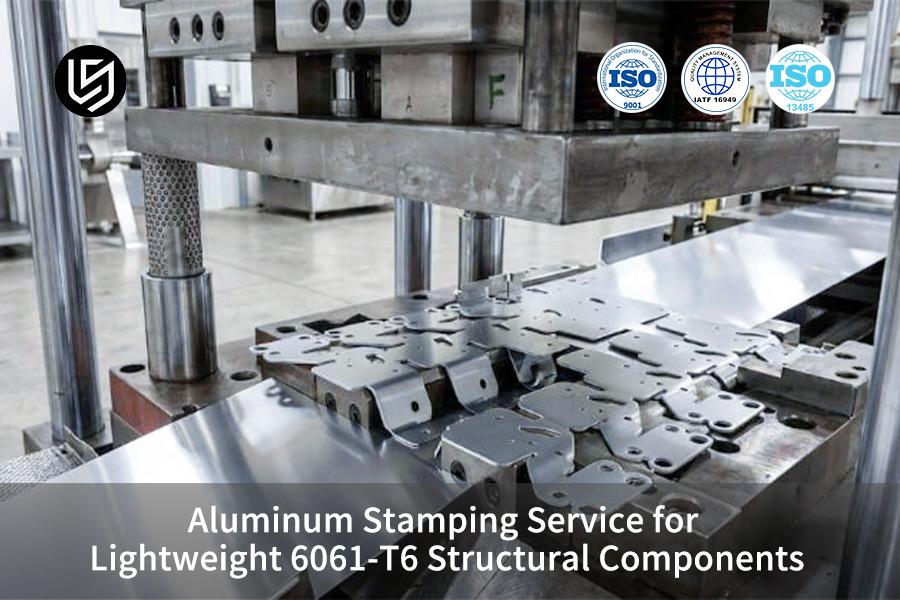
تُعدّ خدمة تشكيل الألمنيوم بالضغط الطريقة الرئيسية المُستخدمة في تصنيع المكونات خفيفة الوزن عالية الجودة، وهي تُعالج المشاكل الرئيسية لسبائك الألمنيوم 6061-T6، مثل التشققات، والارتداد المفرط، والنتوءات غير المرغوب فيها . تضمن هذه الخدمة دقة زاوية تصل إلى 0.5 مم للأجزاء، وارتفاع نتوءات لا يتجاوز 0.03 مم، ومعامل إنتاج (CPK) لحجم الدفعة يبلغ 1.33. ونظرًا للطلب المتزايد على الإنتاج واسع النطاق لمعدات الطاقة الجديدة والأتمتة، تُقدّم خدمة تشكيل الألمنيوم بالضغط عمليات خاصة لمعالجة مشكلة مقاومة الخضوع العالية لسبائك 6061-T6، مما يُتيح لها تجاوز معدل إنتاج التشكيل التقليدي، وتوفير تسليم خالٍ من العيوب لمئات الآلاف من القطع، والقضاء تمامًا على تكاليف المعالجة الثانوية .
في الوقت الراهن، يواجه شراء الأجزاء الهيكلية خفيفة الوزن في قطاعات الطاقة الجديدة والأتمتة الصناعية تحدياتٍ عديدة، إذ أن الأجزاء المصنّعة بتقنية التشكيل بالضغط من سبيكة 6061-T6 عُرضةٌ لعيوبٍ جودةٍ متنوعة. ويعود السبب الرئيسي إلى ارتفاع نسبة مقاومة الخضوع لهذه السبيكة، وانخفاض هامش التشوه اللدن فيها . إضافةً إلى ذلك، تفتقر معظم المصانع التقليدية إلى القدرة على تطوير عملياتٍ مُخصصةٍ بشكلٍ ملائم. ولذا، تُقدّم شركة LS Manufacturing شرحًا مُفصّلًا لنظامها التكنولوجي المُتطور، مع حلولٍ دقيقةٍ في مجال التصنيع، تُتيح للمشترين معاييرَ عمليةً لتقييم الموردين.
تقنية تشكيل الألمنيوم 6061-T6: المعايير الأساسية والاستنتاجات الرئيسية
في هذا الفصل، جمعنا أهم الخصائص التقنية لعملية تشكيل الألمنيوم 6061-T6 ونتائج التجارب العملية لإنتاجه. جميع البيانات مستقاة من اختبارات الإنتاج الضخم، ويمكن استخدامها كمرجع أساسي في اختيار الموردين عند الشراء.
| الأبعاد الفنية | معايير الصناعة | معايير القياس الفعلية لشركة LS Manufacturing | مزايا العميل |
| تفاوت زاوية الارتداد | ±1.5 درجة | ±0.5° | يقضي على فشل عدم محاذاة التجميع. |
| نصف قطر انحناء محدود | R/t≥2.0 | R/t≥2.5 | يقضي تماماً على التشققات الناتجة عن الشد. |
| استقرار أبعاد الدفعة | CPK≥1.0 | CPK≥1.33 | توصيل مستقر على مستوى 100,000 قطعة. |
| أقصى ارتفاع للنتوء | ≤0.08 مم | ≤0.03 مم | يلغي عملية إزالة النتوءات الثانوية. |
| نطاق التحكم في درجة حرارة القالب | لا حاجة للتحكم الدقيق | 28 درجة مئوية - 35 درجة مئوية | يتجنب التصاق الألومنيوم والعيوب السطحية. |
أهم النقاط
- لا توجد أخطاء ارتداد على الإطلاق: نستخدم تقنية تعويض ارتداد القالب المؤازر بالكامل للتأكد من أن تفاوت زاوية الأجزاء الهيكلية 6061-T6 يتم التحكم فيه بدقة عالية في حدود 0.5 درجة.
