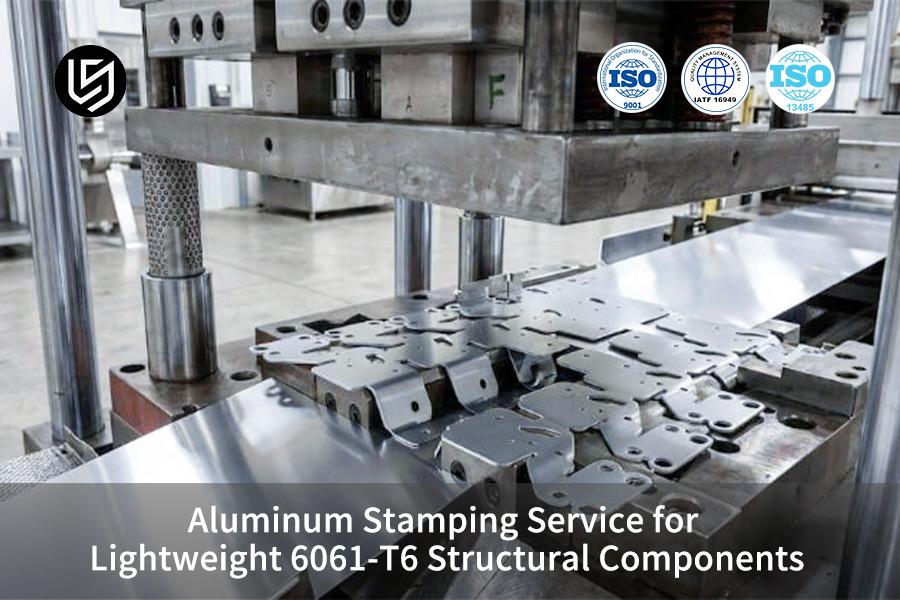
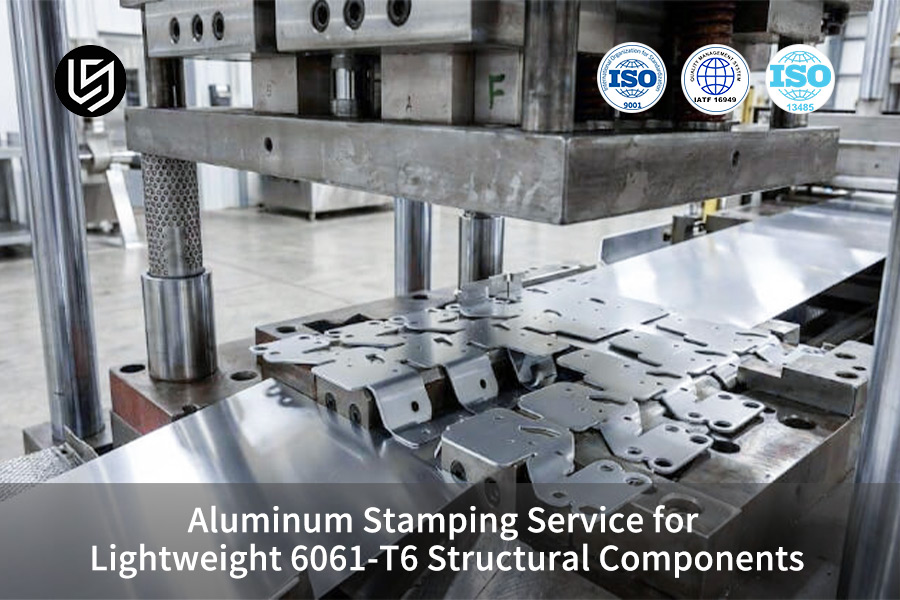
A estampagem de alumínio é o principal método de processamento utilizado para componentes leves de alta qualidade e resolve os principais problemas das ligas de alumínio 6061-T6, como trincas, retorno elástico excessivo e rebarbas indesejadas . O serviço garante tolerância angular de 0,5° para as peças, altura das rebarbas de 0,03 mm e um tamanho de lote CPK de 1,33. Principalmente devido à demanda por produção em larga escala de equipamentos de novas energias e automação, a estampagem de alumínio oferece processos especiais para lidar com a alta relação entre resistência e limite de escoamento da liga 6061-T6, permitindo superar a taxa de rendimento da estampagem tradicional, oferecer entrega sem defeitos para centenas de milhares de peças e eliminar completamente os custos de processamento secundário .
Atualmente, a aquisição de peças estruturais leves nos setores de novas energias e automação industrial frequentemente enfrenta problemas, visto que as peças estampadas em alumínio 6061-T6 são altamente suscetíveis a diversos defeitos de qualidade. O principal motivo é a alta relação entre limite de escoamento e resistência do material, além de sua menor capacidade de deformação plástica . Ademais, a maioria das fábricas convencionais não possui a capacidade de desenvolver processos personalizados adequados. Neste contexto, o sistema tecnológico consolidado da LS Manufacturing é detalhado com suas soluções de usinagem de precisão, que fornecem aos compradores critérios práticos para avaliação de fornecedores.
