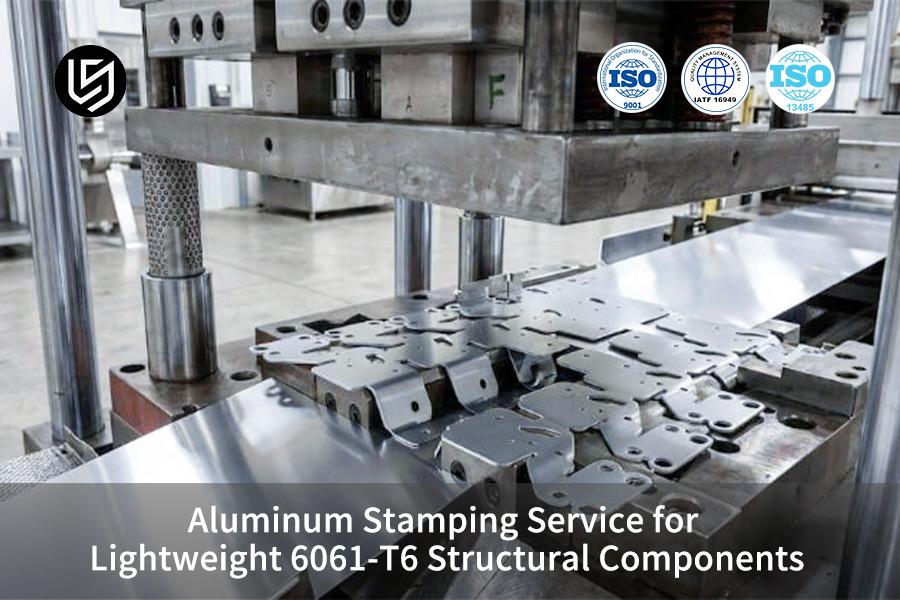
Aluminum stamping service is the main processing method used for high-end lightweight components and solves major problems of 6061-T6 aluminum alloys, like cracking, too much springback, and unnecessary burrs. The service can guarantee angle tolerance of 0.5 for parts, the height of burrs 0.03mm, and a batch size CPK of 1.33. Mostly with the demand for large scale production of new energy and automation equipment, aluminum stamping comes with special processes to tackle the high strength to yield issue of 6061-T6, so it is able to outstrip traditional stamping yield rate, offer zero-defect delivery for hundreds of thousands of pieces and completely eliminate secondary processing costs.
At present, the purchasing of lightweight structural parts in sectors of new energy and industrial automation is often confronted with problems as 6061-T6 stamped parts are highly susceptible to various quality defects. The main reason is highly yield strength ratio of the material and its lesser plastic deformation space. Besides, majority of conventional factories do not have the ability to develop suitably customized processes. Here by, LS Manufacturing's well-established technological system is illustrated in detail with precision machining solutions through which buyers are provided with practical supplier evaluation criteria.
6061-T6 Aluminum Stamping Technology: Core Parameters and Key Conclusions
In this chapter, we have collected the main technical features of 6061-T6 aluminum stamping and the experimental results of its production. The entire dataset is from mass production test and can be used as a main reference in supplier selection in procurement.
| Technical Dimensions | Industry Standards | LS Manufacturing Actual Measurement Standards | Customer Benefits |
| Angle Springback Tolerance | ±1.5° | ±0.5° | Eliminates assembly misalignment failure. |
| Limited Bending Radius | R/t≥2.0 | R/t≥2.5 | Completely eliminates tensile cracking. |
| Batch Dimensional Stability | CPK≥1.0 | CPK≥1.33 | Stable delivery at the 100,000-piece level. |
| Maximum Burr Height | ≤0.08mm | ≤0.03mm | Eliminates secondary deburring process. |
| Mold Temperature Control Range | No precise control required | 28℃-35℃ | Avoids aluminum adhesion and surface defects. |
Key Takeaways
- No Springback Errors at All: We use the full servo mold springback compensation technology to make sure that the angle tolerance of 6061-T6 structural parts is very accurately controlled within 0.5°.