- صنع أجزاء بدون تشققات: من خلال تطبيق معيار التصميم الأساسي الذي ينص على أن نصف قطر الانحناء R/t يجب أن يكون 2.5 على الأقل، تم القضاء تمامًا على إنتاج تشقق الشد.
- الشحن عالي الامتثال: البعد الرئيسي CPK 1.33، والذي يسمح لنا بتسليم أكثر من 100000 قطعة بدون نتوءات مما يؤدي إلى مستوى عالٍ جدًا من الامتثال للشحن.
لماذا تختار خدمة ختم الألومنيوم من LS Manufacturing لتصنيع المكونات الهيكلية الدقيقة؟
يكمن جوهر صناعة تشكيل الألمنيوم الاحترافية في نظام عمليات قابل للتحكم واستقرار الإنتاج الضخم، بدلاً من الاعتماد على قطعة واحدة من المعدات ذات مزايا محدودة. تستخدم شركة LS Manufacturing بيانات مُقاسة ونظامًا متوافقًا للمساعدة في حل المشكلات الشائعة في الإنتاج الضخم في هذا القطاع.
من خلال تجربتي التي استمرت ثلاثة أشهر في تشكيل دفعات من الألومنيوم 6061-T6، تبين أن 80% أو أكثر من مشاكل جودة الدفعات تعود إلى عدم توافق معايير القوالب وغياب نظام تحكم حراري مغلق الحلقة . هذه مشكلة شائعة في الصناعة، وقد أكد فريقنا ذلك مجددًا خلال فترة التطبيق. لدينا نظام معالجة يلتزم التزامًا تامًا بمعيار SAE J1113-2020 لتشكيل المعادن الدقيق، ويبدأ من اختيار المواد وصولًا إلى مراقبة جودة الإنتاج الضخم .
بعد استشارة أفضل الممارسات الصناعية، قررنا التخلي عن عمليات التشكيل التقليدية العامة، وقمنا بتصميم معايير حصرية تتناسب مع خصائص مادة 6061-T6. لا نكتفي بالامتثال لمعايير معالجة سبائك الألومنيوم ASTM B98/B98M-21 ، بل نسعى أيضًا إلى توقع مخاطر التشوه من خلال محاكاة CAE، بالإضافة إلى تطبيق نظام مراقبة جودة متوافق مع معيار IATF 16949، والذي يعالج بكفاءة المشاكل الثلاث الأكثر شيوعًا: التشقق، والارتداد، والنتوءات .
بفضل تقنية طلاء القوالب الخاصة وحلول حساب الخلوص الديناميكي، يمكن الحفاظ على نسبة الخردة للأجزاء المختومة حسب طلب العميل عند مستوى منخفض يصل إلى 0.5%، مما يقلل بشكل كبير من تكاليف الشراء الخفية. احصل على دراسة حالة حصرية مجانية حول التشكيل الدقيق للتحقق بسرعة من قابلية خدمات تشكيل الألمنيوم للتطبيق في الإنتاج الضخم وتقييم جدوى المشروع بدقة.

لماذا يكون تشكيل الألمنيوم 6061-T6 عرضة للتشقق في العمليات الدقيقة؟
نظراً لخصائصها المادية من حيث القوة العالية، فإنّ سبائك الألومنيوم 6061-T6 المُشكّلة بالضغط عُرضةٌ جداً للتشقق أثناء عمليات التشكيل بالضغط ذات الأحمال العالية. هذا المعدن مُقسّى بالكامل بالتقادم، ويتميز باستطالة منخفضة للغاية، وتبقى حبيباته تحت إجهاد مسبق عالٍ لفترة طويلة . تُزيل شركة LS Manufacturing احتمالية حدوث تشققات التشكيل بالضغط من جذورها من خلال تطبيق نظام تحكم دقيق للغاية في العملية.
لماذا تحتوي المواد على عيوب في بنيتها المجهرية؟
يُعدّ توزيع حبيبات الألومنيوم عالية المقاومة عاملاً بالغ الأهمية في تشكيل المنتج النهائي أثناء عمليات التشكيل. يُظهر سبيكة 6061-T6، بعد معالجتها بالتصليد بالتقادم، حبيبات متراصة بإحكام وإجهادًا موضعيًا عاليًا، مما يجعل الحصول على تدفق لدني سلس شبه مستحيل . بالنسبة للمواد المدرفلة في الاتجاهين الطولي والعرضي، قد يصل الفرق في حد التشكيل (FLD) إلى 15%.
قد يكون اتجاه التعبئة غير الصحيح سببًا مباشرًا للتمزق القصي المجهري . من خلال التحكم الموحد في العملية، يمكن القضاء على احتمالية حدوث مثل هذه العيوب في التشكيل بشكل فعال، وإنتاج نتائج تشكيل مستقرة في عملية ختم المعادن الدقيقة للألمنيوم، وتنفيذ معايير عملية التحكم في حبيبات الختم بدقة متناهية.
لقد أظهرت تجربتنا في مشاريع ختم دعامات بطاريات الطاقة الجديدة أن حدوث الشقوق في المنتج يتحدد بالزاوية بين اتجاه دحرجة المادة وخط إجهاد الانحناء.
حل لتجنب مشاكل معلمات عملية الإنتاج الضخم
بفضل نسب العمليات الدقيقة للغاية، يمكن القضاء تمامًا على مخاطر التشقق. وتعتمد العمليات الأساسية على معايير معايرة سرعة التشكيل الاحترافية، مع التركيز بشكل خاص على النقاط الثلاث التالية:
- قم بتقييد سرعة الختم بشكل كبير ، مع الحفاظ على المعلمات باستمرار في نطاق يتراوح من 15 مم/ث إلى 25 مم/ث، لمنع تمزق المادة بسبب الحمل الزائد الفوري للإجهاد.
