CPK 1.33 nos permite entregar más de 100.000 piezas sin rebabas, lo que resulta en un nivel muy alto de conformidad con las normas de envío.
¿Por qué elegir el servicio de estampado de aluminio de LS Manufacturing para la fabricación de componentes estructurales de precisión?
La clave de la fabricación profesional de piezas estampadas de aluminio reside en un sistema de procesos controlable y en la estabilidad de la producción en masa, más que en un único equipo que solo ofrece ventajas. LS Manufacturing utiliza datos medidos y un sistema que cumple con la normativa para ayudar a resolver los problemas comunes de la industria en la producción en masa.
En mi experimento de estampado por lotes de tres meses, el 80 % o más de los problemas de calidad en el estampado de aluminio 6061-T6 se debieron a parámetros de molde incompatibles y a la ausencia de un sistema de control de temperatura de circuito cerrado . Este es un problema generalizado en la industria, y nuestro equipo lo ha verificado nuevamente durante la implementación. Contamos con un sistema de procesos que sigue estrictamente la norma SAE J1113-2020 de conformado de metales de precisión y abarca desde la selección del material hasta el control de calidad de la producción en masa .
Tras consultar las prácticas del sector, decidimos abandonar los procesos de estampado tradicionales y generales, y diseñamos parámetros exclusivos que se adaptan a las características del material 6061-T6. No solo cumplimos con las normas de procesamiento de aleaciones de aluminio ASTM B98/B98M-21 , sino que también prevemos los riesgos de deformación mediante simulación CAE e incluimos un sistema de control de calidad conforme a la norma IATF 16949 que aborda a la perfección los tres problemas más comunes: agrietamiento, recuperación elástica y rebabas .
Gracias a la tecnología patentada de recubrimiento de moldes y a las soluciones de cálculo de holgura dinámica, el índice de desperdicio en las piezas estampadas por el cliente se mantiene en tan solo un 0,5 %, lo que reduce drásticamente los costes ocultos de adquisición. Reciba un informe técnico exclusivo y gratuito sobre un caso práctico de estampado de precisión para verificar rápidamente la adaptabilidad a la producción en masa de los servicios de estampado de aluminio y evaluar con precisión la viabilidad del proyecto.

¿Por qué el estampado de aluminio 6061-T6 es propenso a agrietarse en operaciones de precisión?
Debido a sus propiedades de alta resistencia, el estampado de aluminio 6061-T6 es muy susceptible a defectos de agrietamiento durante operaciones de estampado de alto tonelaje. Este metal está completamente endurecido por envejecimiento, tiene una elongación muy baja y sus granos permanecen altamente pretensados durante un período prolongado. LS Manufacturing elimina por completo la posibilidad de grietas de estampado desde su origen mediante un control de proceso extremadamente preciso.
¿Por qué los materiales presentan defectos microestructurales?
La distribución de los granos de aluminio de alta resistencia es crucial para dar forma al producto final durante las operaciones de conformado. El 6061-T6, tras el endurecimiento por envejecimiento, presenta granos muy compactos y una alta tensión localizada que dificulta enormemente la obtención de un flujo plástico uniforme . En el caso de materiales laminados longitudinal y transversalmente, la diferencia en el límite de conformado (FLD) puede llegar incluso al 15 %.
La dirección de empaquetado incorrecta puede ser la causa directa de desgarros por cizallamiento microscópicos . Con un control de procesos estandarizado, se puede eliminar eficazmente la posibilidad de tales defectos de conformado, obtener resultados de conformado estables en el estampado de precisión de aluminio y llevar a cabo de manera precisa el control del grano del proceso de estampado .
Nuestra experiencia en los proyectos de estampado de soportes para baterías de nueva energía ha demostrado que la aparición de grietas en el producto está determinada por el ángulo entre la dirección de laminación del material y la línea de tensión de flexión.