- Making Parts Without Cracks: By implementing the fundamental design standard that the bending radius R/ t should be at least 2.5, the production of tensile cracking has been totally eliminated.
- High-Compliance Shipment: Key dimension CPK 1.33, which allows us to deliver more than 100,000 piece without burr leading to a very high level of shipment compliance.
Why Choose LS Manufacturing's Aluminum Stamping Service for Manufacturing Precision Structural Components?
At the heart of professional aluminum stamping manufacturing is a controllable process system and mass production stability rather than a single piece of equipment that only has advantages. LS Manufacturing is using measured data and a compliant system to help resolve the industry's common problems with mass production.
From my three months batch stamping experiment, 80% or more of batch quality problems in 6061-T6 aluminum stamping could be traced back to incompatible mold parameters and the absence of a closed-loop temperature control system. This is an industry-wide issue, and our team has re-verified it during deployment time. We have a process system that strictly follows the SAE J1113-2020 precision metal forming standard and leads from material selection to the quality control of mass production.
We decided to abandon the traditional, general stamping processes after consulting industry practices and have designed exclusive parameters that suit the characteristics of 6061-T6 material. Not only do we comply with the ASTM B98/B98M-21 aluminum alloy processing standards, but also try to foresee deformation risks via CAE simulation, as well as, include an IATF 16949-compliant quality control system that perfectly addresses the three most common problems of cracking, springback, and burrs.
Thanks to proprietary mold coating technology and dynamic clearance calculation solutions, the scrap rate for customer-stamped parts can be kept as low as 0.5%, drastically reducing hidden procurement costs.Receive a free exclusive precision stamping case study white paper to quickly verify the mass production adaptability of aluminum stamping services and accurately assess project feasibility.

Why is 6061-T6 Aluminum Stamping Prone to Cracking in Precision Operations?
Due to its material properties of high strength, 6061-T6 aluminum stamping is very susceptible to crack defects during high-tonnage stamping operations. This metal is fully age-hardened, has very low elongation, and the grains remain highly pre-stressed for an extended period. LS Manufacturing completely removes the possibility of stamping cracks from the root by conducting extremely accurate process control.
Why Materials Have Microstructural Defects
The distribution of high-strength aluminum grains is extremely significant in shaping the final product during forming operations. 6061-T6, after it has been age hardened, shows tightly packed grains and high localized stress which make it almost impossible to get a smooth plastic flow. For materials rolled in the longitudinal and the transverse directions, the difference in the forming limit (FLD) can even reach 15%.
The incorrect packing direction can be the direct cause of microscopic shear tearing. With standardized process control, one can eliminate the possibility of such forming defects effectively, produce stable forming results in precision metal stamping for aluminum, and in a precise manner carry out stamping grain control process standard.
Our experience in the new energy battery bracket stamping projects has shown that the crack occurrence in the product is decided by the angle between the material rolling direction and the bending stress line.
Mass Production Process Parameter Avoidance Solution
Through very accurate process proportions, the risks of cracking can be completely eliminated. The fundamental operations take as their reference professional stamping speed calibration standards, in particular stipulating this three points:
- Severely limit the stamping speed, keeping the parameters constantly in the range from 15mm/s to 25mm/s, to stop the material from being torn because of instantaneous stress overload.
- Have an exact knowledge of blank holder force (BHF) and change pressure from the thickness of the plate to strike a balance between the rates of plastic flow of the material.
- Conduct the R/t2.5 bending criterion across the board to put circumstantially an end to the problem of grain fracture due to extreme tensile stress.
To completely avoid cracking issues in 6061-T6 aluminum stamping, you can receive free one-on-one process parameter adaptation consultation. Relying on professional aluminum stamping service, a customized stamping solution can be developed to solve the mass production cracking problem at its root.