- يجب أن يكون لديك معرفة دقيقة بقوة حامل القالب (BHF) وتغيير الضغط من سمك الصفيحة لتحقيق التوازن بين معدلات التدفق البلاستيكي للمادة.
- قم بتطبيق معيار الانحناء R/t2.5 على نطاق واسع لوضع حد نهائي لمشكلة كسر الحبيبات بسبب الإجهاد الشدّي الشديد.
لتجنب مشاكل التشققات في عملية تشكيل الألمنيوم 6061-T6 بشكل كامل، يمكنك الحصول على استشارة مجانية فردية لتعديل معايير العملية . بالاعتماد على خدمة تشكيل الألمنيوم الاحترافية، يمكن تطوير حلول تشكيل مخصصة لمعالجة مشكلة التشققات في الإنتاج الضخم من جذورها.

الشكل 1: عرض لأجزاء مختلفة من الألومنيوم المختوم، مثل الأقواس، المصنوعة من سبيكة 6061-T6.
كيفية التخلص من الارتداد في خدمة التشكيل الهيكلي الخفيف لضمان دقة الأبعاد؟
يعود ارتداد الأجزاء وانحرافاتها البُعدية في منتجات خدمات التشكيل الهيكلي خفيفة الوزن في الغالب إلى معامل المرونة العالي للمادة وقوة خضوعها . تستخدم شركة LS Manufacturing محاكاة العناصر المحدودة الديناميكية باستخدام برنامج CAE لضبط زاوية تعويض الانحناء العكسي مسبقًا، كما تُطبّق تقنية متقدمة للتحكم في الضغط المؤازر للحفاظ على خطأ ارتداد الأجزاء عند 0.5.
ربط سُمك الصفيحة بمقدار الارتداد المرن
يُعد سُمك الصفيحة أحد أهم العوامل المؤثرة على ارتدادها، مما يؤدي في النهاية إلى انحراف الأبعاد. كما أن الاختلافات في مستوى الارتداد تبعًا لاختلاف سُمك الصفيحة تتبع نمطًا معروفًا. وتستطيع عملية تصنيع تشكيل الألمنيوم الاحترافية تحديد مستوى الارتداد بناءً على سُمك الصفيحة، وتنفيذ خطوات التعويض الدقيقة في الوقت المناسب، وتحقيق أفضل نتائج التشكيل من خلال ضبط ضغط التشكيل بدقة.
| سمك الصفيحة | زاوية الارتداد القياسية | زاوية الارتداد المعوضة | الانحراف البُعدي |
| 1.5 مم | 1.8°-2.2° | ≤0.4° | ≤0.02 مم |
| 2.0 مم | 2.2°-2.8° | ≤0.45° | ≤0.025 مم |
| 3.0 مم | 3.0°-3.5° | ≤0.5° | ≤0.03 مم |
التحكم الدقيق في توازن درجة حرارة القالب
يُساهم التحكم في توازن درجة حرارة القالب في استقرار دقة عملية التشكيل بالضغط، وذلك من خلال ضبط تغيرات درجة حرارة القالب التي تُعكس تغيرات الخلوص، وبالتالي تقليل أخطاء الارتداد بشكل مباشر وغير مباشر. وبالطبع، يُعد التحكم المستمر في درجة حرارة القالب أثناء الإنتاج بكميات كبيرة أمرًا بالغ الأهمية، لضمان عدم تسبب التشوه الحراري في فقدان دقة الأبعاد.
إلى جانب ذلك، من خلال مراجعة تصميم القالب، يمكن للمرء أن يقيس بشكل مباشر قدرة المورد على التشكيل الخفيف الوزن، وهو شرط أساسي لتنفيذ حلول قمع ارتداد التشكيل الأكثر كفاءة.
باختصار، يعمل نظام التعويض الديناميكي هذا على تقليل أخطاء استعادة مرونة المادة، كما أنه يعوض تلك الأخطاء بشكل استباقي، مما يعني الحفاظ على تجانس الأبعاد وتحسينه مع كل دفعة من القطع . وهذا في الواقع هو الأساس التكنولوجي الذي يضمن جودة عالية في عمليات ختم الألمنيوم المخصصة.
أدخل سمك الصفيحة ومعلمات الانحناء الخاصة بجزءك للحصول على حساب تعويض ارتداد دقيق ومجاني ، مما يضمن دقة الأبعاد لخدمة التشكيل الهيكلي خفيف الوزن.
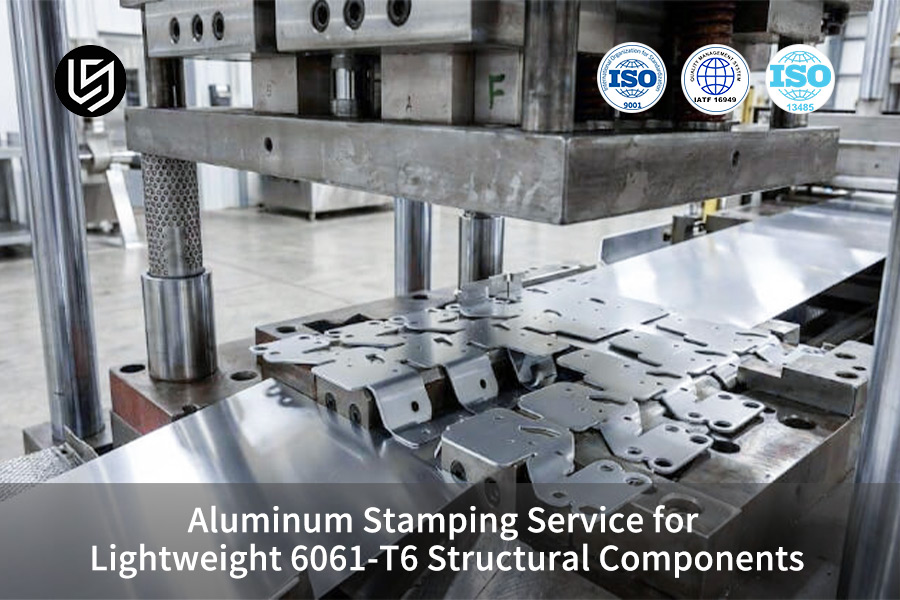
الشكل 2: رسم تخطيطي فني يوضح مرحلة التشكيل المسبق OP20 في سير عمل ختم المعادن.
