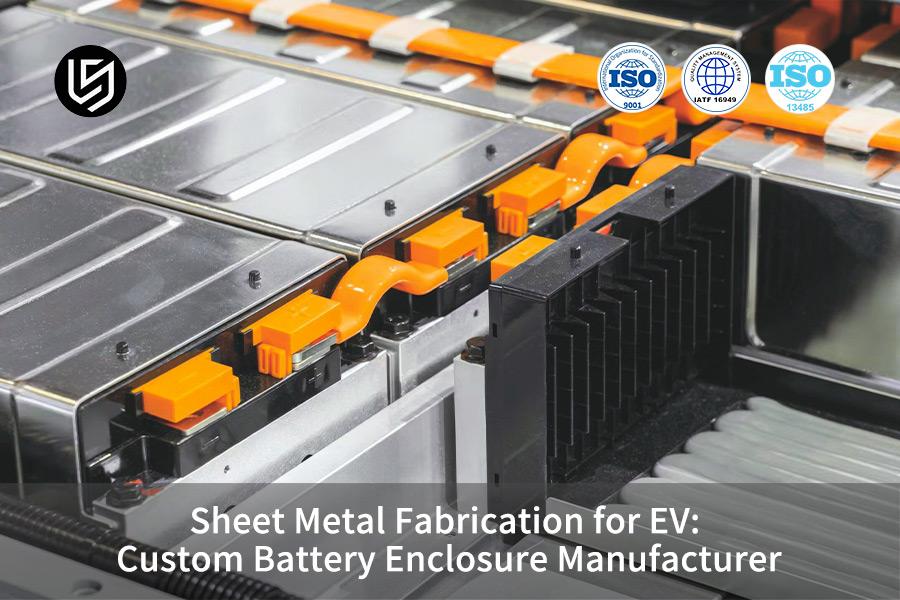
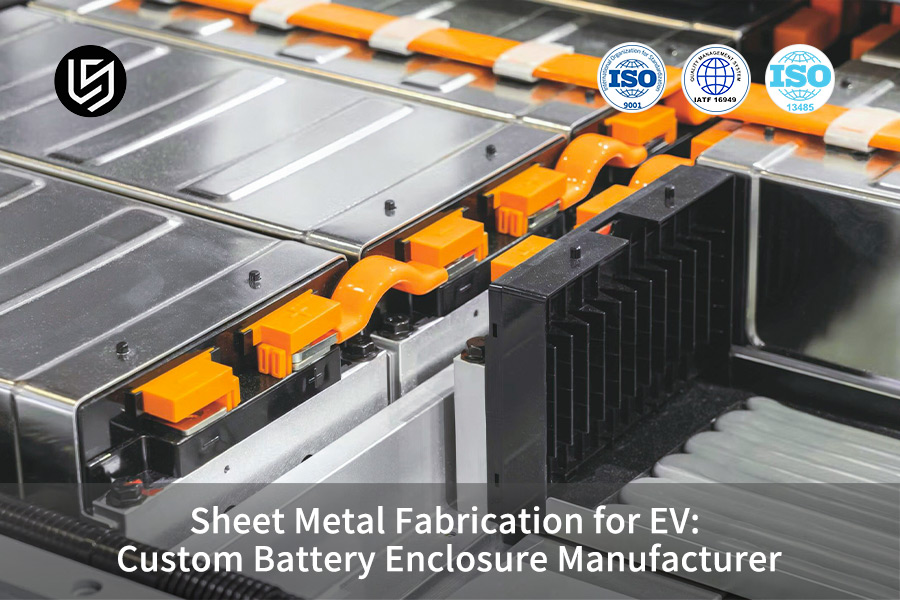
Die Blechbearbeitung für Elektrofahrzeuge ist eine hochpräzise Blechbearbeitungsdienstleistung für den Elektromobilitätssektor. Schweißverformung und Dichtungsprobleme an Batteriegehäusen sind zwei Hauptprobleme, die mit dieser Dienstleistung gelöst werden sollen. Durch den Einsatz von AL5052-H32 als Werkstoff und das Laser-CMT-Verbundschweißen lässt sich die Wärmeverformung während des Schweißvorgangs auf unter 40 % reduzieren.