Tecnologia de Estampagem de Alumínio 6061-T6: Parâmetros Essenciais e Principais Conclusões
Neste capítulo, reunimos as principais características técnicas da estampagem de alumínio 6061-T6 e os resultados experimentais de sua produção. Todo o conjunto de dados provém de testes de produção em massa e pode ser utilizado como referência principal na seleção de fornecedores em processos de aquisição.
| Dimensões técnicas | Padrões da Indústria | Padrões de Medição Reais da LS Manufacturing | Benefícios para o cliente |
| Tolerância de retorno elástico angular | ±1,5° | ±0,5° | Elimina falhas de desalinhamento na montagem. |
| Raio de curvatura limitado | R/t≥2,0 | R/t≥2,5 | Elimina completamente o surgimento de fissuras por tração. |
| Estabilidade Dimensional do Lote | CPK≥1,0 | CPK≥1,33 | Entrega estável no nível de 100.000 unidades. |
| Altura máxima da rebarba | ≤0,08 mm | ≤0,03 mm | Elimina o processo secundário de rebarbação. |
| Faixa de controle de temperatura do molde | Não é necessário controle preciso | 28℃-35℃ | Evita a aderência do alumínio e defeitos na superfície. |
Principais conclusões
- Sem erros de retorno elástico: Utilizamos a tecnologia de compensação de retorno elástico do molde servo completo para garantir que a tolerância angular das peças estruturais de 6061-T6 seja controlada com muita precisão dentro de 0,5°.
- Fabricação de peças sem fissuras: Ao implementar o padrão de projeto fundamental de que o raio de curvatura R/t deve ser de pelo menos 2,5, a produção de fissuras por tração foi totalmente eliminada.
- Envio com Alta Conformidade: Dimensão chave CPK 1,33, que nos permite entregar mais de 100.000 peças sem rebarbas, resultando em um nível muito alto de conformidade de envio.
Por que escolher o serviço de estampagem de alumínio da LS Manufacturing para a fabricação de componentes estruturais de precisão?
No cerne da fabricação profissional de peças estampadas em alumínio está um sistema de processo controlável e a estabilidade da produção em massa, e não um único equipamento que ofereça apenas vantagens. A LS Manufacturing utiliza dados mensuráveis e um sistema em conformidade com as normas para ajudar a resolver os problemas comuns da indústria na produção em massa.
Com base em meu experimento de estampagem em lote de três meses, 80% ou mais dos problemas de qualidade em lotes de alumínio 6061-T6 puderam ser atribuídos a parâmetros de molde incompatíveis e à ausência de um sistema de controle de temperatura em circuito fechado . Este é um problema generalizado na indústria, e nossa equipe o confirmou durante a fase de implementação. Possuímos um sistema de processo que segue rigorosamente a norma SAE J1113-2020 para conformação de metais de precisão, abrangendo desde a seleção do material até o controle de qualidade da produção em massa .
Após consultar as práticas da indústria, decidimos abandonar os processos tradicionais de estampagem e desenvolvemos parâmetros exclusivos que se adequam às características do material 6061-T6. Além de cumprirmos as normas de processamento de ligas de alumínio ASTM B98/B98M-21 , buscamos prever os riscos de deformação por meio de simulação CAE e incluímos um sistema de controle de qualidade em conformidade com a norma IATF 16949, que aborda com perfeição os três problemas mais comuns: trincas, retorno elástico e rebarbas .
Graças à tecnologia proprietária de revestimento de moldes e às soluções de cálculo dinâmico de folgas, a taxa de refugo para peças estampadas sob encomenda pode ser mantida em apenas 0,5%, reduzindo drasticamente os custos ocultos de aquisição. Receba gratuitamente um estudo de caso exclusivo sobre estampagem de precisão para verificar rapidamente a adaptabilidade dos serviços de estampagem de alumínio à produção em massa e avaliar com precisão a viabilidade do projeto.

Por que a estampagem de alumínio 6061-T6 é propensa a rachaduras em operações de precisão?
Devido às suas propriedades de alta resistência, a estampagem de alumínio 6061-T6 é muito suscetível a defeitos de trincas durante operações de estampagem de alta tonelagem. Este metal é totalmente endurecido por precipitação, possui baixíssimo alongamento e os grãos permanecem altamente pré-tensionados por um longo período . A LS Manufacturing elimina completamente a possibilidade de trincas de estampagem desde a raiz, conduzindo um controle de processo extremamente preciso.