ما هي المسافة المثلى بين الأدوات للحصول على حواف نظيفة في عملية ختم الألومنيوم المخصصة؟
في عمليات التشكيل بالضغط المخصصة للألمنيوم ، يُعدّ ضبط الخلوص بين القالب والمثقب بدقة أمرًا بالغ الأهمية للحصول على أسطح قصّ خالية من النتوءات، وبالتالي لا تتطلب أي تشطيبات ثانوية . لا تكتفي شركة LS Manufacturing بالتخلي عن استخدام معايير الخلوص القياسية في عمليات التشكيل بالضغط، بل تُطوّر أيضًا معايير خلوص حصرية لسبائك الألمنيوم 6061-T6، مما يُحسّن جودة المقطع بشكل ملحوظ ويُعزّز دقة المنتج النهائي.
تحليل سيناريوهات فشل التخليص
يساعد تحليل عيوب خلوص التشكيل على منع عيوب الجودة في المقطع العرضي بشكل فعال. يؤدي الخلوص الصغير جدًا أو الكبير جدًا إلى مشاكل جودة مختلفة، وله تأثير كبير على جودة مكونات 6061 المشكلة بالتشكيل. يُعد التحسين الاحترافي لحواف التشكيل إجراءً يمكن أن يؤدي إلى تحسين ملحوظ في عيوب المقطع العرضي.
- الخلوص أقل من 10%t: سيحدث قص ثانوي، مما لا يؤدي فقط إلى تلف القالب ولكنه يترك أيضًا خدوشًا على المقطع العرضي للجزء.
- الخلوص فوق 12%t: تصبح الحواف خشنة، وتزداد حدة النتوءات، وتنهار الزوايا بشكل مفرط ، ولهذا السبب، يلزم إجراء إصلاح تشطيب ثانوي.
حل عالي الإنتاجية ودقيق ومستقر
يُتيح استخدام قوالب كربيد التنجستن والكوبالت مع زيت خاص منخفض اللزوجة الحفاظ على الخلوص عند المستوى القياسي لفترة طويلة. وهذا، من بين أمور أخرى، يُقلل من تآكل الاحتكاك في القالب. إضافةً إلى ذلك، يضمن إنتاجًا مستقرًا لجودة المقطع العرضي المقصوص أثناء تصنيع وحدات الإنتاج الضخمة التي تصل إلى مئات الآلاف ، مما يُساهم في استقرار جودة تسليم منتجات الألمنيوم المُشكّلة حسب الطلب، ويُمكّن من التحكم في تفاوتات التشكيل على المدى الطويل .
لماذا يجب على مورد تصنيع قوالب الألمنيوم التحكم في درجة حرارة القالب؟
أثناء عملية الإنتاج متعددة المحطات، قد يؤدي تراكم الحرارة بشكل كبير في القالب إلى مشاكل مثل التصاق الألومنيوم وما ينتج عنه من تغيرات في الشكل. وهذا بدوره يؤثر بشكل كبير على الجودة الإجمالية لدفعة الإنتاج في صناعة قوالب الألومنيوم . قامت شركة LS Manufacturing بتركيب نظام تبريد دقيق القنوات للقوالب، مما يساعد على الحفاظ على درجة حرارة القالب ثابتة عند المستوى الأمثل، وهو ما يؤدي بدوره إلى استمرار الإنتاج بكميات كبيرة.
مخاطر عيوب التآكل في الألومنيوم
يُعدّ منع عيوب التآكل في الألمنيوم أمرًا بالغ الأهمية لضمان جودة الإنتاج على نطاق واسع. لا يقتصر تأثير التآكل على تدهور استواء سطح القطع (الدرجة أ)، بل يُخلّف أيضًا خدوشًا دائمة تُؤدي إلى التخلص الفوري من القطع وارتفاع كبير في تكاليف الشراء الخفية . لذا، يُعدّ هذا التآكل من أبرز عيوب الإنتاج الضخم التي تتصدى لها خدمات تشكيل الألمنيوم عالية الجودة من خلال أنظمة تبريد القوالب المستقرة.
من أهم الحلول لمعالجة مشكلة التصاق الألمنيوم في جوهره ما يلي:
- ثبات درجة حرارة القالب: بالاعتماد على نظام تبريد دوراني ذي قنوات دقيقة، يتم تنظيم درجة حرارة تشغيل القالب باستمرار بين 28 درجة مئوية و35 درجة مئوية لتجنب التصاق الألومنيوم الذي يحدث بسبب ارتفاع درجة الحرارة.
- طلاء القالب الفائق: يعمل تطبيق طلاءات CrN و TD المقاومة للتآكل عن طريق الانتشار الحراري على تقليل معامل الاحتكاك بين القالب ومادة الألومنيوم، مما يمنع التصاق الألومنيوم والخدوش على مستوى المادة .