Durch die Einhaltung einer Stanztoleranz von Cpk > 1,33 wird den B2B-Techniklösungen für die Automobilzulieferkette die Schutzart IP67 verliehen. Der Batteriekasten stellt das sicherheitsrelevanteste Bauteil dar, und es ist unwahrscheinlich, dass herkömmliche Verfahren die Anforderungen erfüllen können . Dieser Artikel analysiert die wichtigsten Prozesse zur Vermeidung von Produktionsfehlern.
Kurzer Überblick über die wichtigsten Schlussfolgerungen zur Blechfertigung von EV-Batteriegehäusen
Diese Tabelle fasst die Kerntechnologien und -lösungen des gesamten Artikels zusammen und ermöglicht so ein schnelles Verständnis der wichtigsten Informationen und eine effizientere Entscheidungsfindung.
| Kernabmessungen | Optimale Lösung | Wichtige Parameter | Kundenvorteile |
| Materialauswahl | AL5052-H32 + Laser-CMT-Verbundschweißen | Die Verformung durch Schweißwärme wurde um mehr als 40 % reduziert. | Verringert die Ausschussquote und verkürzt den Lieferzyklus. |
| Abdichtung | Präzisionsstanzen + Dynamisches Dosieren | Cpk > 1,33, Planheit ≤ 0,1 mm/100 mm | Gewährleistet die Wasserdichtigkeit gemäß IP67 und verhindert Leckagen. |
| Qualitätskontrolle | Helium-Massenspektrometrie-Lecksuche + CMM-Inspektion | Leckerkennungsrate 1,0 × 10⁻⁵ mbar·l/s, Toleranz ±0,05 mm | Minimiert die Risiken der Massenproduktion und gewährleistet eine gleichbleibende Produktqualität. |
| Leichtbau | 3D-Präzisionsformung + Wandstärkenreduzierung | Wandstärke um 15 % reduziert, Konturgenauigkeit ±0,15 mm. | Verringert das Gesamtgewicht des Fahrzeugs und verbessert die Reichweite. |
| Kostenkontrolle bei kleinen Losgrößen | Weichformen + Laserschneiden | Erstes Stück innerhalb von 7 Tagen geliefert, keine Kosten für die Herstellung einer Hartform . | Reduziert die F&E-Kosten und beschleunigt den Projektfortschritt. |
Wichtigste Erkenntnisse:
- Materialauswahl: Durch Laser-CMT-Verbundschweißen von AL5052-H32 lassen sich die thermischen Schweißverformungen um 40 % oder mehr reduzieren.
- Abdichtung: Die Wasserdichtigkeit eines Akkupacks gemäß IP67 wird durch eine präzise Stanztoleranz gewährleistet, die strikt auf dem Niveau Cpk > 1,33 eingehalten wird.
- Qualitätskontrolle: Die Durchführung einer 100%igen Online-Lecksuche mittels Helium-Massenspektrometrie und die Prüfung der geometrischen Toleranzen mit einer Koordinatenmessmaschine (KMM) sind zwei der unverzichtbaren Maßnahmen zur Risikokontrolle in der Massenproduktion.
Warum Sie auf die kundenspezifischen Blechbearbeitungsdienste für Elektrofahrzeuge und die Expertise von LS Manufacturing im Bereich der Batteriegehäuseherstellung vertrauen sollten?
Bei der Auswahl eines Partners für die Blechbearbeitung sind dessen Kompetenzen zur Lösung Ihrer Herausforderungen und die Einhaltung der geltenden Normen entscheidend. Dank langjähriger Erfahrung und strenger Standards gelten wir als etablierter Lieferant für Tier-1-Kunden. Wir haben das durch Schweißverzug verursachte Problem der Luftdichtheit in europäischen Elektrobus-Batteriepackprojekten erfolgreich behoben und erfüllen kontinuierlich die Anforderungen von IATF 16949:2016 und ISO 26262 ASIL-B .
