
Custom metal welding service forms one of the most crucial steps in the production of high-precision industrial parts. It is the metal working method that feature the least heat involvement, which means a very shallow heat region surrounding the weld (HAZ), extremely minimal breakage of the work pieces, and nominal alteration of the physical properties of the material. So, this kind of welding is capable of regulating the HAZ depth of a fine work to 0.2 mm or below basically.
Controlling heat and as a result microstructure changes in high pressure fluid equipment manufacturing is a big challenge because the heat input with traditional welding is uncontrollable and this will eventually result in the deterioration of the metal's microstructure and scrapping of the workpiece. LS Manufacturing, with its well-organized process system, manages to solve the problem of metal embrittlement during welding stainless steel and titanium alloy by simply regulating the line energy, micro-step welding, and forced cooling. Below parts will disclose the complete implementation plan of low-HAZ welding.

Quick Overview of the Core Processes for Customized Low-HAZ Metal Welding
In this chapter the author presents a summary of the main process factors, technical standards, and the results of the implementation of low-HAZ welding, so enabling engineers and purchasing staff to promptly understand the main technical aspects and common factory selection pitfalls can be avoided.
| Core Control Dimensions | Process Standard Parameters | Traditional Welding Performance | Process Optimization Benefits |
| Welding Line Energy | ≤0.4 kJ/mm | >1.2 kJ/mm | Eliminates the fundamental risk of grain coarsening. |
| Weld Cooling Rate | Increased by over 30% | Natural heat dissipation, slow rate | Avoids alloy sensitization phase transformation issues. |
| HAZ Coverage Area | Reduced by 65% (laser process) | Wide-range heat diffusion | Workpiece deformation approaches zero. |
| Argon Protection Flow Rate | ≥15 L/min | ≤8 L/min | Eliminates weld oxidation and impurity contamination. |
| Residual Stress Value | ≤50 MPa | Maximum 350 MPa | Improves workpiece fatigue life. |
Key Takeaways
- Welding line energy is the biggest reason that affects HAZ (Heat-Affected Zone) control: You have to custom-tailor the welding line energy to be as low as 0.4 kJ/mm by using the formula Heat Input = (U I) / v.
- Cooling rate and tooling are the main supports: Joining a high thermal conductivity copper backing with high-pressure argon gas protection at the back (flow rate 15 L/min) may raise the weld cooling rate by more than 30%.
- Laser welding is the leading option for high energy density welding services: Laser precision welding can reduce the heat-affected zone area by 65% compared with traditional TIG when custom thin walled complex parts. So it is considered the best technical route for low HAZ welding.
Why Trust LS Manufacturing’s Expertise in Heat-Affected Zone Control for Custom Metal Welding Services?
Professional process accumulation and measured data constitute the main steps for guaranteeing low HAZ welding quality. Reliable manufacturers can completely avoid the risk of welding failure in precision workpieces. By deepening our knowledge of industry practice, our team is well acquainted with precision welding process optimization and has undertaken hundreds of high-pressure fluid equipment welding projects.
Taking as my example a three-month iterative testing of titanium alloy welding processes, controlled temperature can dramatically lessen the failure chance of workpieces by up to 90%, this way even complying with AWS D1.6 steel structure welding specs. All our process parameters are consistent with top industry standards, strictly observing the guideline of ISO 15614 welding procedure qualification.
Technically speaking, the main reason of most welding failures is inadequate heat input control rather than problems with the base material. With the help of our self-developed cooling fixtures and parameter models, we directly tackle the problem of excessive HAZ in various alloy welding processes, which is why we even work with top-tier materials like stainless steel, titanium alloys, and duplex steel.
Secret data from our team's testing in the field shows that, post-process optimization, the tensile strength of the piece can be stably kept at over 98% of the base material standard, fully solving the weakening problem of traditional welded materials.