- طريقة التشحيم الخاصة: يُعد استخدام زيت التشكيل أحادي اللزوجة 6061-T6 مثاليًا، حيث يعمل في نفس الوقت على التخلص من حرارة التشكيل والحفاظ على دقة سطح الأجزاء.
مقارنة أداء طلاءات القوالب في مقاومة الالتصاق
تختلف خصائص مقاومة التصاق الألومنيوم للطلاءات المختلفة اختلافًا كبيرًا، مما يحدد بشكل مباشر عمر خدمة القالب واستقرار الإنتاج الضخم:
| نوع الطلاء | أداء مقاومة الالتصاق بالألمنيوم | عمر الاستخدام | نطاق الإنتاج الضخم المناسب |
| طلاء الأكسدة العادي | رديء، عرضة لالتصاق الألومنيوم والخدوش | ≤200,000 ضربة | النماذج الأولية بكميات صغيرة |
| طلاء TD لتشتيت الحرارة | معدل التصاق ممتاز ومنخفض | ≥800,000 ضربة | الإنتاج الضخم على نطاق متوسط إلى كبير |
| طلاء CrN | ممتاز، يكاد لا يوجد التصاق بالألمنيوم | ≥1,000,000 ضربة | إنتاج ضخم لـ 100,000 قطعة |
باختصار، يساهم الجمع بين الحفاظ على درجة حرارة ثابتة واستخدام طلاءات فائقة الجودة في الحفاظ على دقة القالب العالية لفترة طويلة . ونتيجة لذلك، يمكن منع ظهور عيوب سطحية في سلسلة من الأجزاء. هذه هي العملية الصناعية الأساسية لخدمة ختم الألمنيوم القياسية والدقيقة، وهي تعزز نظام مراقبة جودة الختم بأكمله.

الشكل 3: صورة مقربة لمكون ألومنيوم متصدع، توضح عطلاً محتملاً في عملية التشكيل بالضغط.
كيف تثبت شركة LS Manufacturing امتثالها لمعيار IATF 16949 في خدمة ختم الألومنيوم الدقيق؟
تتيح معايير الإنتاج الصارمة، المُطبقة بدقة عالية وفقًا لمعايير صناعة السيارات، توفير قطع ألومنيوم دقيقة وخالية من العيوب لإنتاج كميات ضخمة تصل إلى مئات الآلاف. وإلى جانب الإدارة الموحدة والمعالجة الرقمية، أنشأت شركة LS Manufacturing نظامًا متكاملًا لمراقبة الجودة يشمل جميع مراحل الإنتاج ، بهدف تلبية متطلبات معيار IATF 16949 للإنتاج الضخم.
معايير تطبيق نظام الشهادات المزدوجة
إن تطبيق شهادة الجودة يعني توحيد عملية الإنتاج الضخم بشكل كامل. يطبق المصنع، دون استثناء ، معايير مراقبة الجودة الأساسية ISO 9001 ومعايير صناعة السيارات IATF 16949 ، وهي معايير أكثر صرامة. وهذا يضمن إمكانية التتبع والتحكم في مختلف مراحل الإنتاج، بدءًا من استلام المواد الخام وحتى تسليم المنتجات النهائية. وبهذه الطريقة، يتم تلبية الطلب على مشاريع تشكيل الألمنيوم المخصصة بأعلى جودة ، مع الالتزام التام بمعايير مطابقة مواد تشكيل المعادن .
العناصر الرئيسية للتحكم في نسب الاعتماد المزدوج:
- التحكم في تتبع أصل المواد: تقارير المواد ونفس الشيء بالنسبة لتقارير اختبار الصلابة لكل دفعة من الألومنيوم 6061-T6 مما يسمح بتتبع المواد الخام بشكل كامل.
- إمكانية تتبع عملية التصنيع: يقوم نظام محوسب بتسجيل معلمات الختم وظروف القالب وبيانات التحكم في درجة الحرارة لكل دفعة، مما يفي بمعايير إمكانية التتبع للإنتاج الضخم من الدرجة المستخدمة في صناعة السيارات .
- مراقبة أخذ عينات المنتج النهائي: وفقًا لمعايير IATF 16949، يتم إجراء عمليات فحص عينات الدفعات، والتي تغطي الاختبار الكامل للأبعاد الحرجة ودقة السطح والخصائص الميكانيكية .
آلية التنبؤ بالمخاطر والتحكم بها
يتم تحديد تشققات التشكيل، والاختلافات في الأبعاد، وعيوب السطح، وما شابه ذلك مسبقًا بناءً على تحليلات أنماط الفشل DFMEA/PFMEA . وقد تم تطبيق فحص عينات من الهيكل المعدني 6061-T6 للتحقق من توافق أداء المادة مع معايير التصميم طوال العملية، مما يضمن إنتاجًا كميًا متوافقًا مع معايير خدمة تشكيل الألمنيوم الدقيقة . في الواقع، يساهم ضبط معايير التشكيل بدقة في تجنب مخاطر الإنتاج الكمي.
الشكل 4: خط إنتاج صناعي يقوم بختم مكونات السيارات المصنوعة من الألومنيوم على نطاق واسع.
كيف يؤثر اختلاف مقياس 6061-T6 على تكلفة مكونات 6061 المختومة؟
يُعدّ تذبذب سماكة المواد الخام أحد الأسباب الرئيسية لانحراف أبعاد الدفعات وخسائر الخردة في مكونات 6061 المختومة، مما يؤدي إلى زيادة تكاليف الشراء المتغيرة. ويمكن أن تُغيّر الاختلافات الطفيفة في السماكة حالة الإجهاد أثناء عملية التشكيل، مُسببةً انحراف أبعاد الدفعة . ويمكن تجنب هذه المشاكل من خلال التحكم الدقيق في سماكة المواد الخام.