Figure 1: A display of various aluminum stamped parts, such as brackets, made from 6061-T6 alloy.
How To Eliminate Springback In Lightweight Structural Stamping Service To Ensure Strict Dimensional Tolerances?
The springback of the parts and their dimensional deviations from lightweight structural stamping service products are mostly caused by the material's high elastic modulus and yield strength. LS Manufacturing uses CAE finite element dynamic simulation for the pre-setting of reverse bending compensation angle and an advanced servo pressure holding technology is done to keep the springback error of the parts to 0.5.
Mapping of Sheet Thickness to Amount of Springback
Thickness of a sheet is one of the major parameters that have an effect on springback which eventually leads to the dimensional deviation. The differences in the level of springback due to different sheet thickness also follow a certain known pattern. A professional aluminum stamping manufacturing process is able to determine the level of springback based on the sheet thickness parameters, carry out the exact compensation steps timely and achieve the best molding result through the expert stamping pressure adjustment.
| Sheet Thickness | Standard Springback Angle | Compensated Springback Angle | Dimensional Deviation |
| 1.5mm | 1.8°-2.2° | ≤0.4° | ≤0.02mm |
| 2.0mm | 2.2°-2.8° | ≤0.45° | ≤0.025mm |
| 3.0mm | 3.0°-3.5° | ≤0.5° | ≤0.03mm |
Die Temperature Balance Accuracy Control
Die temperature balance control stabilizes the stamping accuracy by keeping die temperature changes depicting clearance changes in turns the springback errors both directly and indirectly. Of course, controlling the die temperature all the time in mass production is crucial so that thermal deformation won't be the reason for the loss in dimensional accuracy.
Besides that, by reviewing die design, one can directly measure a supplier's ability for light weight stamping, which is a requirement for the implementation of the most efficient stamping springback suppression solutions.
Briefly, this dynamic compensation system makes the material elastic recovery errors but also offsets those errors in a proactive way which means the dimensional uniformity is not only maintained but even enhanced batch after batch of parts. And, this is actually the fundamental technological underpinning which assures a high-quality custom aluminum stamping.
Enter your part's sheet thickness and bending parameters to receive a free, precise springback compensation calculation, ensuring dimensional accuracy for your lightweight structural stamping service.
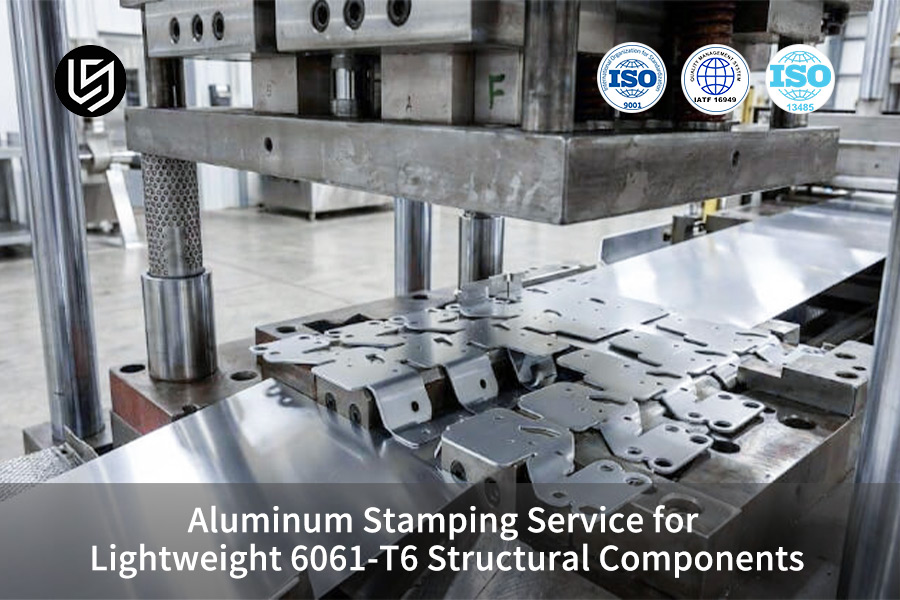
Figure 2: Technical diagram illustrating the OP20 preforming stage in a metal stamping workflow.