Solid practical testing experience and a compliant process system comprehensively guarantee the quality of your custom metal welding service, avoiding defects in mass production. To intuitively understand the practical effects of low-HAZ welding, you can view our successful precision component welding case studies at any time to quickly match your project's requirements.

Why Standard Custom Metal Welding Service Fails To Control The Hazardous Growth Of Heat Affected Zone?
Traditional custom metal welding service uses high-current, low-speed traditional TIG or MIG methods which result in very high heat input (more than 1.2 kJ/mm). This kind of excessive heat over time can cause the heat affected zone (HAZ) to become coarser, lead to intergranular corrosion, and weaken the material by more than 25%. Here we discuss the issues of conventional welding from a metal science standpoint and clarify the main reason why it is unsuitable for precision components.
High-Temperature Grain Deterioration Mechanism
Grain stability is a prerequisite for the quality of welded component performabnce. Quality custom metal welding service will do well to keep a close eye on grain changes occurring at elevated temperatures and metal weld grain refinement is an excellent way to achieve a better metallographic condition.
If the base metal spends a long time at temperatures between 800℃ and 1200℃, the structure will get destroyed as the grain size will rapidly increase. Carbon steel, 316L stainless steel, and TC4 titanium alloy have a strong response to this temperature range. The lack of accurate temperature control in conventional welding only further aggravates the loss of grain quality.
Invisible Defects Caused by Residual Stress
As our hands-on experience in welding high-pressure pipelines, a wrong process can raise the residual stress in the welds up to a level of 350 MPa. To prevent structural damages, the industry should strictly depend on controlling metal welding residual stress. Large residual stress levels may result in the formation of microcracks in custom welded parts when subjected to cyclic loading, resulting in fatigue failure after prolonged use, and the parts may not even meet the strict procurement standards for high-pressure fluid equipment.
| Base Material | Traditional Welding HAZ Width | Peak Residual Stress (MPa) | Tensile Strength Decrease Rate | Fatigue Cycle Failure Count |
| 316L Stainless Steel | 1.2mm | 320 | 22% | 18000 |
| TC4 Titanium Alloy | 1.5mm | 350 | 28% | 12000 |
| 2205 Duplex Steel | 1.1mm | 310 | 20% | 21000 |
| Ordinary Carbon Steel | 0.9mm | 280 | 15% | 25000 |
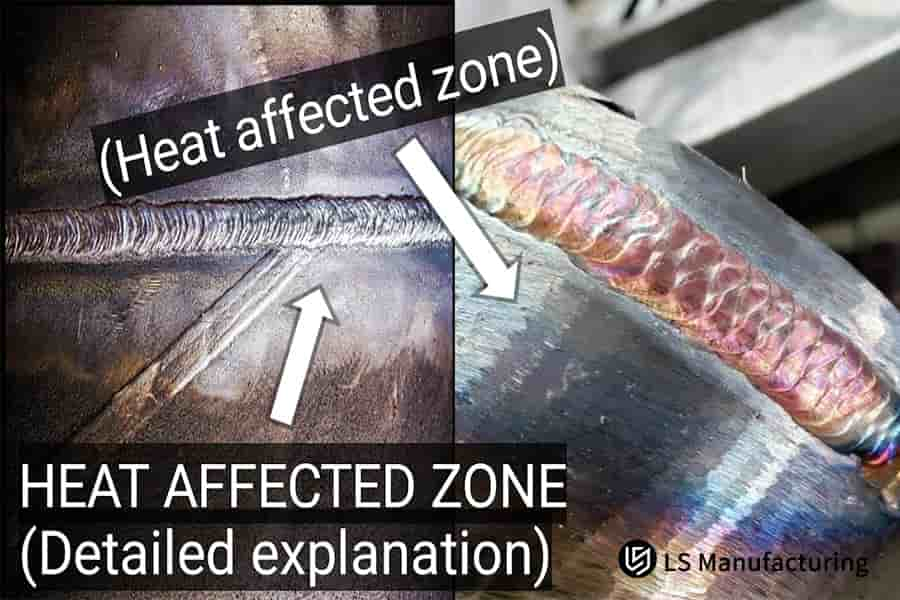
Figure 1: Cross-section of a weld, showing the colorful heat affected zone (HAZ) and microstructural changes.