Solución para evitar parámetros en procesos de producción en masa
Mediante proporciones de proceso muy precisas, se pueden eliminar por completo los riesgos de agrietamiento. Las operaciones fundamentales toman como referencia los estándares profesionales de calibración de velocidad de estampado , estipulando en particular estos tres puntos:
- Limite drásticamente la velocidad de estampado , manteniendo los parámetros constantemente en el rango de 15 mm/s a 25 mm/s, para evitar que el material se rompa debido a una sobrecarga de tensión instantánea.
- Es fundamental conocer con precisión la fuerza de sujeción de la chapa (BHF) y modificar la presión en función del espesor de la placa para lograr un equilibrio entre las velocidades de flujo plástico del material.
- Aplicar el criterio de flexión R/t2.5 de forma generalizada para poner fin, en la medida de lo posible, al problema de la fractura del grano debido a la tensión de tracción extrema.
Para evitar por completo los problemas de agrietamiento en el estampado de aluminio 6061-T6, puede recibir una consulta personalizada y gratuita sobre la adaptación de los parámetros del proceso . Gracias a nuestro servicio profesional de estampado de aluminio, podemos desarrollar una solución a medida para resolver de raíz el problema del agrietamiento en la producción en masa.

Figura 1: Muestra de diversas piezas estampadas de aluminio, como soportes, fabricadas con aleación 6061-T6.
¿Cómo eliminar el efecto de recuperación elástica en el estampado estructural ligero para garantizar tolerancias dimensionales estrictas?
La recuperación elástica de las piezas y sus desviaciones dimensionales con respecto a los productos de estampado estructural ligero se deben principalmente al alto módulo de elasticidad y límite elástico del material . LS Manufacturing utiliza la simulación dinámica de elementos finitos CAE para el preajuste del ángulo de compensación de flexión inversa y una avanzada tecnología de sujeción de presión servoaccionada para mantener el error de recuperación elástica de las piezas en 0,5.
Mapeo del espesor de la lámina a la cantidad de recuperación elástica
El espesor de la lámina es uno de los parámetros principales que influyen en la recuperación elástica, la cual, en última instancia, provoca desviaciones dimensionales. Las diferencias en la recuperación elástica debidas a distintos espesores de lámina siguen un patrón conocido. Un proceso profesional de estampado de aluminio permite determinar la recuperación elástica en función del espesor de la lámina, realizar las compensaciones necesarias de forma oportuna y lograr el mejor resultado de moldeo mediante el ajuste experto de la presión de estampado .
| Espesor de la lámina | Ángulo de recuperación elástica estándar | Ángulo de recuperación elástica compensado | Desviación dimensional |
| 1,5 mm | 1,8°-2,2° | ≤0,4° | ≤0,02 mm |
| 2,0 mm | 2,2°-2,8° | ≤0,45° | ≤0,025 mm |
| 3,0 mm | 3,0°-3,5° | ≤0,5° | ≤0,03 mm |
Control de precisión del equilibrio de temperatura del troquel
El control del equilibrio de temperatura de la matriz estabiliza la precisión del estampado al mantener constantes los cambios de temperatura, que a su vez reflejan variaciones en la holgura y, por consiguiente, los errores de recuperación elástica, tanto de forma directa como indirecta. Por supuesto, controlar la temperatura de la matriz en todo momento durante la producción en masa es crucial para evitar que la deformación térmica provoque una pérdida de precisión dimensional.
Además, al revisar el diseño del troquel, se puede medir directamente la capacidad de un proveedor para el estampado ligero, lo cual es un requisito para la implementación de las soluciones más eficientes para la supresión del efecto de recuperación elástica en el estampado .
En resumen, este sistema de compensación dinámica corrige los errores de recuperación elástica del material y, además, los compensa de forma proactiva, lo que significa que la uniformidad dimensional no solo se mantiene, sino que incluso mejora lote tras lote de piezas . Este es, de hecho, el fundamento tecnológico que garantiza un estampado de aluminio personalizado de alta calidad.
Introduzca el espesor de la chapa de su pieza y los parámetros de plegado para recibir un cálculo gratuito y preciso de la compensación de la recuperación elástica , lo que garantiza la exactitud dimensional para su servicio de estampado estructural ligero.