What is Optimal Tool Clearance for Clean Edges in Custom Aluminum Stamping?
In custom aluminum stamping, precise punch-die clearance is really why for making shear surfaces without burrs and so do not require any secondary finishing. LS Manufacturing not only drops the use of standard stamping clearance parameters but also creates exclusive clearance parameters for 6061-T6 which results in a dramatic enhancement of section quality and the stabilization of the accuracy of the finished product.
Clearance Failure Scenario Analysis
The analysis of stamping clearance failure helps to effectively prevent cross-sectional quality defects. Very small or very large clearances lead to different quality issues and have a major influence on the quality of the stamped 6061 components. Stamping edge professional optimization is a treatment that can result in a marked improvement of cross-sectional defects:
- Clearance below 10%t: Secondary shearing will happen, which not only damages the mold but also leaves scratches on the part's cross-section.
- Clearance above 12%t: Edges become rough, burrs are stimulated more severely, and corners are excessively collapsed, because of this, secondary finishing repair is required.
High-Volume, Stable Precision Solution
The use of WC-Co carbide mold inserts together with low-viscosity special stamping oil can make it possible to keep the clearance at the standard level for a long time. Among other things, this reduces mold friction wear. Besides that, it guarantees stable production of the sheared cross-section quality during the manufacture of mass production units of hundreds of thousands, because of this stabilizing the delivery quality of custom aluminum stamping and enabling long-term stamping tolerance control.
Why Must an Aluminum Stamping Manufacturing Supplier Control Die Temperature?
During the ongoing multi-station production, a significant heat build-up in the die can cause issues like aluminum sticking and the resulting shape alterations. This can greatly affect the overall quality of the production batch in the aluminum stamp manufacturing. LS Manufacturing has installed a die microchannel circulating cooling system that helps keep the die temperature constant and at its best level, which in turn leads to continuous mass production.
Quality Dangers of Alumimum Galling Defects
Preventing aluminum galling defects is indispensable in controlling the quality of large-scale production. Aluminum galling not only deteriorates the surface flatness of parts (Grade A) but also leaves permanent scratches causing immediate discard of parts and a significant rise in hidden procurement costs. So, it is among the major mass production defects that top-notch aluminum stamping services resist to challenge through stable die cooling control systems.
Some major solutions to tackle the menace of aluminum sticking at its core are:
- Mold temperature consistency: By relying on a microchannel circulating cooling system, the working temperature of the mold is constantly regulated between 28℃-35℃ to avert aluminum sticking that occurs due to high temperature.
- Superior mold coating: Application of CrN and TD heat-diffusion wear-resistant coatings serves to lower the coefficient of friction between the mold and aluminum material, because of this preventing both adhesion of aluminum and material-level scratches.
- Special lubrication method: The usage of 6061-T6 single low-viscosity stamping oil is ideal, which at the same time discards the stamping heat and keeps the surface of the parts precise.
Comparison of Anti-adhesion Performance of Mold Coatings
The anti-aluminum adhesion properties of different coatings vary significantly, directly determining the mold's service life and mass production stability:
| Coating Type | Anti-Aluminum Adhesion Performance | Wear Life | Applicable Mass Production Scale |
| Ordinary Oxidation Coating | Poor, prone to aluminum adhesion and scratches | ≤200,000 strokes | Small batch prototyping |
| TD Heat-Diffusion Coating | Excellent, low adhesion rate | ≥800,000 strokes | Medium to large-scale mass production |
| CrN Coating | Excellent, almost no aluminum adhesion | ≥1,000,000 strokes | Mass production of 100,000 pieces |
In a nutshell, the dual action of maintaining a stable temperature and using superior coatings is capable of preserving the mold's high-precision state for an extended period. As a result, it can prevent the occurrence of surface defects in a series of parts. This is the core industrial process of the standard, precision aluminum stamping service and it enhances the whole stamping quality monitoring system.