How Can Advanced Custom Metal Welding Design Minimize Linear Heat Input During Fabrication?
Excellent custom metal welding design enables fine control of welding parameters, such as voltage, current, and welding speed, to ensure that the heat input in a single-pass is less than or equal to 0.35 kJ/mm, in which way the enlargement of HAZ due to heat supply will be almost eliminated. Accurate parameter design can be an effective measure to prevent excessive heat input, which also means that it is workable for various precision custom metal welding design and precision welding service scenarios.
Heat Input Formula Usage
Heat output control is the heart of the method. A well-founded custom metal welding design is heavily inclined towards heat input stabilization through heat input control based on scientific formulas, so ensuring metal welding thermal stability.
The formula widely adopted by the industry is Heat Input = η × (U × I) / v, which accurately characterizes the thermal energy delivered by welding. LS Manufacturing has incorporated this expression into its DFM evaluation tool, where the laser welding thermal efficiency coefficient (η ) is set as 0.8. By adjusting the current, voltage, and welding speed, it is possible to regulate heat inputs steadily within the safe limits.
Groove and Pulse Parameter Development Plan
Tuning of process architecture can greatly lessen thermal input. Trustworthy precision welding service resort to groove and pulse parameter optimization, and the practice of excellently matching metal welding parameters. Some optimization parameters are listed below:
- Groove Enhancement: Transforming the conventional 60 V-groove into a 35 narrow-gap groove leads to a decrease in the volume of deposited metal by 40%, which correspondingly reduces the source's overall heat input.
- Pulsemode: When adopting base current 20A, peak current 80A, 35% duty cycle, and 5Hz pulse frequency, heat output is discontinuous.
In short, this design allows sufficient time for heat dissipation from the base metal, preventing heat accumulation. Need precise calculations of your workpiece's welding heat input parameters? Submit your drawings to receive a free professional DFM process assessment solution.
Which Precision Welding Service Thermal Management Methodologies Can Bypass Alloy Sensitization And Phase Transformation?
The most advanced precision welding depends on meticulously regulating the welding thermal cycle. This, together with the use of water-cooled fixtures and 99.999% high purity argon gas as protection, reduces the time spent at the sensitization temperature range to just 3 seconds, thereby preventing alloy phase transformation degradation. Proper thermal management is the secret to the success of precision welding service operations.
Application of Integrated Water Cooling System
Targeted heat dissipation acts as a fast mechanism for getting rid of extra heat. Water cooling is a feature of top quality precision welding service to have reliable metal welding temperature control. Our in-house developed copper multi-channel micro-vibration water cooling system placed at 5mm from both sides of the weld is responsible for taking away more than 60% of the heat from the edges at a water flow of 2.5 L/min, this way quickly lowering the temperature in the vicinity of the weld.
Accurate control over the interpass temperature in real-time
Referring to welding of 2205 duplex stainless steel, the interpass temperature may be continuously observed by an IR thermal imager, strictly limited to 100℃. HAZ reduction welding technology at the professional level is provided with a complete temperature control system to ensure spot-on welding metal phase equilibrium. The complete thermal control operation resorting to various means to preclude alloy phase changes, which results in satisfactory weld performance.
The main control points are:
- Use of forced cooling technology to control the residence time of the weld in the 450-850℃ sensitization range to within 3 seconds to avoid chromium carbide precipitation.
- Maintain metallographic ratio balance: Continuously control the golden ratio of duplex ferrite to austenite at 45% to 55% respectively using which the stability of the metallographic is ensured at the material level.