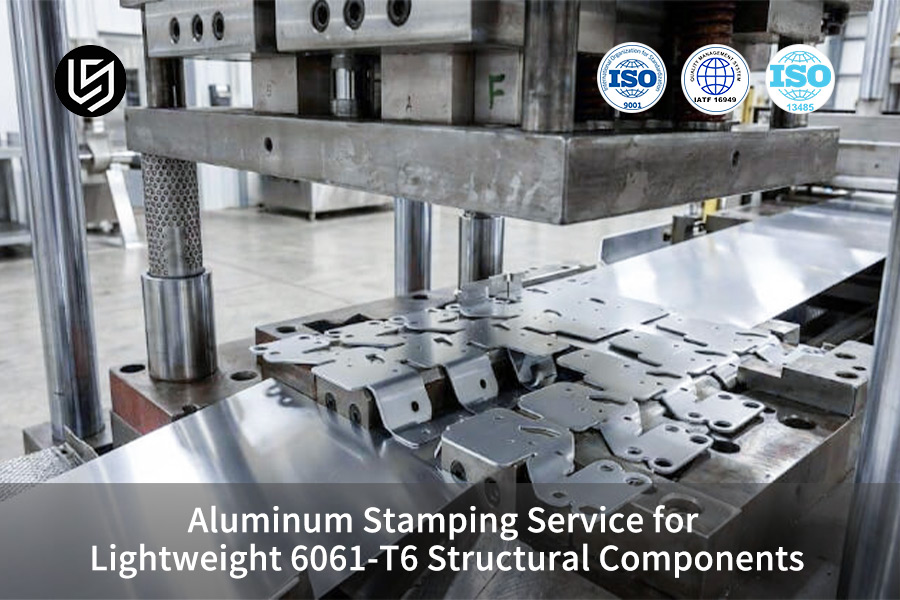
Figura 2: Diagrama técnico que ilustra la etapa de preformado OP20 en un proceso de estampado de metales.
¿Cuál es la holgura óptima de la herramienta para obtener bordes limpios en el estampado de aluminio a medida?
En el estampado de aluminio a medida , la precisión en la holgura entre el punzón y la matriz es fundamental para obtener superficies de corte sin rebabas y, por lo tanto, sin necesidad de acabados secundarios . LS Manufacturing no solo elimina los parámetros de holgura de estampado estándar, sino que también crea parámetros de holgura exclusivos para la aleación 6061-T6, lo que se traduce en una mejora sustancial de la calidad de la sección y una mayor precisión en el producto final.
Análisis de escenarios de fallos de autorización
El análisis de las fallas de holgura en el estampado ayuda a prevenir eficazmente los defectos de calidad en la sección transversal. Las holguras muy pequeñas o muy grandes provocan diversos problemas de calidad y tienen una gran influencia en la calidad de los componentes estampados de 6061. La optimización profesional del borde de estampado es un tratamiento que puede resultar en una mejora notable de los defectos de la sección transversal.
- Holgura inferior al 10%: Se producirá un cizallamiento secundario que no solo daña el molde, sino que también deja arañazos en la sección transversal de la pieza.
- Holgura superior al 12%: Los bordes se vuelven ásperos, las rebabas se acentúan y las esquinas se deforman excesivamente; por ello, se requiere un acabado secundario.
Solución de precisión estable y de alto volumen
El uso de insertos de molde de carburo WC-Co junto con aceite de estampado especial de baja viscosidad permite mantener la holgura en el nivel estándar durante un largo período. Esto reduce, entre otras cosas, el desgaste por fricción del molde. Además, garantiza una producción estable de la calidad de la sección transversal cortada durante la fabricación de unidades de producción en masa de cientos de miles , lo que estabiliza la calidad de entrega del estampado de aluminio personalizado y permite un control de tolerancia de estampado a largo plazo .
¿Por qué un proveedor de fabricación de piezas estampadas de aluminio debe controlar la temperatura del troquel?