In der Vergangenheit haben wir durch die Bestätigung von Schweißprozessen für nordamerikanische Hersteller von Elektrofahrzeugen festgestellt, dass eine herkömmliche MIG-Schweißung zu einer Verformung von 0,8 mm führt , während das Laser-CMT-Hybridschweißen die Verformung auf 0,2 mm reduzieren kann, was den Anforderungen der Schutzart IP67 entspricht. Alle Verfahrensparameter basieren auf Tausenden von Versuchen, und wir sind durch APQP und PPAP zertifiziert, um die Einhaltung der Automobilstandards zu gewährleisten .
Wir arbeiten seit Langem mit SGS zusammen, und die Metallteile für Elektrofahrzeuge werden von unabhängigen Prüfinstituten getestet. SGS liefert Berichte zur Materialcharakteristik und Spektralanalyse. Diese Kombination aus praktischer Prüfung, Konformitätsbewertung und Bestätigung durch Dritte gibt unseren Kunden Sicherheit hinsichtlich der Qualität und minimiert das Lieferrisiko.
Wenn Sie bei der Fertigung von Akkupacks auf Herausforderungen stoßen, kontaktieren Sie unsere Ingenieure für eine kostenlose DFM-Analyse. Wir bieten Ihnen maßgeschneiderte Blechbearbeitungslösungen, die exakt auf Ihre Projektanforderungen abgestimmt sind und Ihnen helfen, über 95 % der Fertigungsfehler von vornherein zu vermeiden.

Wie lässt sich das Gewicht von Batteriegehäuseblechen minimieren, ohne die Crashsicherheit zu beeinträchtigen?
Ein professioneller Hersteller von maßgefertigten Batteriegehäusen verwendet zunächst hochfeste Aluminiumlegierung im 3D-Präzisionsverfahren, wodurch die Wandstärke um 15 % reduziert werden kann. Gleichzeitig werden Seitenaufpralltests, Extrusionstests und mehrachsige Präzisionsbiegeprüfungen durchgeführt, um die Rückfederung zu minimieren. So gelingt es, trotz hoher Steifigkeit und Leichtbauweise ein optimales Gleichgewicht zwischen Gewichtsreduzierung und Fahrzeugsicherheit zu erreichen.
Materialverfestigung und Rückfederungskontrolle
Der Effekt der Gewichtsreduzierung hängt vom Kaltverfestigungsgrad der verschiedenen, durch Kaltumformung bearbeiteten Werkstoffe ab. Wichtige Kriterien bei der Materialauswahl sind:
- Aluminiumlegierung AL5052-H32: Die Zugfestigkeit erreicht 230 MPa, der Kaltverfestigungsindex n=0,25, die Härteerhöhung nach dem Kaltumformen beträgt 15-20 %, gute Eigenschaften für die Dünnwandumformung, die Rückfederung ist bis zu 3° kontrollierbar, geeignet für verschiedene Arten von kundenspezifischen Blechteilen.
- Hochfester Stahl: Zugfestigkeit 350 MPa, sehr schnelle Kaltverfestigung, was zu großen Umformschwierigkeiten führt, Rückfederung kann 5°-8° erreichen, was bedeutet, dass eine zusätzliche Rückfederungskompensation erforderlich ist, um eine gute Umformung von EV-Blechen zu gewährleisten.
- Rückfederungskompensationsverfahren: Hierbei wird eine Laserwinkelkompensationstechnologie eingesetzt, um eine voreingestellte Biegewinkelabweichung zu erzielen. In Kombination mit einer Präzisionsbiegemaschine kann so eine lokale Konturgenauigkeit von 0,15 mm erreicht werden , die vollständig mit den Konstruktionszeichnungen übereinstimmt, sodass keine sekundären Korrekturen erforderlich sind.