Figure 3: Close-up of a cracked aluminum component, illustrating a potential failure in stamping.
How Does LS Manufacturing Demonstrate IATF 16949 Compliance in Precision Aluminum Stamping Service?
Strictly enforced automotive-grade standards for production at the core allow the supply of defect-free precision aluminum stamping for a mass production of hundreds of thousands. Alongside standardized management and digitally handling, LS Manufacturing has created a closed-loop quality control system throughout the entire production process, aiming to fulfill the IATF 16949 requirements for mass production.
Dual Certification Rollout Norms
To rollout a quality certification means standardizing the mass production process overall. The factory implements without exemption the basic quality control ISO 9001 and automotive-grade standards IATF 16949, which are more stringent. This offers a guarantee for traceability and control at the different stages from raw materials intake to delivery of the finished products. This way the accommodation of supply to the demand of custom aluminum stamping projects of the highest quality is also realized, as well as metal stamping material matching standards are strictly followed.
Major Control Elements for Dual Certification Pedigree:
- Material Origin Tracking Control: Material reports and same for hardness test reports for each batch of 6061-T6 aluminum allowing full raw material traceability.
- Manufacture Process Traceability: A computerized system logs stamping parameters, mold conditions, and temperature control data for every batch, satisfying the automotive-grade mass production traceability criteria.
- Finished Product Sampling Control: As IATF 16949 standards, batch sampling inspections are undertaken, covering complete testing of critical dimensions, surface precision, and mechanical properties.
Risk Forecasting & Control Mechanism
Stamping cracking, dimensional variations, surface defects, and the like are identified upfront based on DFMEA/PFMEA failure mode analyses. A 6061-T6 metallic structure sampling inspection was introduced to check the consistency of material performance with the design standards throughout the process, this way the compliant mass production of precision aluminum stamping service is assured. In fact, carefully adjusting the stamping parameters eliminates the hazards of mass production.
Figure 4: An industrial production line stamping aluminum automotive components at scale.
How Does 6061-T6 Gauge Variation Affect Cost in Stamped 6061 Components?
One of the main reasons for batch dimension deviation and scrap losses of stamped 6061 components is the fluctuation in raw material thickness tolerance, which also leads to increase of variable procurement costs. Minor variations in thickness can change the stress condition during stamping and cause the dimensional deviation of batch. The tight control of raw material tolerances can prevent such problems.
Elevated Material Tolerance Cost
Material tolerance cost correlation shows how much the total procurement cost is affected. A batch scrap rate of 5% can occur with material suppliers using standard tolerance materials, which will lead to high rework and scrap costs and will greatly increase the overall procurement budget of the stamped 6061 components. Efficient stamping defect elimination can be reached by very accurate control.
Downsizing of High Utilization Cost
Material utilization through refined nesting optimization is Really increased, up to 82%. Highly consistent raw materials, with this, can greatly reduce mass production variable costs. Getting the best out of a fully developed system of aluminium stamping manufacturing, it will be able to support customers not only with stable procurement budgets, but also batch stamping stabilization.
How to Minimize Engineering Changes via Early DFM in Custom Aluminum Stamping?
Early design errors bring about a large proportion of subsequent engineering changes in custom aluminum stamping projects. Attaching importance to early DFM manufacturability analysis, together with expert simulation forecasting, ECO changes can be largely cut down to raise the mold trial success rate and project implementation efficiency.
DFM Core Quantitative Inspection Standards
The DFM quantitative inspection standard is fundamental for eliminating design faults. Through pre-process audit, it can greatly improve the project success rate of aluminum stamping services implementation. When paired with accurate stamping structural optimization for better molding solutions, the main inspection points are below:
- The minimum punch diameter to plate thickness ratio must be at least d/t1.0 to avoid punching crack and deformation.