Durante la producción continua en múltiples estaciones, una acumulación significativa de calor en el troquel puede causar problemas como la adherencia del aluminio y las consiguientes deformaciones. Esto puede afectar gravemente la calidad general del lote de producción en la fabricación de estampados de aluminio . LS Manufacturing ha instalado un sistema de refrigeración por microcanales que mantiene la temperatura del troquel constante y en su nivel óptimo, lo que permite una producción en masa continua.
Peligros para la calidad derivados de los defectos de desgaste por fricción en el aluminio
Prevenir los defectos de desgaste por fricción del aluminio es indispensable para controlar la calidad de la producción a gran escala. Este desgaste no solo deteriora la planitud de la superficie de las piezas (Grado A), sino que también deja arañazos permanentes que obligan a desecharlas de inmediato y generan un aumento significativo en los costos ocultos de adquisición . Por lo tanto, es uno de los principales defectos de la producción en masa que los servicios de estampado de aluminio de alta calidad combaten mediante sistemas de control de enfriamiento de matrices estables.
Algunas de las principales soluciones para abordar el problema de que el aluminio se adhiera a su núcleo son:
- Consistencia de la temperatura del molde: Gracias a un sistema de refrigeración por circulación de microcanales, la temperatura de trabajo del molde se regula constantemente entre 28 ℃ y 35 ℃ para evitar que el aluminio se adhiera debido a las altas temperaturas.
- Recubrimiento superior del molde: La aplicación de recubrimientos resistentes al desgaste por difusión de calor CrN y TD reduce el coeficiente de fricción entre el molde y el material de aluminio, evitando así tanto la adhesión del aluminio como los arañazos a nivel del material .
- Método de lubricación especial: Lo ideal es utilizar aceite de estampado de baja viscosidad 6061-T6, que al mismo tiempo disipa el calor del estampado y mantiene la precisión de la superficie de las piezas.
Comparación del rendimiento antiadherente de los recubrimientos para moldes
Las propiedades antiadherentes al aluminio de los diferentes recubrimientos varían significativamente, lo que determina directamente la vida útil del molde y la estabilidad de la producción en masa:
| Tipo de recubrimiento | Rendimiento de adhesión antialuminio | Wear Life | Escala de producción en masa aplicable |
| Recubrimiento de oxidación ordinaria | De mala calidad, propenso a la adherencia del aluminio y a los arañazos. | ≤200.000 derrames cerebrales | Prototipado en lotes pequeños |
| Recubrimiento de difusión de calor TD | Excelente tasa de adhesión baja | ≥800.000 accidentes cerebrovasculares | Producción en masa de mediana a gran escala |
| Recubrimiento de CrN | Excelente, casi sin adherencia de aluminio. | ≥1.000.000 de accidentes cerebrovasculares | Producción en masa de 100.000 unidades. |
En resumen, la doble acción de mantener una temperatura estable y utilizar recubrimientos de alta calidad permite preservar la precisión del molde durante un período prolongado . Como resultado, se evitan defectos superficiales en una serie de piezas. Este es el proceso industrial fundamental del servicio estándar de estampado de aluminio de precisión, y optimiza todo el sistema de control de calidad del estampado .

Figura 3: Primer plano de un componente de aluminio agrietado, que ilustra un posible fallo en el proceso de estampado.
¿Cómo demuestra LS Manufacturing el cumplimiento de la norma IATF 16949 en su servicio de estampado de aluminio de precisión?
Los estrictos estándares de producción propios de la industria automotriz permiten suministrar piezas estampadas de aluminio de precisión y sin defectos para la producción en masa de cientos de miles de unidades. Junto con una gestión estandarizada y el procesamiento digital, LS Manufacturing ha creado un sistema de control de calidad de circuito cerrado a lo largo de todo el proceso de producción , con el objetivo de cumplir con los requisitos de la norma IATF 16949 para la producción en masa.