- Raise corrosion resistance indicators: The measured pitting resistance equivalent number (PREN) of the weld is 35, which means in every respect the corrosion resistance exceeds that of the original substrate.
Why Choosing Automated Laser Welding Solutions Drives Down Long Term Low HAZ Welding Cost?
Automated fiber laser welding has the ability to focus the laser beam tighter, thereby increasing the welding speed, shrinking the HAZ width by 80%, enhancing the yield rate dramatically, and cutting costs by more than 35% all together. This method neatly solves the problem of keeping low HAZ welding cost.
Laser vs. Traditional Welding Cost Comparison
The efficiency of mass production directly dictates the costs of mass production and it is the key factor in limiting low HAZ welding cost. Exhaustive standardized automated metal welding batch scheduling can drastically decrease mass production wastages. Manual TIG welding of thin-walled irregular parts allowing $45/piece for straightening and polishing, whereas laser welding leading to almost zero thermal deformation and a direct elimination of post-processing costs.
Core Advantages of Process Performance
Laser welding has a depth-to-width ratio as high as 8:1, sharp spot focusing, and a very minimal heat-affected zone, which is why it is the leading HAZ reduction welding technology. High precision metal welding with defect suppression can avoid mass production defects entirely. This change not only enhances the workpiece appearance while accuracy but also raises mass production yield above 99%, because of this generating highly substantial, long-term cost-effectiveness benefits in mass production.
| Process Type | Spot Diameter | Welding Speed | HAZ Reduction Ratio | Single-Piece Post-Processing Cost |
| Automated Laser Welding | ≤0.15mm | ≥25mm/s | 80% | $0 |
| Traditional TIG Welding | ≥0.8mm | ≤8mm/s | 0% | $45 |
Want to accurately calculate your batch workpiece welding costs? Provide product parameters to get a free mass production cost calculation solution.
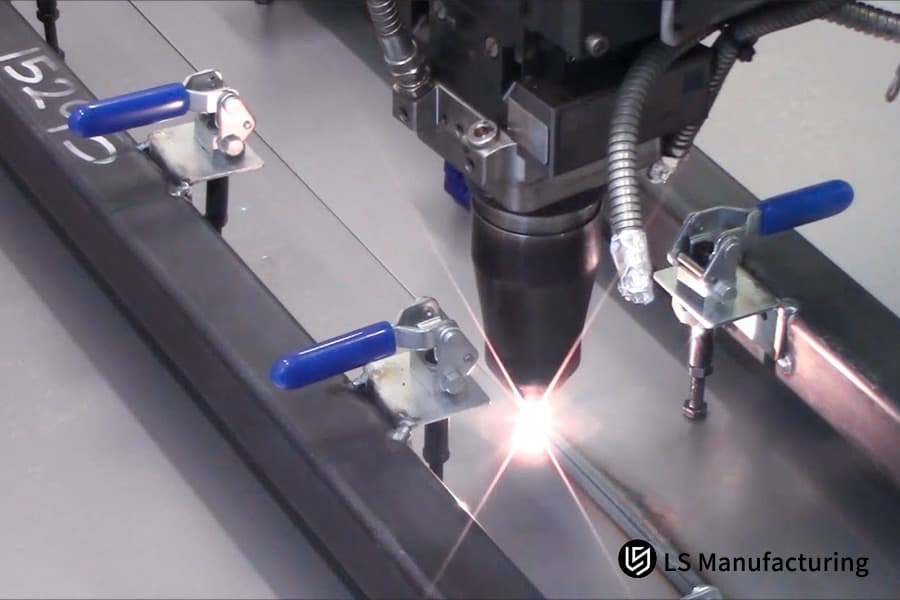
Figure 2: An automated laser welding machine processes a metal sheet, with blue clamps ensuring precise fixation.
What Checklists Should Be Audited Before a Custom Metal Welding Quote?