تكلفة تحمل المواد المرتفعة
تُظهر العلاقة بين تكلفة التفاوتات المسموح بها في المواد مدى تأثر إجمالي تكلفة الشراء. قد تصل نسبة الهدر في الدفعة إلى 5% عند استخدام موردي المواد لمواد ذات تفاوتات قياسية، مما يؤدي إلى ارتفاع تكاليف إعادة العمل والهدر، وبالتالي زيادة كبيرة في ميزانية شراء مكونات 6061 المختومة . ويمكن تحقيق التخلص الفعال من عيوب التشكيل من خلال تحكم دقيق للغاية.
تقليص التكاليف ذات الاستخدام المرتفع
لقد زادت كفاءة استخدام المواد بشكل ملحوظ بفضل تحسينات التداخل الدقيقة، لتصل إلى 82%. وبفضل تجانس المواد الخام، يمكن تقليل تكاليف الإنتاج المتغيرة بشكل كبير . وبالاستفادة القصوى من نظام متكامل لتصنيع قوالب الألمنيوم، سيتمكن النظام من دعم العملاء ليس فقط بميزانيات شراء مستقرة، بل أيضاً بتحقيق استقرار في عمليات التشكيل على دفعات .
كيفية تقليل التغييرات الهندسية من خلال التصميم المبكر للتصنيع في عمليات التشكيل بالضغط على الألومنيوم حسب الطلب؟
تُؤدي أخطاء التصميم المبكرة إلى نسبة كبيرة من التغييرات الهندسية اللاحقة في مشاريع تشكيل الألمنيوم المخصصة. ومن خلال إيلاء أهمية لتحليل قابلية التصنيع للتصنيع (DFM) في المراحل المبكرة، إلى جانب التنبؤات القائمة على المحاكاة من قِبل الخبراء ، يُمكن تقليل تغييرات التصميم الهندسي (ECO) بشكل كبير، مما يُساهم في رفع معدل نجاح تجارب القوالب وكفاءة تنفيذ المشروع.
معايير الفحص الكمي الأساسية للتصنيع الرقمي
يُعدّ معيار الفحص الكمي للتصميم من أجل التصنيع (DFM) أساسيًا للقضاء على عيوب التصميم. ومن خلال التدقيق المسبق للعملية، يُمكنه تحسين معدل نجاح مشاريع تنفيذ خدمات تشكيل الألمنيوم بشكل كبير . وعند دمجه مع التحسين الدقيق لهيكل التشكيل للحصول على حلول قولبة أفضل، فإنّ نقاط الفحص الرئيسية هي كالتالي:
- يجب أن تكون نسبة قطر الثقب إلى سمك الصفيحة d/t1.0 على الأقل لتجنب تشقق الثقب والتشوه.
- يتم الحفاظ على معدل ترقق التمدد للتجاويف المعقدة عند 22٪، وبهذه الطريقة يتم تجنب التمزق.
- يتم إجراء حساب دقيق لقيمة تداخل التخطيط لزيادة استخدام المواد إلى أقصى حد وضمان استقرار عملية التشكيل.
نظام ضمان شامل لدورة حياة القوالب
بفضل إدارة تاريخ القوالب الرقمية، يتم الحصول على ضمان بدون إصلاحات بعد أكثر من 500,000 دورة ختم، مما يقلل بشكل كبير من تكلفة صيانة القوالب ومخاطر تغيير المشروع . باستخدام نظام تصنيع ختم الألمنيوم ذي الخبرة، سيتم تحسين كفاءة تنفيذ المشروع بشكل كامل وضمان استقرار إنتاج الختم على المدى الطويل.
مقارنة معايير المشروع قبل وبعد تحسين التصميم للتصنيع
| معايير المشروع | لا يوجد تحليل مسبق لـ DFM | تحسين التحليل المسبق الكامل للتصميم من أجل التصنيع | تأثير التحسين |
| معدل تغيير المحرك (ECO) | 4-6 مرات/مشروع | 0-1 مرة/مشروع | انخفض معدل التغيير بأكثر من 85%. |
| معدل نجاح تجارب العفن | 65%-70% | ≥95% | تقصير ملحوظ في دورة التشكيل التجريبي. |
| دورة تسليم المشروع | 35-40 يوم عمل | 21-28 يوم عمل | تحسنت كفاءة التوصيل بنسبة تزيد عن 30%. |
| معدل فقدان المواد في عملية التشكيل التجريبي | 8%-12% | ≤2% | انخفاض كبير في تكلفة القوالب التجريبية. |
دراسة حالة: مشروع إصلاح عيب تشقق بنسبة 15% في دعامة حزمة بطارية 6061-T6
قد تؤدي مشاكل تصميم القوالب غير المناسب وعملية التصنيع إلى تشقق متكرر، وهو عيب شائع في عمليات التشكيل الدقيق للمعادن المستخدمة في منتجات الألمنيوم النهائية. تتناول هذه الدراسة حالة عيب التشقق بنسبة 15% في دعامة حزمة بطارية 6061-T6، وذلك من خلال تحسين العملية وتصحيحها بدقة، مما أدى إلى تحقيق إنتاج ضخم مستقر خالٍ من العيوب.
تحديات العملاء
كان أحد الموردين الرئيسيين لشركة تصنيع سيارات الطاقة الجديدة في أمريكا الشمالية يُجري تعديلات على تصميم دعامة هيكل تعليق حزمة بطارية مصنوعة من سبيكة الألومنيوم 6061-T6 بسماكة 2.5 مم. وكان من المفترض أن يكون هيكل الانحناء بزاوية 90 درجة للمكون قادرًا على مقاومة الاهتزازات عالية التردد.