Normas de implementación de la doble certificación
Implementar una certificación de calidad implica estandarizar todo el proceso de producción en masa. La fábrica aplica sin excepción el control de calidad básico ISO 9001 y los estándares de grado automotriz IATF 16949 , que son más rigurosos. Esto garantiza la trazabilidad y el control en las distintas etapas, desde la recepción de las materias primas hasta la entrega de los productos terminados. De esta manera, se logra satisfacer la demanda de proyectos personalizados de estampado de aluminio de la más alta calidad , y se cumplen estrictamente los estándares de compatibilidad de los materiales de estampado metálico .
Elementos de control principales para el pedigrí de doble certificación:
- Control de seguimiento del origen del material: Informes de materiales e informes de pruebas de dureza para cada lote de aluminio 6061-T6, lo que permite una trazabilidad completa de la materia prima.
- Trazabilidad del proceso de fabricación: Un sistema informatizado registra los parámetros de estampado, las condiciones del molde y los datos de control de temperatura para cada lote, cumpliendo con los criterios de trazabilidad de la producción en masa de grado automotriz .
- Control de muestreo del producto terminado: De acuerdo con las normas IATF 16949, se realizan inspecciones de muestreo por lotes, que abarcan pruebas completas de dimensiones críticas, precisión de la superficie y propiedades mecánicas .
Mecanismo de previsión y control de riesgos
Las grietas en el estampado, las variaciones dimensionales, los defectos superficiales y otros problemas similares se identifican de antemano mediante análisis de modos de falla DFMEA/PFMEA . Se implementó una inspección por muestreo de la estructura metálica 6061-T6 para verificar la consistencia del rendimiento del material con los estándares de diseño durante todo el proceso, asegurando así la producción en masa conforme a las normas para el servicio de estampado de aluminio de precisión . De hecho, el ajuste preciso de los parámetros de estampado elimina los riesgos de la producción en masa.
Figura 4: Línea de producción industrial que estampa componentes automotrices de aluminio a gran escala.
¿Cómo afecta la variación del calibre del 6061-T6 al coste de los componentes estampados de 6061?
Una de las principales causas de desviación dimensional y pérdidas por desperdicio en los componentes estampados de aluminio 6061 es la fluctuación en la tolerancia del espesor de la materia prima, lo que también incrementa los costos variables de adquisición. Pequeñas variaciones en el espesor pueden alterar las condiciones de tensión durante el estampado y provocar la desviación dimensional del lote . Un control estricto de las tolerancias de la materia prima puede prevenir estos problemas.
Costo de tolerancia de material elevada
La correlación entre la tolerancia del material y el costo muestra cuánto afecta al costo total de adquisición. Una tasa de desperdicio del 5 % puede ocurrir con proveedores que utilizan materiales de tolerancia estándar, lo que conlleva altos costos de retrabajo y desperdicio, e incrementa considerablemente el presupuesto total de adquisición de los componentes estampados de aluminio 6061. La eliminación eficiente de defectos de estampado se logra mediante un control muy preciso.
Reducción de costos de alta utilización
La utilización de materiales mediante la optimización del anidamiento se incrementa notablemente, hasta un 82 %. Gracias a la alta consistencia de las materias primas, se pueden reducir considerablemente los costes variables de la producción en masa . Al aprovechar al máximo un sistema de fabricación de estampado de aluminio totalmente desarrollado, se podrá ofrecer a los clientes no solo presupuestos de aprovisionamiento estables, sino también una mayor estabilidad en el estampado por lotes .
¿Cómo minimizar los cambios de ingeniería mediante el diseño para la fabricación (DFM) temprano en el estampado de aluminio personalizado?
Los errores de diseño iniciales generan una gran proporción de cambios de ingeniería posteriores en proyectos de estampado de aluminio a medida. Al dar importancia al análisis de la fabricabilidad DFM en las primeras etapas, junto con la simulación experta de pronósticos , se pueden reducir considerablemente los cambios de ingeniería (ECO) para aumentar la tasa de éxito de las pruebas de moldes y la eficiencia de la implementación del proyecto.