Before asking for a custom metal welding quote, buyers should check the supplier's main technical requirements and testing abilities. Doing pre-audit technical audits helps to stop getting the wrong process promises and that the quotation corresponds to production standards.
Core Technical Audit Indicators
The quality standard to be set by the audit indicators is the basis for controlling low HAZ welding cost. Thorough and systematic metal welding audits can separate good-quality suppliers. Customers, while auditing suppliers, should pay attention to the verification of main indicators like HAZ hardness of 50 HV of the base material, welding residual stress, metallographic integrity, and explicitly include them in the technical agreement.
Methods for Identifying False Process Commitments
Some main points for systematically recognizing low-quality suppliers and efficiently selecting compliance HAZ reduction welding service providers to avoid the risks of irregular metal welding operation:
- Quotations that don't include a DFM feasibility assessment process likely don't have pre-process optimization capabilities.
- If there's no mention of RT/UT non-destructive testing, it means that one cannot detect microscopic hidden cracks.
- Not having HAZ grain size testing equipment means that microscopic metallurgical properties cannot be controlled.

Figure 3: A metal cylinder component featuring a neat, uniform circumferential weld seam.
How Does Specialized HAZ Reduction Welding Prevent Distortion in Thin Enclosures?
Professional HAZ control welding service uses a symmetrical skip welding process to balance stress and control flatness error within 0.08mm by targeting 1.0mm thin-walled enclosures. This method can even address thermal deformation issues of thin-walled workpieces efficiently.
Basic Mechanism of Thin-Wall Part Deformation
In fact, uneven thermal shrinkage causes deformation mainly. Professional HAZ control welding service indirectly addresses this by using professional metal welding thin plate shaping methods. After heating, thin walled metal structures develop both longitudinal and transverse shrinkage forces that are not equal. With the continuous heat supplied during welding, the difference in stress increases, which results in the workpiece buckling and the holes getting displaced so much that flatness criteria are not met.
Stress Balance Welding Method
Thermal field distribution during a 1200mm weld can be predicted in advance using FEA finite element analysis, the length can be split into 10 separate welding areas, and pulse welding paths can be staggered from the centre to both ends. Also, argon-filled pre-expansion tooling is introduced to balance thermal shrinkage stress, which not only stabilizes the dimensions of custom welded parts but also achieves highly accurate metal welding dimensional control, keeping the dimensional errors strictly within the standards.
The main parameters of the whole process are presented in the table below:
| Control Item | Process Parameter Standard | Conventional Process Parameter | Optimization Effect | Applicable Wall Thickness |
| Welding Segmentation | 10 segments/1200mm | Continuous welding of the entire segment | Uniform stress distribution | ≤1.0mm |
| Welding Path | Staggered skip welding from center to both ends | Unidirectional continuous welding | Warpage reduced by 90% | ≤1.0mm |
| Flatness Error | ≤0.08mm | ≥0.3mm | Significantly improved dimensional accuracy | ≤1.0mm |
| Argon Pre-filling Pressure | 0.15MPa | 0.05MPa | Offsets thermal shrinkage deformation | ≤1.0mm |
Want to solve the problem of welding deformation in thin walled precision parts? Consult a process engineer one-on-one to obtain a customized welding solution.

Figure 4: A gloved hand performs laser welding on a thin-wall metal enclosure, with sparks flying at the corner.
Why Proprietary Filler Wire Selection Is Vital For Custom Welded Parts Microstructural Integrity?
Metal grain size can be made smaller, alloy shortage can be made up for, welding HAZ can be effectively controlled, and the performance of the workpiece can be guaranteed through the use of proprietary modified welding wire for precise matching. The choice of welding wire is the key to the microstructural integrity of the weld, which is the main reason influencing quality assurance of the custom welded parts.