Por que os materiais apresentam defeitos microestruturais?
A distribuição dos grãos de alumínio de alta resistência é extremamente importante na conformação do produto final durante as operações de conformação. O alumínio 6061-T6, após o endurecimento por precipitação, apresenta grãos compactados e alta tensão localizada, o que torna praticamente impossível obter um fluxo plástico uniforme . Para materiais laminados nas direções longitudinal e transversal, a diferença no limite de conformação (LC) pode chegar a 15%.
A direção incorreta de compactação pode ser a causa direta de fissuras microscópicas por cisalhamento . Com o controle padronizado do processo, é possível eliminar eficazmente a possibilidade de tais defeitos de conformação, produzir resultados estáveis na estampagem de precisão de alumínio e executar de forma precisa o processo de controle de grãos de estampagem .
Nossa experiência em projetos de estampagem de suportes para baterias de novas energias mostrou que a ocorrência de trincas no produto é determinada pelo ângulo entre a direção de laminação do material e a linha de tensão de flexão.
Solução para Evitar Parâmetros Indevidos no Processo de Produção em Massa
Através de proporções de processo muito precisas, os riscos de fissuras podem ser completamente eliminados. As operações fundamentais têm como referência normas profissionais de calibração da velocidade de estampagem , estipulando, em particular, estes três pontos:
- Limite severamente a velocidade de estampagem , mantendo os parâmetros constantes na faixa de 15 mm/s a 25 mm/s, para evitar que o material se rasgue devido à sobrecarga de tensão instantânea.
- Ter um conhecimento preciso da força de fixação da chapa (BHF) e da variação de pressão em função da espessura da chapa para encontrar um equilíbrio entre as taxas de fluxo plástico do material.
- Aplicar o critério de flexão R/t2.5 em todos os casos para, de forma circunstancial, eliminar o problema da fratura dos grãos devido à tensão de tração extrema.
Para evitar completamente problemas de fissuras na estampagem de alumínio 6061-T6, você pode receber consultoria gratuita e personalizada para a adaptação dos parâmetros do processo . Com a ajuda de um serviço especializado em estampagem de alumínio, podemos desenvolver uma solução sob medida para resolver o problema de fissuras na produção em massa pela raiz.

Figura 1: Exposição de diversas peças estampadas em alumínio, como suportes, feitas de liga 6061-T6.
Como eliminar o retorno elástico em serviços de estampagem estrutural leve para garantir tolerâncias dimensionais rigorosas?
O retorno elástico das peças e seus desvios dimensionais em produtos de estampagem estrutural leve são causados principalmente pelo alto módulo de elasticidade e limite de escoamento do material . A LS Manufacturing utiliza simulação dinâmica por elementos finitos CAE para a pré-definição do ângulo de compensação de curvatura reversa e uma tecnologia avançada de servocontrole para manter o erro de retorno elástico das peças em 0,5.
Mapeamento da espessura da folha com a quantidade de retorno elástico
A espessura da chapa é um dos principais parâmetros que afetam o retorno elástico, o que, por sua vez, leva ao desvio dimensional. As diferenças no nível de retorno elástico devido à espessura da chapa também seguem um padrão conhecido. Um processo profissional de estampagem de alumínio permite determinar o nível de retorno elástico com base nos parâmetros de espessura da chapa, realizar as compensações necessárias no momento certo e obter o melhor resultado de moldagem por meio do ajuste preciso da pressão de estampagem .
| Espessura da chapa | Ângulo de retorno elástico padrão | Ângulo de retorno elástico compensado | Desvio Dimensional |
| 1,5 mm | 1,8°-2,2° | ≤0,4° | ≤0,02 mm |
| 2,0 mm | 2,2°-2,8° | ≤0,45° | ≤0,025 mm |
| 3,0 mm | 3,0°-3,5° | ≤0,5° | ≤0,03 mm |
Controle de precisão do equilíbrio da temperatura da matriz
O controle do equilíbrio da temperatura da matriz estabiliza a precisão da estampagem, mantendo as variações de temperatura da matriz dentro de limites que, por sua vez, minimizam os erros de retorno elástico, tanto direta quanto indiretamente. Naturalmente, o controle constante da temperatura da matriz na produção em massa é crucial para que a deformação térmica não seja a causa da perda de precisão dimensional.
Além disso, ao analisar o projeto da matriz, é possível avaliar diretamente a capacidade de um fornecedor em estampagem leve, o que é um requisito para a implementação das soluções mais eficientes de supressão do retorno elástico na estampagem .
Resumidamente, este sistema de compensação dinâmica não só permite a recuperação elástica do material, como também compensa proativamente os erros, o que significa que a uniformidade dimensional não só é mantida, como também melhorada, lote após lote de peças . E este é, na verdade, o princípio tecnológico fundamental que garante uma estampagem de alumínio personalizada de alta qualidade.