Vergleich des Formgebungsprozesses und Überprüfung der Kollisionsfestigkeit
Die Spannungsverteilung im Akkupack unter Kollisionsbedingungen variiert erheblich in Abhängigkeit vom Formgebungsverfahren. Spezifische Daten lauten wie folgt:
| Formgebungsprozess | Tragfähigkeit bei seitlicher Extrusion | Spannungskonzentrationspunkt | Leichtbaueffekt | Kollisionsdurchgangsrate |
| Traditioneller geschweißter Kasten | 160 kN | Schweißverbindung | 1,5 mm Wandstärke, Gewichtszunahme 12 % | 88% |
| Integrierte Tiefziehbox | 220 kN | Ecke | 1,2 mm Wandstärke, Gewichtsreduzierung 15 % | 99,5 % |
Abbildung 1: Nahaufnahme von montierten Batteriemodulen mit Kabeln in einem kundenspezifischen EV-Batteriegehäuse.
Welcher Rohwerkstoff optimiert die Leitfähigkeit für die Blechbearbeitung von Elektrofahrzeugen?
Zuverlässige Anbieter von Blechbearbeitung für Elektrofahrzeuge legen Wert auf die hohe Wärmeleitfähigkeit und Korrosionsbeständigkeit der Legierungen AL3003 und AL5052. Diese Eigenschaften tragen wesentlich zur effizienten Wärmeableitung beim Laden und Entladen des Batteriemoduls bei. Eine Möglichkeit zur Verbesserung der Wärmeableitung ist die Anpassung der Kornausrichtung des Metalls. Die Materialwahl hat den größten direkten Einfluss auf die Lebensdauer und Sicherheit einer Batterie.
Vergleich der Kernmaterialeigenschaften
Die Parameter verschiedener Rohmaterialien unterscheiden sich erheblich. Die folgende Tabelle dient als einfache Orientierungshilfe bei der Auswahl von Materialien , die sich auch sehr gut für die Bearbeitung von Batterieblechen eignen.
| Materialart | Wärmeleitfähigkeit (W/(m·K) | Zugfestigkeit (MPa) | Leistung im Salzsprühtest | Anwendbare Szenarien | Elektrische Leitfähigkeit (S/m) |
| AL3003 | 190 | 150 | 720 Stunden kein roter Rost | Batteriekastenbasis (mit integrierter Flüssigkeitskühlplatte) | 3,7×10⁷ |
| AL5052-H32 | 170 | 230 | 1000 Stunden kein roter Rost | Deckel des Batteriekastens, Seitenwand | 3,2×10⁷ |
| SPCC kaltgewalzter Stahl | 50 | 300 | 480 Stunden kein roter Rost | Nicht-kerntragendes Bauteil | 7,0×10⁷ |
| AL6061 | 160 | 310 | 800 Stunden kein roter Rost | Batteriekastenhalterung | 3,0×10⁷ |
Materialanwendung und Qualitätssicherung
Der Sockel des Batteriegehäuses der flüssigkeitsgekühlten Kompaktbatterie besteht hauptsächlich aus der Legierung AL3003. Dank der hervorragenden Wärmeleitfähigkeit dieses Materials wird Wärme sehr schnell abgeführt. Durch hochpräzise Formgebung wird zudem die Ebenheitstoleranz auf 0,1 mm begrenzt . Das Blech für das Batteriegehäuse zeichnet sich durch gute Wärmeleitfähigkeit und Korrosionsbeständigkeit aus. AL5052-H32 ist die Hauptkomponente, die die Toleranznormen für Bleche erfüllt.
Als professioneller Anbieter von Blechbearbeitungsdienstleistungen für Elektrofahrzeuge liefern wir umfassende Materialanalysen (MTR) und Spektralanalysen. Die Rohmaterialien werden strengen Prüfungen unterzogen. Studien belegen, dass die richtige Materialwahl die Wärmeableitung eines Batteriemoduls um 25 % verbessern und dessen Lebensdauer um über drei Jahre verlängern kann.