استخدم المورّد الأصلي تقنية الثني التقليدية بالصب، وهي تقنية غير ملائمة لخصائص مادة الألمنيوم 6061-T6 المستخدمة في التشكيل بالضغط، كما أنها أغفلت التحكم الدقيق في إجهاد التشكيل . وقد تسبب ذلك في نسبة تشقق مجهري بلغت 15% على جانب الثني الداخلي، مما أدى إلى كسر المادة بعد 5000 دورة إجهاد اهتزازي. قد يتم إيقاف المشروع وقد يتعرض المشروع لمطالبات قانونية.
حلول التصنيع LS
قام فريق الهندسة في شركة LS Manufacturing بعد توليه المسؤولية بإجراء تحسين وتصحيح كاملين لعملية التصميم للتصنيع (DFM) ، وهو ما يمثل أيضًا التنفيذ الفعلي لإرشاداتنا الحصرية لحل المشكلات:
- في البداية، تم التخلص من التصميم الأصلي غير المعقول R1.5mm وتغييره إلى R6.5mm، مع اتباع معيار السلامة R/t2.5 بدقة .
- وأخيرًا، تم تغيير اتجاه تخطيط لفائف الألومنيوم بحيث يكون خط الإجهاد الرئيسي للانحناء عموديًا على اتجاه الألياف المدرفلة، مما يعاكس عيوب تباين الخواص المادية.
- تم استخدام تركيبة تشحيم خاصة تحتوي على 75٪ زيت أساسي + 20٪ مادة مضافة للضغط الشديد + 5٪ عامل مضاد للتآكل لتقليل تكوين الإجهاد الحراري أثناء عملية التشكيل.
- في الوقت نفسه، تم استخدام صيغة تآكل القوالب الحصرية : قيمة التآكل = معامل الاحتكاك لكل شوط / عدد سماكة مادة الختم ، مما يؤدي إلى التنبؤ بدقة بتآكل القالب وهذا يعني توفير استقرار الدفعة.
النتائج والقيمة
بعد بدء تشغيل المشروع في مرحلة الإنتاج الضخم، حقق خط إنتاج التشكيل بالضغط المؤازر ذي الـ 400 طن معدل تشقق صفري تمامًا ، وحافظت قيمة CPK لفتحة تحديد الموضع الأساسية على 1.42، وانخفضت تكلفة الوحدة التصنيعية بنسبة 28% مقارنةً بالسابق، لتصل إلى 1.82 دولارًا أمريكيًا. اجتازت القطع 50,000 اختبار اهتزاز عالي التردد، مما حلّ مشكلة كسر الإجهاد بشكل كامل . بعد ذلك، طلب العميل 300,000 وحدة حصريًا سنويًا.
تُبرز هذه الحالة بوضوح قيمة الإنتاج الضخم لتقنية التشكيل المعدني الدقيق المخصص للألمنيوم، وتقدم نموذجًا عمليًا متكاملًا للإنتاج الضخم لمكونات 6061 عالية الجودة، استنادًا إلى حلول متطورة لتحسين جودة التشكيل . قدّم متطلبات مشروعك للتشكيل الدقيق للحصول على حلول تصحيح مخصصة مماثلة ، وتخلص نهائيًا من مشاكل تشقق الأجزاء واختلال الأبعاد.

الأسئلة الشائعة
س1: ما هو الحد الأدنى لكمية الطلب (MOQ) لخدمة التشكيل بالضغط على الألمنيوم حسب الطلب في شركة LS Manufacturing؟
بالنسبة للمكونات الهيكلية خفيفة الوزن المصنوعة من سبيكة الألومنيوم 6061-T6، يمكننا توفير نماذج أولية بدءًا من قطعة واحدة فقط ، باستخدام قالب مرن للتجميع السريع من أجل إنتاج نماذج أولية سريعة. أما بالنسبة لطلبات الإنتاج بالجملة بتقنية التشكيل التدريجي، فنقترح حدًا أدنى للطلب يبلغ 2000 قطعة لتغطية تكاليف تطوير القالب والحصول على أفضل سعر للقطعة الواحدة.
س2: كيف تضمن شركة LS Manufacturing عدم تأثر صلابة الألومنيوم 6061 من النوع T6 أثناء عملية التشكيل الدقيق للمعادن؟
تُجرى جميع العمليات باستخدام عملية التشكيل على البارد، مصحوبة بنظام تزييت منفصل عالي الكفاءة في تبديد الحرارة. ولا يُسمح لدرجة حرارة الأجزاء بالارتفاع إلا إلى أقل من 45 درجة مئوية، وذلك للحفاظ على البنية المعدنية الأصلية لسبائك 6061-T6 دون أي ضرر ، وللحفاظ على خصائص المادة مثل مقاومة الخضوع والصلابة.
س٣: هل تدعم عملية تصنيع تشكيل الألمنيوم لديكم تصميمات الأجزاء الهيكلية ثلاثية الأبعاد المعقدة وخفيفة الوزن؟
تتميز هذه الآلة بقدرتها على إنتاج كميات كبيرة من الأجزاء الهيكلية ثلاثية الأبعاد المعقدة. وبفضل خط إنتاج القوالب التدريجية متعدد المحطات بسعة 600 طن وخط إنتاج التشكيل بالختم المؤازر، يُمكن تنفيذ سلسلة من العمليات المدمجة مثل السحب العميق والتثقيب والتشكيل بالضغط ، مما يلبي متطلبات معالجة الأجزاء عالية الصلابة والمنحنية المعقدة وخفيفة الوزن.