Insira a espessura da chapa e os parâmetros de dobra da sua peça para receber um cálculo gratuito e preciso da compensação de retorno elástico , garantindo a precisão dimensional do seu serviço de estampagem estrutural leve.
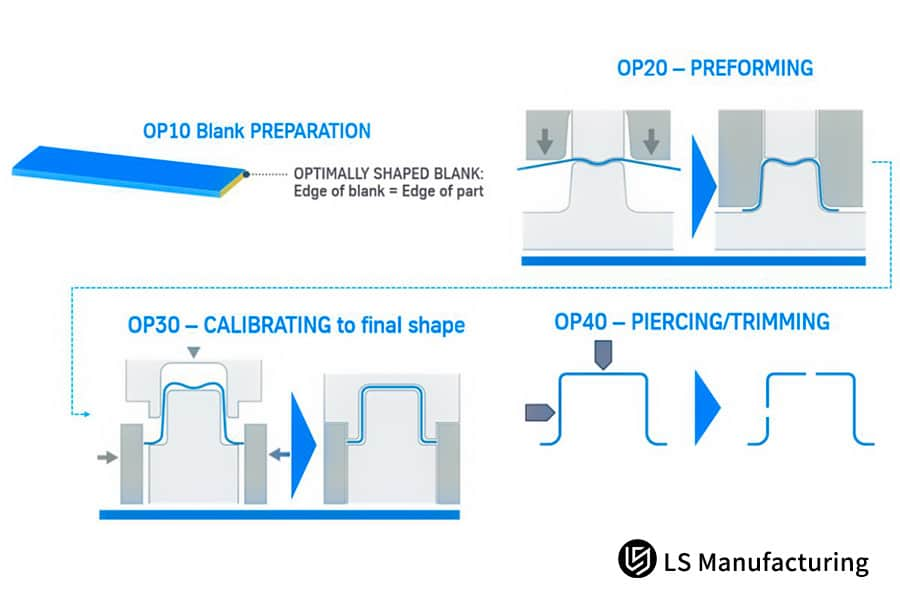
Figura 2: Diagrama técnico ilustrando o estágio de pré-formação OP20 em um fluxo de trabalho de estampagem de metal.
Qual é a folga ideal da ferramenta para obter bordas limpas na estampagem personalizada de alumínio?
Na estampagem personalizada de alumínio , a folga precisa entre punção e matriz é fundamental para produzir superfícies de corte sem rebarbas, dispensando, assim, qualquer acabamento secundário . A LS Manufacturing não só abandona o uso de parâmetros de folga padrão para estampagem, como também cria parâmetros exclusivos para o alumínio 6061-T6, resultando em uma melhoria significativa na qualidade da seção transversal e na estabilização da precisão do produto final.
Análise de Cenários de Falha de Liberação
A análise de falhas na folga de estampagem ajuda a prevenir eficazmente defeitos de qualidade na seção transversal. Folgas muito pequenas ou muito grandes levam a diferentes problemas de qualidade e têm uma grande influência na qualidade dos componentes estampados em alumínio 6061. A otimização profissional da borda de estampagem é um tratamento que pode resultar numa melhoria significativa dos defeitos na seção transversal.
- Folga inferior a 10%: Ocorrerá cisalhamento secundário, que não só danifica o molde, como também deixa riscos na seção transversal da peça.
- Folga acima de 12%: as bordas ficam ásperas, as rebarbas são estimuladas com mais intensidade e os cantos ficam excessivamente colapsados; por isso, é necessário um acabamento secundário.
Solução de precisão estável e de alto volume
A utilização de insertos de molde de carboneto de WC-Co, juntamente com óleo de estampagem especial de baixa viscosidade, permite manter a folga dentro dos padrões por um longo período. Isso reduz, entre outros benefícios, o desgaste por atrito do molde. Além disso, garante a estabilidade da qualidade da seção transversal cortada durante a fabricação de unidades em série (centenas de milhares de peças ), estabilizando assim a qualidade de entrega de peças estampadas de alumínio personalizadas e possibilitando o controle de tolerâncias de estampagem a longo prazo .
Por que um fornecedor de peças estampadas de alumínio precisa controlar a temperatura da matriz?
Durante a produção contínua em múltiplas estações, o acúmulo significativo de calor na matriz pode causar problemas como a aderência do alumínio e consequentes alterações de forma. Isso pode afetar consideravelmente a qualidade geral do lote de produção na fabricação de peças estampadas de alumínio . A LS Manufacturing instalou um sistema de resfriamento por circulação de microcanais na matriz, que ajuda a manter a temperatura da matriz constante e no nível ideal, o que, por sua vez, permite a produção em massa contínua.