Sie können unser Handbuch zur Materialauswahl herunterladen, um sich einen Überblick über die Leistung und Kosten verschiedener Materialien zu verschaffen. Zögern Sie nicht, unsere Ingenieure für eine kostenlose Beratung zur Materialauswahl zu kontaktieren, damit wir die optimale Lösung für Ihr Projekt finden.
Wie beeinflusst das Laserschweißen die Dichtungsleistung bei komplexen Fertigungsprozessen von Batteriegehäusen für Elektrofahrzeuge?
Für die Fertigung hochwertiger Batteriegehäuse für Elektrofahrzeuge setzen wir einen 3-6 kW Faserlaser in Kombination mit einem robotergestützten 3D-Schweißsystem ein. Dadurch wird die Wärmeeinbringung beim Schweißen auf nur 30 % des herkömmlichen MIG-Schweißens reduziert, was die Porosität minimiert und die Schutzart IP67 gewährleistet . Entscheidend ist die präzise Steuerung der Wärmeeinbringung während des Schweißvorgangs, um Defekte zu vermeiden.
Kernschweißprozessparametersteuerung
Die Dichtigkeit hängt maßgeblich von der präzisen Einstellung der Schweißparameter ab. Hier die wichtigsten Parameterbereiche:
- Laserleistung: 3 kW–6 kW, die Leistung wird je nach Blechdicke angepasst. 4 kW eignen sich besonders gut für 1,2 mm dickes AL5052-Blech, da sie das beste Schweißergebnis liefern.
- Schweißgeschwindigkeit: 2,5–3,5 m/min. Bei zu hoher Geschwindigkeit kann es zu unvollständigem Durchschweißen kommen, während zu niedrige Geschwindigkeit zu thermischer Verformung führt. Die optimale Geschwindigkeit beträgt 2,8 m/min.
- Schutzgas: 99,999 % hochreines Argongas , seitlicher Schutzluftstrom von 5-8 l/min verhindert wirksam Oxidation im Schweißbereich und trägt zur Vermeidung von Porosität bei.
- Werkzeuge und Vorrichtungen: Vollautomatische pneumatische 12-Punkt- Ausrichtvorrichtung mit synchronem Verriegelungsdruck von 0,3-0,5 MPa, Begrenzung der Schweißverformung und Gewährleistung der Ebenheit nach dem Schweißen von 0,2 mm.
Schweißqualitätskontrolle und Fehlerbehebung
Das Schweißen dünnwandiger Batterieträger kann leicht zum „Einsturz des Schmelzbades“ führen. Hier sind zwei einfache Methoden, mit denen wir das Problem vollständig beheben:
0,1-mm-Laserfokussteuerung und ein Online-Schweißnahtverfolgungssystem. Nach dem Schweißen erfolgt eine doppelte Qualitätskontrolle mittels zerstörungsfreier Prüfung und Helium-Massenspektrometrie zur Lecksuche, um sicherzustellen, dass die Schweißnaht frei von Rissen und Poren ist und die Qualität der Blechschweißung weiter verbessert wird.
Exklusiver Tipp zur Fehlerbehebung: Wenn beim Schweißen Mikroporosität auftritt, kann eine leichte Erhöhung der Argon-Gasdurchflussrate auf 7 l/min und eine Verringerung der Schweißgeschwindigkeit um 0,2 m/min nicht nur die Defekte schnell beseitigen, sondern auch Ausschuss vermeiden.

Abbildung 2: Laserschweißkopf erzeugt Funken auf einem Batteriemodul zum Versiegeln.
Warum verändern IP67-Standards die Blechproduktion für Batteriegehäuse?
Um die Schutzarten IP67 und sogar IP69K zu erfüllen, muss die Ebenheit der Blechdichtungsfläche des Batteriegehäuses weniger als 0,1 mm pro 100 mm betragen. Um diese zentrale Anforderung an die Batteriesicherheit zu erfüllen, setzen wir auf CNC-Stanztechnik und hochpräzises Oberflächenschleifen, um die Abmessungen der Klebenut konstant zu halten.