Estándares básicos de inspección cuantitativa de DFM
El estándar de inspección cuantitativa DFM es fundamental para eliminar fallos de diseño. Mediante una auditoría previa al proceso, puede mejorar significativamente la tasa de éxito de los proyectos de implementación de servicios de estampado de aluminio. En combinación con una optimización estructural precisa del estampado para obtener mejores soluciones de moldeo, los principales puntos de inspección son los siguientes:
- La relación mínima entre el diámetro del punzón y el espesor de la placa debe ser de al menos d/t1,0 para evitar grietas y deformaciones por punzonado.
- La tasa de adelgazamiento por estiramiento de las cavidades complejas se mantiene en un 22%, evitando así el desgarro.
- El cálculo exacto del valor de superposición del diseño se realiza para maximizar la utilización del material y garantizar la estabilidad del moldeo.
Sistema de garantía de ciclo completo para moldes
Gracias a la gestión digital del historial de moldes, se obtiene una garantía sin necesidad de reparaciones tras más de 500 000 ciclos de estampado, lo que supone una gran reducción en los costes de mantenimiento de los moldes y en el riesgo de cambios en el proyecto . El uso de un sistema de fabricación de estampado de aluminio con experiencia optimizará por completo la eficiencia de la ejecución del proyecto y garantizará la estabilidad de la producción de estampado a largo plazo.
Comparación de los parámetros del proyecto antes y después de la optimización DFM.
| Parámetros del proyecto | Sin análisis previo de DFM | Optimización completa del preanálisis DFM | Efecto de mejora |
| Frecuencia de cambio de motor (ECO) | 4-6 veces/proyecto | 0-1 veces/proyecto | La tasa de cambio se redujo en más del 85%. |
| Tasa de éxito de las pruebas de moho | 65%-70% | ≥95% | Ciclo de moldeo de prueba significativamente más corto. |
| Ciclo de entrega del proyecto | 35-40 días laborables | 21-28 días laborables | La eficiencia de las entregas mejoró en más del 30 %. |
| Tasa de pérdida de material en el moldeo de prueba | 8%-12% | ≤2% | Coste de moldeo de prueba significativamente reducido. |
Caso práctico: Proyecto de rectificación de un defecto de agrietamiento del 15 % en el estampado del soporte del paquete de baterías de aluminio 6061-T6
Los problemas derivados de un diseño inadecuado del molde y del proceso de fabricación pueden provocar fisuras de alta frecuencia, un defecto común en el estampado de precisión de metales para productos de aluminio. Este estudio de caso aborda un defecto de fisuración del 15 % en el soporte del paquete de baterías de 6061-T6 mediante una optimización y rectificación exhaustivas del proceso, logrando una producción en masa estable y sin defectos.
Desafío del cliente
Un proveedor de primer nivel de un fabricante norteamericano de vehículos de nueva energía estaba modificando el diseño de un soporte de la estructura de suspensión de un paquete de baterías de 6061-T6 de 2,5 mm de espesor. La estructura de flexión de 90 grados del componente debía ser capaz de resistir las vibraciones de alta frecuencia.
El proveedor original utilizó la tecnología tradicional de doblado por fundición a presión, que no se ajustaba a las características del aluminio estampado 6061-T6 y no permitía un control preciso de la tensión de estampado . Esto provocó una tasa de fisuración por tracción microscópica del 15 % en la cara interna de doblado, lo que resultó en una fractura tras 5000 ciclos de fatiga por vibración. El proyecto podría detenerse y dar lugar a reclamaciones.
Solución de fabricación LS
Tras asumir el control, el equipo de ingeniería de LS Manufacturing llevó a cabo una optimización y rectificación completas del DFM , lo que también constituye la implementación efectiva de nuestras exclusivas directrices de resolución de problemas:
- Al principio, el diseño original e irrazonable de R1,5 mm fue descartado y cambiado a R6,5 mm, siguiendo estrictamente el estándar de seguridad de R/t2,5 .