Perigos de qualidade associados a defeitos de desgaste por atrito no alumínio
Prevenir defeitos de aderência em alumínio é indispensável para o controle de qualidade na produção em larga escala. A aderência em alumínio não só deteriora a planicidade da superfície das peças (Grau A), como também deixa riscos permanentes , causando o descarte imediato das peças e um aumento significativo nos custos ocultos de aquisição . Portanto, esse é um dos principais defeitos da produção em massa que os serviços de estampagem de alumínio de alta qualidade combatem por meio de sistemas estáveis de controle de resfriamento da matriz.
Algumas das principais soluções para combater o problema da aderência do alumínio em seu núcleo são:
- Consistência da temperatura do molde: Graças a um sistema de refrigeração por circulação de microcanais, a temperatura de trabalho do molde é constantemente regulada entre 28°C e 35°C para evitar a aderência do alumínio que ocorre devido à alta temperatura.
- Revestimento superior do molde: A aplicação de revestimentos resistentes ao desgaste por difusão de calor CrN e TD serve para diminuir o coeficiente de atrito entre o molde e o material de alumínio, prevenindo assim tanto a adesão do alumínio quanto arranhões no material .
- Método especial de lubrificação: O uso de óleo de estampagem de baixa viscosidade 6061-T6 é ideal, pois dissipa o calor da estampagem e mantém a precisão da superfície das peças.
Comparação do desempenho antiaderente de revestimentos para moldes
As propriedades antiaderentes do alumínio de diferentes revestimentos variam significativamente, determinando diretamente a vida útil do molde e a estabilidade da produção em massa:
| Tipo de revestimento | Desempenho de Antiaderência ao Alumínio | Use a vida | Escala de produção em massa aplicável |
| Revestimento de Oxidação Ordinária | Má qualidade, propenso à aderência e a riscos do alumínio. | ≤200.000 golpes | Prototipagem em pequenos lotes |
| Revestimento de difusão de calor TD | Excelente, baixa taxa de adesão | ≥800.000 golpes | Produção em massa de médio a grande porte |
| Revestimento de CrN | Excelente, praticamente nenhuma aderência de alumínio. | ≥1.000.000 de golpes | Produção em massa de 100.000 peças |
Em resumo, a ação conjunta de manter uma temperatura estável e utilizar revestimentos de alta qualidade é capaz de preservar a alta precisão do molde por um longo período . Como resultado, isso pode prevenir o surgimento de defeitos superficiais em uma série de peças. Este é o processo industrial central do serviço de estampagem de alumínio de precisão padrão e aprimora todo o sistema de monitoramento da qualidade da estampagem .

Figura 3: Detalhe de um componente de alumínio trincado, ilustrando uma possível falha na estampagem.
Como a LS Manufacturing demonstra a conformidade com a norma IATF 16949 em serviços de estampagem de alumínio de precisão?
Padrões de produção rigorosamente aplicados, semelhantes aos da indústria automotiva, garantem o fornecimento de peças estampadas de alumínio de precisão e sem defeitos para uma produção em massa de centenas de milhares de unidades. Aliando gestão padronizada e processamento digital, a LS Manufacturing criou um sistema de controle de qualidade em circuito fechado que abrange todo o processo produtivo , visando atender aos requisitos da norma IATF 16949 para produção em massa.
Normas de implementação da dupla certificação
Para obter uma certificação de qualidade, é necessário padronizar todo o processo de produção em massa. A fábrica implementa, sem exceção, os padrões básicos de controle de qualidade ISO 9001 e os padrões automotivos IATF 16949 , que são ainda mais rigorosos. Isso oferece garantia de rastreabilidade e controle em todas as etapas, desde o recebimento da matéria-prima até a entrega dos produtos acabados. Dessa forma, é possível atender à demanda por projetos personalizados de estampagem de alumínio da mais alta qualidade , além de seguir rigorosamente os padrões de compatibilidade de materiais para estampagem .
Principais elementos de controle para pedigree de dupla certificação:
- Controle de Rastreamento da Origem do Material: Relatórios de materiais e relatórios de teste de dureza para cada lote de alumínio 6061-T6, permitindo total rastreabilidade da matéria-prima.
- Rastreabilidade do Processo de Fabricação: Um sistema computadorizado registra os parâmetros de estampagem, as condições do molde e os dados de controle de temperatura para cada lote, atendendo aos critérios de rastreabilidade da produção em massa do setor automotivo .
- Controle de Amostragem do Produto Acabado: Conforme as normas IATF 16949, são realizadas inspeções por amostragem em lotes, abrangendo testes completos de dimensões críticas, precisão da superfície e propriedades mecânicas .