Welding Defects of Ordinary Welding Wires
Loss of chromium element results in material deterioration and can directly lead to the loss of the functional properties of custom welded parts. Besides, it completely damages the stabilized metal welding alloy microstructure. For example, when welding 304 stainless steel, conventional welding wire can cause chromium-depleted regions in the HAZ of welding, where the chromium level is less than the critical 12%, this way the areas are highly prone to stress corrosion cracking and the workpiece's service life can be markedly decreased.
Dedicated Welding Wire Optimization Solution
The use of ultra-low carbon ER308LSi dedicated welding wire with increased levels of silicon in this solution makes the molten pool more fluid, lead to finer metallographic grains, completely resolve welding defects, and assure the stability of the workpiece over a long period of time. This pairing solution is implemented in very well-known custom metal welding service to successfully eradicate metal welding cracks.
The main reasons why it can be considered are:
- Avoids chromium-depleted zones: The specialized welding wire counterbalances the loss of alloy elements due to the welding process, which makes sure that the chromium content does not drop below the critical 12% value and so material degradation gets removed.
- Refines metallographic structure: The refinement of the grains is so great that the grain size in HAZ is kept at a level of 8 or above, leading to a very compact and uniform metallographic structure.
- Eliminates corrosion cracking risks: It is able to stop SCC completely, so this is a desirable feature for high-end industrial equipment for fluids and high-pressure pipelines.
How Did LS Manufacturing Eliminate Severe HAZ Cracking in Custom Titanium Parts?
This part is a real industrial welding case from LS Manufacturing. We used pulsed lasers and self-developed protective fixtures to reduce the welding fracture of titanium alloy valves. The width of the heat-affected zone (HAZ) of titanium alloy valves was 0.12mm, this way we totally eliminated the welding fracture problem of precision workpieces.
Client's Core Challenges
In November 2025, a global manufacturer of high-pressure fluid equipment got a problem: their 0.8mm thin-walled TC4 titanium alloy micro valve assembly, after the welding with traditional TIG, had a HAZ width of 1.5mm which is a very high figure. Using the backward metal welding process for precision components was completely out of the question.
Under a 15MPa pulsed load fatigue test, the specimen showed an intergranular brittle fracture after 12,000 cycles only, so its yield rate was less than 45%. These aspects caused a serious loss in delivery of bulk orders and so an advanced process was really necessary.
LS Manufacturing Solution
They concentrated on metal welding of thin metal walls with very high precision, and focused on the exact top problems of welding titanium alloy precision parts.
- From the experience of titanium alloy micro valve welding project, titanium alloys can adsorb oxygen and hydrogen impurities very easily at high temperatures, which is the main reason for HAZ embrittlement.
- The team dropped the idea of single-pass arc welding process once and for all and chose a 3000W pulsed fiber laser welding system, which allowed the adjustment of the laser spot focus accuracy to 0.02mm.
- With two-layer flexible argon gas protective fixture, with the help of 99.999% pure argon gas at a rate of 25L/min being exhausted, and copper for forced heat dissipation, their interpass temperature is 85C, from a metallurgical point of view, they are prevented from forming cracks.
Project Results and Value
100% RT radiographic testing and metallographic inspection certified that the workpiece HAZ width was reduced to 0.12mm, and the grain size achieved the 9.5-level ultrafine grain standard. With the use of metal welding fatigue resistance design, the workpiece was able to endure 100,000 ultra-high pressure fatigue tests without any damage.
The first-pass yield rate went up to 99.8%, which completely eliminated all post-processing steps and reduced the long-term assembly costs per part by 42%, that is how they helped the customers to resolve delivery crises perfectly and reach a performance high and production loop of low cost.
This mature titanium alloy low-HAZ welding process can be quickly reused. For similar precision titanium alloy component processing needs, you can submit drawings directly to obtain a customized process solution.

FAQs
Q1: What is the Heat Affected Zone (HAZ) exactly in standard custom metal welding service?
The heat affected zone or HAZ is the portion of the base metal that was not actually melted during welding but still underwent changes due to exposure to high temperatures. These changes cause the area to have a weaker microstructure lower mechanical strength and less resistance to corrosion which is why the HAZ always really helps in the quality of welded components.