Toleranzkumulative Kontrolle und Strukturoptimierung
Die Dichtung des Batteriekastens könnte durch die akkumulierten Toleranzen der Passflächen beeinträchtigt sein. Wir beheben dies durch:
- Mithilfe der Finite-Elemente-Analyse (FEA) wird die durch das Anzugsmoment hervorgerufene geringfügige elastische Verformung des Blechflansches modelliert und die Verformungskompensation angepasst. Dadurch wird sichergestellt, dass die Planheit nach dem Anziehen weiterhin den Normen entspricht und das Blech für den Präzisionsbiegeprozess geeignet ist.
- Die Toleranzen beim CNC-Stanzen werden bei 0,05 mm eingehalten. Nach dem hochpräzisen Oberflächenschleifen wird die Oberflächenrauheit der Dichtung auf Ra 0,8–Ra 1,6 kontrolliert , was die Haftung des Dichtungsstreifens verbessert.
- Die Maßtoleranz der Dosiernut ist auf 0,1 mm festgelegt, die Dosierbreite wird auf 5-8 mm gehalten, die Kompression des Klebestreifens beträgt 30-40 % und der Bolzenabstand beträgt 50-70 mm, was alles zu einer gleichmäßigen Abdichtung beiträgt.
Zusammenhang zwischen Oberflächenrauheit und Dichtungsleistung
Die Oberflächenrauheit beeinflusst direkt die Haftfestigkeit des Dichtungsstreifens. Unsere Messdaten lauten wie folgt:
| Oberflächenrauheit (Ra) | Festigkeit des Schaumsilikonklebstoffs (N/m) | Haftfestigkeit des EPDM-Dichtungsstreifens (N/m) | Bestehensquote des IP67-Dichtungstests |
| 0,8 | 180 | 165 | 98,5 % |
| 1.2 | 220 | 200 | 99,8 % |
| 1.6 | 190 | 175 | 99,2 % |
| 2.0 | 150 | 140 | 95,3 % |
Welche technischen Faktoren beeinflussen die Toleranzen bei der Blechbearbeitung für Elektrofahrzeuge?
Bei der Fertigung großer Blechteile für Elektrofahrzeugprojekte beeinflussen verschiedene Faktoren die Toleranzkontrolle, darunter das Spiel der Stanzwerkzeuge, das Laserbiegen mit Winkelkompensation, die sekundäre Positionierung während der Bearbeitung usw. Wir haben die Toleranzen unserer Schlüssellöcher auf 0,05 mm festgelegt. Dies wirkt sich direkt auf die Montagegenauigkeit und die Qualität der Serienproduktion aus.
Wesentliche technische Faktoren, die die Toleranz beeinflussen
Die Fähigkeit der Produktion, die Toleranzen stabil einzuhalten, hängt bei der Massenproduktion im Wesentlichen von drei Hauptfaktoren ab.
- Spiel der Stanzform: Das Spiel wird in Abhängigkeit von der Materialstärke auf ein angemessenes Maß festgelegt. Beispielsweise beträgt das Spiel bei AL5052-Blech (1,2 mm dick) 0,12 bis 0,15 mm. Dies dient der Vermeidung von Graten und Verformungen und trägt somit zur Maßgenauigkeit der Stanzteile bei. Dadurch werden die Anforderungen an hochpräzise Blechbearbeitung erfüllt.
- CNC-Biegekompensation: Dies erfolgt mittels Laserwinkelkompensation. Unter Berücksichtigung des Biegewinkels und der Materialeigenschaften wird ein voreingestellter Kompensationswert von 0,5°–1° verwendet, um den Rückfederungsfehler zu kontrollieren und so die Biegegenauigkeit zu gewährleisten.