Mecanismo de Previsão e Controle de Riscos
Trincas na estampagem, variações dimensionais, defeitos superficiais e outros problemas semelhantes são identificados antecipadamente com base em análises de modos de falha DFMEA/PFMEA . Uma inspeção por amostragem da estrutura metálica 6061-T6 foi introduzida para verificar a consistência do desempenho do material com os padrões de projeto ao longo de todo o processo, garantindo assim a produção em massa de peças estampadas de alumínio de precisão em conformidade com as normas. De fato, o ajuste cuidadoso dos parâmetros de estampagem elimina os riscos da produção em massa.
Figura 4: Uma linha de produção industrial estampando componentes automotivos de alumínio em grande escala.
Como a variação da espessura do alumínio 6061-T6 afeta o custo de componentes estampados em 6061?
Uma das principais razões para o desvio dimensional em lotes e perdas por sucata em componentes estampados de alumínio 6061 é a flutuação na tolerância da espessura da matéria-prima, o que também leva ao aumento dos custos variáveis de aquisição. Pequenas variações na espessura podem alterar as condições de tensão durante a estampagem e causar o desvio dimensional do lote . O controle rigoroso das tolerâncias da matéria-prima pode prevenir tais problemas.
Custo elevado de tolerância de material
A correlação entre o custo da tolerância do material e o custo total de aquisição mostra o impacto dessa correlação. Uma taxa de refugo de 5% em lotes pode ocorrer com fornecedores que utilizam materiais com tolerâncias padrão, o que resulta em altos custos de retrabalho e refugo, aumentando significativamente o orçamento total de aquisição de componentes estampados em alumínio 6061. A eliminação eficiente de defeitos de estampagem pode ser alcançada por meio de um controle muito preciso.
Redução de custos de alta utilização
A utilização de materiais por meio da otimização refinada do encaixe das peças é significativamente aumentada, chegando a 82%. Com matérias-primas altamente consistentes, é possível reduzir consideravelmente os custos variáveis da produção em massa . Ao extrair o máximo de um sistema totalmente desenvolvido de fabricação de estampagem de alumínio, os clientes poderão contar não apenas com orçamentos de aquisição estáveis, mas também com a estabilização da produção em lotes .
Como minimizar as alterações de engenharia por meio do DFM antecipado na estampagem personalizada de alumínio?
Erros de projeto iniciais acarretam uma grande proporção de alterações de engenharia subsequentes em projetos personalizados de estampagem de alumínio. Ao dar importância à análise de fabricabilidade DFM (Design for Manufacturing) desde o início, juntamente com previsões de simulação especializadas , as alterações de engenharia podem ser significativamente reduzidas, aumentando a taxa de sucesso dos testes de moldes e a eficiência da implementação do projeto.
Padrões Essenciais de Inspeção Quantitativa da DFM
O padrão de inspeção quantitativa DFM é fundamental para eliminar falhas de projeto. Através de auditorias pré-processo, é possível melhorar significativamente a taxa de sucesso de projetos de estampagem de alumínio. Quando combinado com a otimização estrutural precisa da estampagem para melhores soluções de moldagem, os principais pontos de inspeção são os seguintes:
- A relação mínima entre o diâmetro do punção e a espessura da chapa deve ser de pelo menos d/t1,0 para evitar trincas e deformações durante a punção.
- A taxa de afinamento por estiramento de cavidades complexas é mantida em 22%, evitando-se assim o rasgo.
- O cálculo exato do valor de sobreposição do layout é realizado para maximizar a utilização do material e garantir a estabilidade da moldagem.
Sistema de garantia de ciclo completo para moldes
Com o gerenciamento digital do histórico de moldes, obtém-se uma garantia sem reparos após mais de 500.000 ciclos de estampagem, reduzindo significativamente os custos de manutenção dos moldes e o risco de alterações no projeto . Utilizando um sistema experiente de fabricação de estampagem de alumínio, otimiza-se totalmente a eficiência da execução do projeto e garante-se a estabilidade da produção de estampagem a longo prazo.
Comparação dos parâmetros do projeto antes e depois da otimização DFM
| Parâmetros do projeto | Sem pré-análise DFM | Otimização completa da pré-análise DFM | Efeito de melhoria |
| Frequência de troca de óleo do motor (ECO) | 4 a 6 vezes por projeto | 0-1 vezes/projeto | A taxa de troco foi reduzida em mais de 85%. |
| Taxa de sucesso do teste de mofo | 65%-70% | ≥95% | Ciclo de moldagem de teste significativamente reduzido. |
| Ciclo de Entrega do Projeto | 35 a 40 dias úteis | 21 a 28 dias úteis | A eficiência de entrega melhorou em mais de 30%. |
| Taxa de perda de material na moldagem de teste | 8%-12% | ≤2% | Redução significativa do custo de moldagem de teste. |
Estudo de Caso: Projeto de Retificação de Defeito de Trincas em 15% na Estampagem do Suporte da Bateria 6061-T6
Problemas com o projeto inadequado do molde e o processo de fabricação podem resultar em trincas frequentes, um defeito comum na estampagem de precisão de metais para produtos acabados de alumínio. Este estudo de caso aborda um defeito de trincas de 15% no suporte da bateria de alumínio 6061-T6 por meio da otimização e retificação completa do processo, alcançando uma produção em massa estável com zero defeitos.