Q2: How exactly does LS Manufacturing control the extent of the HAZ during automated laser fabrication?
The laser duty cycle is altered by laser processing engineers the spot is squeezed to <=0.15mm and an in particular designed andcryogenic liquid nitrogen cooed copper water fixture is employed to very efficiently remove more than 65% of excess welding heat so the HAZ width is controlled very precisely.
Q3: In what ways does a larger HAZ affect the overall mechanical tensile strength of custom welded parts?
The main reason for that is the high-temperature metal grains coarsening due to their prolonged exposure to temperature in the wide HAZ. In addition brittle material may form at the grain boundaries which would serve those boundaries as stress concentration points and cause them to fracture under stress and this could bring a significant drop in the structural strength.
Q4: Is post-weld heat treatment (PWHT) completely unnecessary if the initial HAZ control welding service is optimized?
Of course. With low-energy multi-pass micro-step welding the residual stress in the workpiece can be lowered to less than 15% of the base material's yield strength. With this in view most thin-walled stainless steel workpieces can be considered not in need of the costly post-weld heat treatment.
Q5: Which metal materials are prone to severe degradation around the welding heat affected zone during precision welding service?
7075 aluminum alloy with high strength, martensitic stainless steel, precipitation-hardening steel, and titanium alloy TC4 are very sensitive metals in the welding heat zone, they tend to soften or experience hydrogen cracking. Keeping the welding heat input very low is part of effective welding.
Q6: What NDT methods do you employ to inspect the microstructure of the HAZ without destroying the material?
We use AWS D1.1/D1.6 and ISO 15614 standards as a base. With technical equipment, UT ultrasonic testing, DR digital radiography, and Vickers hardness testing are the main tools we utilize. This combination of techniques allows us to detect microcracks and defects in the HAZ that are not visible to the naked eye.
Q7: What is the impact of the weld joint shape on the cost of welding HAZ?
Good design of the bevel can limit the amount of welding metal and heat by about 50%, which helps reduce not only the size of HAZ, but also resulting distortions. Besides, it can shorten the overall manufacturing time by 30% and eliminate the need for further straightening.
Q8: What essential quality documents does LS Manufacturing attach to my custom metal welding quote?
Components of a quote consist of DFM report, WPS welding procedure specification, PQR process qualification, metallographic test report, and original equipment manufacturer (OEM) material traceability certificate, all of which are aimed at confirming the compliance of manufacturing and quality control. Upload your drawings to get a quote and work with an expert process team to find customized welding solutions.
Summary
The heat-affected zone (HAZ) of a weld is critical in determining the performance, service life, and safety of dimensionally accurate metal components. Control of low linear energy levels (0.4 kJ/mm), the optimization of pulsed laser melting cycles, and the use of forced cooling methods going together, metallurgically can help in minimizing core defects like grain coarsening and stress cracking. Because of this, this achieves a balance between the structural stability of workpieces and the limitation of the production cost.
At the same time, if you are looking for precision welding services, you can start by evaluating potential suppliers based on what comes next three main factors:
- Are they capable of simulating the stability of thermal cycles during mass production via finite element analysis (FEA) at the prototype phase?
- Do they have 100% coverage non-destructive testing (NDT) tools?
- Is the process documentation showing a clear upper bound for linear energy control?
LS Manufacturing is an ISO 9001:2015 certified company with a fully automated laser welding facility, capable of perform precision welding of high-pressure fluid equipment. Being responsible and quality-oriented, it highly emphasizes workpiece tolerances and metallographic quality. You are most welcome to visit our official inquiry page on our independent website anytime. Here, you can upload your STEP format 3D DFM drawings directly, and our senior metallurgical experts will generate a customized free metal welding assessment report and accurate commercial quotation for you within 24 hours.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