- Sekundäre Präzisionspositionierung: Das Bearbeitungszentrum verfügt über ein CCD-Vision-Positionierungssystem mit einer Positioniergenauigkeit von 0,02 mm.
Vergleich der Stabilität von Formprozess und Toleranz
Wenn es um die Einhaltung der Cpk-Werte für die Lochteilung bei der Massenproduktion geht, variiert die Fähigkeit von Einzelstationswerkzeugen und Folgeverbundwerkzeugen stark.
| Die Prozess | Lochabstand Cpk-Wert (Massenproduktion) | Toleranzschwankungsbereich | Geeignete Jahresleistung | Wartungskosten |
| Einzelstations-Stanzwerkzeug | 1,0-1,2 | ±0,08 mm | Unter 500 Stück | Untere |
| Progressiver Die | 1,33-1,67 | ±0,03 mm | Über 5000 Stück | Höher |
Jede Charge enthält SPC-Regelkarten zur Überwachung von Toleranzänderungen. Dabei wird die Formel „Kosten der Toleranzschwankungen einer einzelnen Charge = Ausschussrate / Stückkosten / Chargenausbeute“ verwendet. Eine strengere Kontrolle senkt die Ausschussraten auf unter 0,5 % und reduziert die Gesamtkosten spürbar.
Wie können OEMs hohe Werkzeugkosten bei der kundenspezifischen Blechbearbeitung für Elektrofahrzeuge in Kleinserien vermeiden?
Für Forschung, Entwicklung oder die Pilotfertigung kleiner Serien von kundenspezifischen Blechteilen für Elektrofahrzeuge ist die optimale Lösung die Kombination aus Weichformung und Laserschneiden. Durch den Einsatz flexibler Fertigungslinien sparen wir Zehntausende von Dollar an Werkzeugkosten und können unser erstes Teil innerhalb von sieben Tagen fertigen. Dadurch wird das Problem der hohen Werkzeugkosten völlig gelöst.
Kosteneffiziente Produktionswege in verschiedenen Größenordnungen
Wenn Sie die geringstmöglichen Kosten erzielen möchten, sollte Ihre Entscheidung für die Prozessauswahl auf das jährliche Produktionsvolumen abgestimmt sein, etwa so:
- 1–50 Stück (Forschungs- und Entwicklungsphase): Für die Anfangsphase eines Produkts ist die Kombination aus Weichformung und Laserschneiden hervorragend geeignet. Sie vermeidet die kostspielige Herstellung von Hartformen, liefert das erste Teil innerhalb von 7 Tagen und verursacht zwar etwas höhere Stückkosten, minimiert aber die Kosten für Versuche und Fehler erheblich. Diese Strategie ist ideal für die Erprobung von Produktiterationen und die kostengünstige Blechbearbeitung .
- 50–500 Stück (Kleinserien-Pilotproduktion): In dieser Phase wird das Weichformverfahren mit dem Einsatz einer CNC-Revolverstanzpresse kombiniert. Hauptziel ist ein ausgewogenes Verhältnis zwischen Effizienz und Kosten . Die Stückkosten konnten in diesem Fall im Vergleich zur Forschungs- und Entwicklungsphase um 30 % gesenkt werden, die Lieferzeit beträgt 15–20 Tage.
- Über 5000 Einheiten (Serienfertigung): Stanzverfahren mit Folgeverbundwerkzeugen und Laserschweißen erfordern eine erhebliche Investition in die Herstellung von Hartformen (ca. 20.000–50.000 US-Dollar). Dennoch werden die Stückkosten um 60 % gesenkt, was für die reguläre Serienfertigung optimal ist.
Tipps zur Kostenkontrolle und Serviceunterstützung
Durch die Anpassung des Biegeradius des Batteriekastens auf R=1,5-2,0 mm und die Minimierung von Tiefziehstrukturen wird nicht nur die Form vereinfacht, sondern auch eine Kostenersparnis von 20-30 % bei den Formkosten erzielt . Wir bieten kostenlose DFM-Analysen an, um Sie bei der kosteneffizienten Produktstrukturierung zu unterstützen und Kostenverschwendung zu vermeiden.