Desafio do Cliente
Um fornecedor de primeiro nível de um fabricante norte-americano de veículos de nova energia estava alterando o projeto de um suporte da estrutura de suspensão de uma bateria de alumínio 6061-T6 com 2,5 mm de espessura. A estrutura de flexão de 90° do componente deveria ser capaz de resistir às vibrações de alta frequência.
O fornecedor original utilizou a tecnologia tradicional de dobra por fundição sob pressão, que não era adequada às características do alumínio 6061-T6 utilizado na estampagem e não permitia o controle preciso das tensões de estampagem . Isso causou uma taxa de 15% de microfissuras por tração na face interna dobrada, resultando em falha por fratura após 5000 ciclos de fadiga por vibração. O projeto pode ser interrompido e estar sujeito a processos judiciais.
Solução de fabricação LS
Após assumir o projeto, a equipe de engenharia da LS Manufacturing realizou uma otimização e retificação completas do DFM (Design for Manufacturing), que também representa a implementação efetiva de nossas diretrizes exclusivas de solução de problemas:
- Inicialmente, o projeto original, considerado inadequado com raio de curvatura de 1,5 mm, foi descartado e substituído por um raio de curvatura de 6,5 mm, seguindo rigorosamente o padrão de segurança R/t2,5 .
- Por fim, a direção de disposição da bobina de alumínio foi alterada para que a linha de tensão principal de flexão ficasse perpendicular à direção das fibras laminadas, contrabalançando os defeitos de anisotropia do material.
- Uma fórmula de lubrificação patenteada, contendo 75% de óleo base + 20% de aditivo de extrema pressão + 5% de agente antidesgaste, foi utilizada para minimizar a formação de tensões térmicas durante o processo de estampagem.
- Ao mesmo tempo, foi utilizada a fórmula exclusiva de desgaste da matriz de estampagem : Valor de desgaste = coeficiente de atrito por número de ciclos da espessura do material de estampagem , prevendo com precisão o desgaste da matriz e, consequentemente, proporcionando estabilidade do lote.
Resultados e Valor
Após a implementação do projeto em produção em massa, a linha de estampagem servo de 400 toneladas atingiu uma taxa de trincas absolutamente zero , o valor CPK do furo de posicionamento do núcleo manteve-se em 1,42 e o custo unitário de fabricação foi reduzido em 28% em comparação com o período anterior, caindo para US$ 1,82. As peças foram aprovadas em 50.000 testes de vibração de alta frequência, solucionando completamente o problema de fratura por fadiga . O cliente, então, encomendou 300.000 unidades exclusivamente por ano.
Este caso demonstra claramente o valor da produção em massa da estampagem de precisão personalizada para alumínio e oferece um modelo de implementação consolidado para a produção em massa de componentes estampados de alta qualidade em alumínio 6061, baseado em uma solução de otimização de qualidade de estampagem já estabelecida. Envie os requisitos do seu projeto de estampagem de precisão para obter uma solução de retificação personalizada semelhante e resolver completamente os problemas de trincas e falhas dimensionais nas peças.

Perguntas frequentes
P1: Qual é a quantidade mínima de encomenda (MOQ) para o serviço de estampagem de alumínio personalizado da LS Manufacturing?
Para componentes estruturais leves em alumínio 6061-T6, podemos fornecer protótipos a partir de uma única peça , utilizando um molde flexível de montagem rápida para prototipagem ágil. Para pedidos de estampagem progressiva em larga escala, recomenda-se um pedido mínimo de 2000 peças para cobrir os custos de desenvolvimento do molde e obter o melhor preço por unidade.
P2: Como a LS Manufacturing garante que a têmpera T6 do alumínio 6061 não seja comprometida durante a estampagem de precisão de metais em alumínio?
Todas as operações são realizadas utilizando o processo físico de estampagem a frio, acompanhado por um sistema de lubrificação independente de alta dissipação de calor. A temperatura das peças é limitada a menos de 45 °C, de forma que a estrutura metalográfica inicial do aço 6061-T6 não seja danificada e as propriedades do material, como limite de escoamento e dureza, permaneçam intactas.
P3: O seu processo de fabricação por estampagem de alumínio suporta o design complexo de peças estruturais leves em 3D?