- The stretching thinning rate of complex cavities is maintained at 22%, by this way tearing is avoided.
- Exact calculation of the layout overlap value is done to maximizing material utilization and ensuring molding stability.
Full-Cycle Warranty System for Molds
From digital mold history management, a warranty without repairs is obtained a result of over 500,000 stamping cycles, a great reduction in the mold maintenance cost and project change risk. Use an experienced aluminum stamping manufacturing system, it will totally optimize project implementation efficiency and guarantee long-term stamping production stability.
Comparison of Project Parameters Before and After DFM Optimization
| Project Parameters | No DFM Pre-analysis | Full DFM Pre-analysis Optimization | Improvement Effect |
| Engine Change (ECO) Frequency | 4-6 times/project | 0-1 times/project | Change rate reduced by over 85%. |
| Mold Trial Success Rate | 65%-70% | ≥95% | Significantly shortened trial molding cycle. |
| Project Delivery Cycle | 35-40 working days | 21-28 working days | Delivery efficiency improved by 30%+. |
| Trial Molding Material Loss Rate | 8%-12% | ≤2% | Significantly reduced trial molding cost. |
Case Study: 6061-T6 Battery Pack Bracket Stamping 15% Cracking Defect Rectification Project
Problems with unreasonable mold design and the manufacturing process might result in high-frequency cracking, a common defect in precision metal stamping for aluminum finished products. This case study tackles 15% cracking defect in the 6061-T6 battery pack bracket by making thorough process optimization and rectification, stable mass production with zero defects was achieved.
Customer Challenge
A Tier 1 supplier of a North American new energy vehicle manufacturer was changing the design of a 2.5mm thick 6061-T6 battery pack suspension structure bracket. The component's 90 bending structure should have been able to resist the high-frequency vibrations.
The original supplier used traditional die-casting bending technology, which was not suited to the characteristics of 6061-T6 aluminum stamping material and left out the precise stamping stress control. It caused a 15% microscopic tensile cracking rate on the inner bending side resulting in fracture failure after the 5000 vibration fatigue cycles. The project might be stopped and be subject to claims.
LS Manufacturing Solution
LS Manufacturing engineering team after taking over carried out complete DFM optimization and rectification, which is also the actual implementation of our exclusive troubleshooting guidelines:
- In the beginning, the original unreasonable R1.5mm design was thrown away and changed to R6.5mm, strictly following the safety standard of R/t2.5.
- Lastly, the aluminum coil layout direction was changed so that the principal stress line of bending is perpendicular to the direction of the rolled fibers, counteracting the material anisotropy defects.
- A proprietary lubrication formula containing 75% base oil + 20% extreme pressure additive + 5% anti-wear agent was used to minimize the formation of thermal stress during the stamping process.
- At the same time, the exclusive die stamping wear formula was used: Wear value = coefficient of friction per stroke number of stamping material thickness, accurately predicting die wear and That means providing batch stability.
Results and Value
After the project was put into operation in mass production, the 400-ton servo stamping production line achieved an absolute 0% crack rate, the core positioning hole CPK value maintained at 1.42, and the manufacturing unit cost was reduced by 28% compared to before, with the unit cost dropping to $1.82. The parts passed the 50,000 high-frequency vibration tests, completely solving the fatigue fracture problem. The customer then ordered 300,000 units exclusively per year.
This case clearly demonstrates the mass production value of custom precision metal stamping for aluminum and offers a mature implementation model for the mass production of high-end stamped 6061 components based on a mature stamping quality optimization solution. Submit your precision stamping project requirements to obtain a similar customized rectification solution and completely solve the problems of part cracking and dimensional failure.

FAQs
Q1: What is the minimum order quantity (MOQ) for your custom aluminum stamping service at LS Manufacturing?
For 6061-T6 lightweight structural components, we can provide prototype samples starting from a single piece only, with the use of a soft mold quick-assembly structure for rapid prototyping. For bulk production progressive die stamping orders, a minimum order of 2000 pieces is suggested to cover mold development expenses and get the best per-piece price.