س4: ما هي خيارات معالجة السطح المتاحة بعد الانتهاء من خدمة تشكيل الألمنيوم 6061-T6؟
إلى جانب عملية الأنودة الصلبة، نقدم خدمات السفع الرملي على مستوى الميكرون، والأكسدة الكيميائية الموصلة، والتلميع الكهربائي المقاوم للتآكل. يتم تنفيذ كل عملية تشطيب بقياس سمك طبقة الطلاء واختبار رذاذ الملح ، ما يضمن الوصول إلى معايير الجودة المعتمدة في قطاعي السيارات والصناعات العسكرية.
س5: كيف يتحكم فريقكم الفني في مدة تسليم الأدوات اللازمة لمشاريع تشكيل الألمنيوم المخصصة ذات الحجم الكبير؟
نتحكم في وقت تسليم الأدوات باستخدام ورشة تصميم القوالب الرقمية الخاصة بنا وورشة التصنيع باستخدام الحاسوب (CNC)، مع توفير تغذية راجعة سريعة للتصميم من أجل التصنيع (DFM) ودورات قوالب أولية في غضون 7-10 أيام عمل . أما بالنسبة للقوالب التدريجية ذات الأحجام الكبيرة، فهي عملية مُخططة ومُحكمة من التصميم إلى تسليم أول قطعة في غضون 21-28 يوم عمل .
س6: ما هو متوسط العمر الافتراضي لأداة التشكيل التدريجي المستخدمة في تصنيع مكونات 6061 المختومة؟
تُصنع مكونات القوالب من أجود المواد الخام المستوردة، بما في ذلك كربيد التنجستن والفولاذ عالي السرعة، والتي تخضع لمعالجة تبريد فائقة العمق وطلاء TD. وبفضل ذلك، يتمتع القالب الواحد بعمر خدمة مستقر وموثوق يتراوح بين 500,000 و1,000,000 شوط ، مما يجعله قادراً على دعم عمليات الإنتاج واسعة النطاق على المدى الطويل.
س7: كيف تحمي شركة LS Manufacturing تصميماتي الخاصة وحقوق الملكية الفكرية الخاصة بي خلال مرحلة تقديم العطاءات الخاصة بتشكيل الألمنيوم حسب الطلب؟
أحد الخيارات المتاحة هو توقيع اتفاقية عدم إفصاح، وهي اتفاقية سرية ملزمة قانونًا بين الطرفين، قبل الإفصاح عن أي معلومات. يُجهز خادم شركتنا بنظام إدارة هرمي مشفر. وبهذه الطريقة، تخضع الرسومات ثنائية وثلاثية الأبعاد لرقابة صارمة من قِبل نظام الإدارة لمنع الوصول غير المصرح به وتسريب الرسومات، وهو ما يُعد حماية شاملة للملكية الفكرية لعملائنا.
س8: كيف يمكنني الحصول على عرض سعر دقيق لتصنيع قطع الألمنيوم المختومة حسب الطلب، وكم يستغرق ذلك من الوقت؟
للحصول على عرض سعر دقيق، يُرجى أولاً تحميل رسومات هندسية ثنائية/ثلاثية الأبعاد للأجزاء، بالإضافة إلى حجم الدفعة ومتطلبات معالجة السطح. سيقوم فريقنا من الخبراء الفنيين بتقديم عرض سعر مفصل وشفاف، يشمل رسوم القوالب وتكلفة الوحدة، خلال 24 ساعة.
ملخص
إن عملية التشكيل الدقيق لسبائك الألومنيوم 6061-T6 ليست عملية تصنيع عادية، بل هي عملية هندسية شاملة ومدروسة بعناية، تجمع بين ميكانيكا المواد الدقيقة، والتنبؤ بالمحاكاة، وتصنيع القوالب الدقيقة. إن مشاكل الصناعة مثل تشقق الأجزاء، والارتداد البعدي، والنتوءات المفرطة هي في الأساس عيوب غير مقصودة ناتجة عن عدم التوافق بين معايير العملية وخصائص المواد.
بفضل الجمع الذكي بين أنصاف أقطار الانحناء، وفجوات التشكيل الديناميكية، والتحكم في القالب بدرجة حرارة ثابتة، وأنظمة مراقبة الجودة من الدرجة المستخدمة في صناعة السيارات، يمكن حل مشكلة الإنتاج الضخم الصعب بطبيعته لختم سبائك الألومنيوم خفيفة الوزن بشكل كامل، مما يمنح كلاً من قوة الهيكل ومزايا الوزن الخفيف.
تُعدّ خدمات التشكيل الدقيق للألمنيوم عالية الجودة الخطوة الأولى نحو مساعدة سلاسل التوريد في قطاع التصنيع المتوسط إلى الراقي على مواجهة مخاطر الجودة، وتقليل التكاليف الخفية، وضمان استقرار التسليم، لتصبح بذلك إحدى الركائز الأساسية لتنفيذ المشاريع. لا ينبغي أن تكون عيوب العمليات سببًا لعرقلة تقدم المشاريع أو خسارة أرباح سلاسل التوريد تدريجيًا ، فبفضل الحلول التقنية المتخصصة، يصبح الإنتاج الضخم الخالي من العيوب وبأعلى مستويات الامتثال ممكنًا.
اليوم، يمكنك الحصول على خدمة تقييم مطابقة رسومات التصنيع للتصنيع (DFM) مجانًا وحصريًا. سواءً كانت مكونات هيكل السيارة، أو دعامات هيكلية آلية، أو أغلفة إلكترونية دقيقة، حمّل رسومات CAD الخاصة بك واحصل على تقرير جدوى معالجة مُصمم خصيصًا لك خلال 24 ساعة، مما يضمن لك أفضل حلول معالجة التشكيل بالضغط.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