- Por último, se modificó la dirección de disposición de la bobina de aluminio para que la línea de tensión principal de flexión fuera perpendicular a la dirección de las fibras laminadas, contrarrestando así los defectos de anisotropía del material.
- Se utilizó una fórmula de lubricación patentada que contenía un 75 % de aceite base, un 20 % de aditivo de extrema presión y un 5 % de agente antidesgaste para minimizar la formación de tensiones térmicas durante el proceso de estampado.
- Al mismo tiempo, se utilizó la fórmula exclusiva de desgaste del troquel de estampado : Valor de desgaste = coeficiente de fricción por número de carrera del espesor del material de estampado , prediciendo con precisión el desgaste del troquel y eso significa proporcionar estabilidad del lote.
Resultados y valor
Tras la puesta en marcha del proyecto para la producción en masa, la línea de producción de estampado servoaccionado de 400 toneladas alcanzó una tasa de fisuración del 0% , el valor CPK del orificio de posicionamiento del núcleo se mantuvo en 1,42 y el coste unitario de fabricación se redujo un 28% con respecto al anterior, situándose en 1,82 dólares. Las piezas superaron las 50 000 pruebas de vibración de alta frecuencia, solucionando por completo el problema de la fractura por fatiga . Posteriormente, el cliente realizó un pedido de 300 000 unidades anuales.
Este caso demuestra claramente el valor de la producción en masa mediante el estampado de precisión personalizado de aluminio y ofrece un modelo de implementación consolidado para la producción en masa de componentes estampados de alta gama de aluminio 6061, basado en una solución de optimización de la calidad del estampado ya establecida. Envíe los requisitos de su proyecto de estampado de precisión para obtener una solución de rectificación personalizada similar y resolver por completo los problemas de agrietamiento y defectos dimensionales en las piezas.

Preguntas frecuentes
P1: ¿Cuál es la cantidad mínima de pedido (MOQ) para su servicio de estampado de aluminio personalizado en LS Manufacturing?
Para componentes estructurales ligeros de 6061-T6, podemos proporcionar muestras prototipo a partir de una sola pieza , utilizando una estructura de molde flexible de ensamblaje rápido para la creación de prototipos ágiles. Para pedidos de estampado progresivo en serie, se recomienda un pedido mínimo de 2000 piezas para cubrir los gastos de desarrollo del molde y obtener el mejor precio por pieza.
P2: ¿Cómo garantiza LS Manufacturing que el temple T6 del aluminio 6061 no se vea comprometido durante el estampado de precisión de metales para aluminio?
Todas las operaciones se realizan mediante el proceso físico de estampado en frío, acompañado de un sistema de lubricación independiente de alta disipación de calor. La temperatura de las piezas se limita a menos de 45 °C, de modo que la estructura metalográfica inicial del 6061-T6 no se vea afectada y las propiedades del material, como el límite elástico y la dureza, permanezcan intactas.
P3: ¿Su proceso de fabricación de estampado de aluminio admite el diseño de piezas estructurales ligeras 3D complejas?
Es capaz de producir en serie el conformado de piezas estructurales 3D complejas. Con la ayuda de una línea de producción de troquelado progresivo multiestación y estampado servoaccionado de 600 toneladas, es posible realizar una serie de operaciones combinadas como embutición profunda, punzonado y hendidura , cumpliendo así con los requisitos de procesamiento de piezas de alta rigidez, curvatura compleja y peso ligero.
P4: ¿Qué opciones de tratamiento superficial están disponibles una vez finalizado el servicio de estampado de aluminio 6061-T6?
Además del anodizado duro, ofrecemos arenado a nivel micrométrico, oxidación químicamente conductora y pulido electroforético resistente a la corrosión. Cada acabado se realiza con medición del espesor de la película y prueba de niebla salina , cumpliendo con los estándares de calidad de la industria automotriz y militar.
P5: ¿Cómo controla su personal técnico el plazo de entrega de las herramientas para proyectos de estampado de aluminio personalizados de alto volumen?