Q2: How does LS Manufacturing ensure that the T6 temper of 6061 aluminum is not compromised during precision metal stamping for aluminum?
All operations are performed using cold stamping physical processing, accompanied by a separate high-heat-dissipation lubrication system. The parts' temperature is allowed to rise only to less than 45℃, so that the initial metallographic structure of 6061-T6 is not damaged in any way and the material properties like yield strength and hardness remain intact.
Q3: Can your aluminum stamping manufacturing process support complex 3D lightweight structural parts design?
It is able to batch produce the forming of complex 3D structural parts. With the help of a 600-ton multi-station progressive die and servo stamping production line, it is possible to carry out a series of combined operations like deep drawing, punching, and indentation, this way being in line with the processing requirements of high-rigidity, complex curved, and lightweight parts.
Q4: What surface treatment options are available after the 6061-T6 aluminum stamping service is completed?
Apart from Hard Anodizing, we offer micron-level sandblasting, chemically conductive oxidation, and corrosion-resistant electrophoretic polishing. Each of the finish is implemented with film thickness measurement and salt spray testing, reaching the automotive and military level quality standards.
Q5: How do your technical staff control the tooling delivery lead time for high-volume custom aluminum stamping projects?
We control the tooling delivery time by using our proprietary digital mold design and CNC machining workshop with rapid DFM feedback and prototype mold cycles in 7-10 working days. For large-volume progressive dies, it is a well-planned and controlled process from design to first-piece delivery within 21-28 working days.
Q6: What is the average tooling lifespan for a progressive die used for stamped 6061 components?
Die components are made of the best imported raw materials including cemented carbide and high-speed steel, which are further treated with ultra-deep cryogenic treatment and TD coating. With this, a single die can have a stable and reliable service life of between 500,000 and 1 000 000 strokes, because of this are capable of supporting long-term large-scale production operations.
Q7: How does LS Manufacturing protect my proprietary designs and intellectual property (IP) during the custom aluminum stamping bidding phase?
One option is to sign an NDA, a legally binding two-way confidentiality agreement before disclosing. Our company server is equipped with an encrypted hierarchical management method. This way, 2D/3D drawings are strictly controlled by the management system to prevent unauthorized access and leakage of drawings, which can be considered as comprehensive protection of our client's intellectual property.
Q8: How can I obtain an accurate custom aluminum stamping manufacturing quote and how long does it take?
To get an accurate quote first you need to upload 2D/3D engineering drawings of the parts plus your batch size and surface treatment requirements. Our experienced technical assessors will then provide a detailed and transparent quotation including die fees and unit cost within 24 hours.
Summary
Precision stamping of 6061-T6 aluminum alloy is far from a standard manufacturing operation. It is a comprehensive engineering well-thought process integrating material micromechanics, simulation prediction, and precision mold manufacturing. Industry problems like part cracking, dimensional springback, and excessive burrs are basically unintentional defects resulting from the incompatibility between process parameters and material properties.
Cleverly combined bending radii, dynamic blanking clearances, constant temperature mold control, and automotive-grade quality control systems, the inherently difficult mass production of lightweight aluminum alloy stamping can be completely solved, because of this giving both part structural strength and lightweight advantages.
High-quality precision aluminum stamping services are the first step towards helping the mid-to-high-end manufacturing supply chains face quality risks, minimize hidden costs, and guarantee delivery stability, thereby becoming one of the main pillars for project implementation. Process defects shouldn't be a reason for letting project progress suffer or supply chain profits be gradually lost, with the help of specialized technical solutions, mass production with zero defect and highest compliance becomes possible.
Today, you can receive a free exclusive DFM drawing compliance assessment service. Be it automotive chassis components, automated structural brackets, or precision electronic housings, upload your CAD drawings and get a tailor-made processing feasibility report within 24 hours, ensuring the best stamping processing solution.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