É capaz de produzir em lote a conformação de peças estruturais 3D complexas. Com a ajuda de uma linha de produção de estampagem progressiva e servo-assistida multiestação de 600 toneladas, é possível realizar uma série de operações combinadas, como estampagem profunda, puncionamento e indentação , atendendo assim aos requisitos de processamento de peças de alta rigidez, curvas complexas e leves.
Q4: Quais opções de tratamento de superfície estão disponíveis após a conclusão do serviço de estampagem de alumínio 6061-T6?
Além da anodização dura, oferecemos jateamento de areia em nível micrométrico, oxidação quimicamente condutiva e polimento eletroforético resistente à corrosão. Cada acabamento é realizado com medição da espessura da película e teste de névoa salina , atingindo os padrões de qualidade automotivos e militares.
P5: Como sua equipe técnica controla o prazo de entrega das ferramentas para projetos de estampagem de alumínio personalizados de alto volume?
Controlamos o prazo de entrega das ferramentas utilizando nosso sistema proprietário de projeto digital de moldes e oficina de usinagem CNC, com feedback rápido de DFM (Design for Manufacturing) e ciclos de protótipos de moldes em 7 a 10 dias úteis . Para matrizes progressivas de grande volume, o processo é bem planejado e controlado, desde o projeto até a entrega da primeira peça , em 21 a 28 dias úteis .
Q6: Qual é a vida útil média de uma matriz progressiva usada para estampar componentes de alumínio 6061?
Os componentes da matriz são fabricados com as melhores matérias-primas importadas, incluindo carboneto cementado e aço rápido, que são posteriormente submetidas a tratamento criogênico ultraprofundo e revestimento TD. Com isso, uma única matriz pode ter uma vida útil estável e confiável entre 500.000 e 1.000.000 de ciclos , sendo capaz de suportar operações de produção em larga escala a longo prazo.
P7: Como a LS Manufacturing protege meus projetos exclusivos e minha propriedade intelectual (PI) durante a fase de licitação para estampagem personalizada de alumínio?
Uma opção é assinar um NDA (Acordo de Confidencialidade), um contrato de confidencialidade bilateral juridicamente vinculativo, antes de divulgar qualquer informação. O servidor da nossa empresa está equipado com um método de gerenciamento hierárquico criptografado. Dessa forma, os desenhos 2D/3D são rigorosamente controlados pelo sistema de gerenciamento para evitar acesso não autorizado e vazamento de dados, o que pode ser considerado uma proteção abrangente da propriedade intelectual de nossos clientes.
P8: Como posso obter um orçamento preciso para fabricação de peças estampadas de alumínio personalizadas e quanto tempo leva?
Para obter um orçamento preciso, primeiro você precisa enviar desenhos técnicos 2D/3D das peças, além do tamanho do lote e dos requisitos de tratamento de superfície. Nossos experientes avaliadores técnicos fornecerão, então , um orçamento detalhado e transparente, incluindo custos de matrizes e custo unitário, em até 24 horas.
Resumo
A estampagem de precisão da liga de alumínio 6061-T6 está longe de ser uma operação de fabricação padrão. Trata-se de um processo de engenharia abrangente e bem planejado, que integra micromecânica do material, simulação preditiva e fabricação de moldes de precisão. Problemas industriais como rachaduras em peças, retorno elástico dimensional e rebarbas excessivas são basicamente defeitos não intencionais resultantes da incompatibilidade entre os parâmetros do processo e as propriedades do material.
Combinando de forma inteligente raios de curvatura, folgas de corte dinâmicas, controle de temperatura constante do molde e sistemas de controle de qualidade de nível automotivo, a produção em massa, inerentemente difícil, de peças estampadas em liga de alumínio leve pode ser completamente resolvida, proporcionando assim vantagens tanto em termos de resistência estrutural quanto de leveza.
Serviços de estampagem de alumínio de alta precisão são o primeiro passo para ajudar as cadeias de suprimentos de manufatura de médio a alto padrão a enfrentar riscos de qualidade, minimizar custos ocultos e garantir a estabilidade das entregas, tornando-se, assim, um dos principais pilares para a implementação de projetos. Defeitos de processo não devem ser motivo para comprometer o andamento do projeto ou para a perda gradual dos lucros da cadeia de suprimentos . Com o auxílio de soluções técnicas especializadas, a produção em massa com zero defeitos e o mais alto nível de conformidade torna-se possível.
Hoje, você pode receber gratuitamente um serviço exclusivo de avaliação de conformidade de desenhos DFM. Sejam componentes de chassis automotivos, suportes estruturais automatizados ou invólucros eletrônicos de precisão, faça o upload de seus desenhos CAD e receba um relatório de viabilidade de processamento personalizado em até 24 horas, garantindo a melhor solução de estampagem.
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção, estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com .