Controlamos el tiempo de entrega de las herramientas mediante nuestro diseño digital de moldes propio y nuestro taller de mecanizado CNC, que ofrece retroalimentación rápida de DFM y ciclos de prototipos de moldes en 7-10 días hábiles . Para matrices progresivas de gran volumen, se trata de un proceso bien planificado y controlado, desde el diseño hasta la entrega de la primera pieza , en un plazo de 21-28 días hábiles .
P6: ¿Cuál es la vida útil promedio de una matriz progresiva utilizada para componentes estampados de 6061?
Los componentes de los troqueles están fabricados con las mejores materias primas importadas, como carburo cementado y acero de alta velocidad, que además reciben un tratamiento criogénico ultraprofundo y un recubrimiento TD. Gracias a esto, un solo troquel puede tener una vida útil estable y fiable de entre 500 000 y 1 000 000 de ciclos , lo que permite su uso en operaciones de producción a gran escala a largo plazo.
P7: ¿Cómo protege LS Manufacturing mis diseños patentados y mi propiedad intelectual (PI) durante la fase de licitación para el estampado de aluminio a medida?
Una opción es firmar un acuerdo de confidencialidad (NDA, por sus siglas en inglés), un contrato de confidencialidad bilateral legalmente vinculante, antes de divulgar la información. El servidor de nuestra empresa cuenta con un sistema de gestión jerárquica encriptado. De esta manera, los dibujos 2D/3D están estrictamente controlados por el sistema de gestión para evitar el acceso no autorizado y la filtración de los mismos, lo que constituye una protección integral de la propiedad intelectual de nuestros clientes.
P8: ¿Cómo puedo obtener un presupuesto preciso para la fabricación de piezas de aluminio estampadas a medida y cuánto tiempo tarda?
Para obtener un presupuesto preciso, primero debe subir los planos de ingeniería 2D/3D de las piezas, así como el tamaño del lote y los requisitos de tratamiento de superficie. Nuestros asesores técnicos expertos le proporcionarán un presupuesto detallado y transparente, que incluirá los costes de los moldes y el precio unitario, en un plazo de 24 horas.
Resumen
El estampado de precisión de la aleación de aluminio 6061-T6 dista mucho de ser una operación de fabricación estándar. Se trata de un proceso de ingeniería integral y meticulosamente planificado que integra la micromecánica del material, la predicción mediante simulación y la fabricación de moldes de precisión. Los problemas industriales, como el agrietamiento de las piezas, la recuperación elástica dimensional y el exceso de rebabas, son básicamente defectos no intencionados que resultan de la incompatibilidad entre los parámetros del proceso y las propiedades del material.
Gracias a la ingeniosa combinación de radios de curvatura, holguras de troquelado dinámicas, control de temperatura constante del molde y sistemas de control de calidad de grado automotriz, se puede resolver por completo la producción en masa, intrínsecamente difícil, de piezas estampadas de aleación de aluminio ligera, ya que esto proporciona a la pieza tanto resistencia estructural como ventajas de ligereza.
Los servicios de estampado de aluminio de alta precisión y calidad constituyen el primer paso para ayudar a las cadenas de suministro de fabricación de gama media y alta a afrontar los riesgos de calidad, minimizar los costes ocultos y garantizar la estabilidad de las entregas, convirtiéndose así en uno de los pilares fundamentales para la ejecución de proyectos. Los defectos de proceso no deberían ser motivo para que el progreso del proyecto se vea afectado ni para que se pierdan gradualmente los beneficios de la cadena de suministro . Con la ayuda de soluciones técnicas especializadas, es posible lograr una producción en masa con cero defectos y el máximo cumplimiento normativo.
Hoy puede obtener un servicio gratuito y exclusivo de evaluación de conformidad de planos DFM. Ya sean componentes de chasis de automóviles, soportes estructurales automatizados o carcasas electrónicas de precisión, suba sus planos CAD y reciba un informe de viabilidad de procesamiento personalizado en 24 horas, lo que le garantizará la mejor solución de estampado.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección, estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