Als professioneller Anbieter von kundenspezifischen Blechteilen für Elektrofahrzeuge verfügen wir über eine flexible Fertigungslinie , die Mindestbestellmengen von 5 Stück ermöglicht. Dies bedeutet, dass OEM-Kunden die Eignung der Batteriekastenstruktur bereits in der Entwicklungsphase kostengünstig testen können. Für Ihre Kleinserienfertigung kontaktieren Sie uns bitte für eine kostenlose Kostenkalkulation, damit wir die optimale Bearbeitungslösung finden und hohe Werkzeugkosten vermeiden können.

Abbildung 3: Ein Batteriemodul mit silbernen Zellen, die durch orangefarbene Drähte verbunden sind.
Welche Qualitätskontrollprotokolle gewährleisten die Langlebigkeit von Metallteilen für Elektrofahrzeuge?
Metallteile von Elektrofahrzeugen , insbesondere solche, die mit Hochspannung betrieben werden, benötigen eine besonders widerstandsfähige Pulverbeschichtung oder isolierende Nylon-Pulverbeschichtung. Nur so kann eine Lebensdauer von über 10 Jahren gewährleistet werden. Unsere Isolierschicht weist eine Durchschlagsfestigkeit von >5000 V DC auf. Daher unterliegt der gesamte Oberflächenbehandlungsprozess strengen Qualitätskontrollen.
Qualitätskontrolle des Oberflächenbehandlungsprozesses
Für jeden einzelnen Schritt des Oberflächenbehandlungsprozesses von Metallteilen für Elektrofahrzeuge gelten explizite Qualitätskontrollkriterien:
- Reinigung vor der Weiterverarbeitung: Die Entfettung mit einem alkalischen Mittel erfolgt bei 50–60 °C für 10–15 Minuten. Neben der Entfernung von Fett und anderen Verunreinigungen wird so auch die für die nachfolgenden Arbeitsschritte notwendige Haftung erzielt. Dieses Verfahren eignet sich ideal für die Oberflächenveredelung von Blechen .
- Silanpassivierung: Dies ist eine neuere Technik, die auch die Phosphatierung ersetzt (umweltfreundlich) und einen Passivierungsfilm mit einer Dicke von 0,5 bis 1,0 μm erzeugt, der für Haftung der Beschichtung und Schutzwirkung gegen Korrosion sorgt.
- ED (Elektrophoretische Beschichtung): Die Dicke der elektrophoretischen Schicht beträgt 20–30 μm. Die Haftung erreicht die Stufe 5B (Gitterschnitt-Haftungstest) – absolut kein Ablösen oder Abblättern.
- Pulverbeschichtung: Die Dicke der Isolierschicht beträgt 80-120 μm, der Online-Messfehler der Dicke beträgt 5 μm, die Durchschlagspannung ist > 5000 V DC , sodass die Anforderungen an die Hochspannungsisolation als erfüllt gelten.
Prüfung der Witterungsbeständigkeit und der Isolationsleistung
Wir unterziehen unsere oberflächenbehandelten Produkte sehr strengen Tests, um deren Witterungsbeständigkeit und Isolierfähigkeit zu prüfen. Die wichtigsten Testergebnisse sind wie folgt:
| Testgegenstand | Prüfstandard | Testergebnis | Branchenanforderungen |
| Salzsprühkorrosionstest | SGS 1000 Stunden | Kein roter Rost, keine Korrosion | 720 Stunden, kein roter Rost |
| Kratzfestigkeitstest | ASTM D3363 | Kratztiefe ≤0,5 mm, kein Abblättern der Beschichtung | Kratztiefe ≤1,0 mm |
| Hochspannungs-Durchschlagsprüfung | IEC 60664 | Durchschlagspannung >5000 V DC | Durchschlagspannung >3000 V DC |
| Haftungstest | ISO 2409 | Stufe 5B | Niveau 4B und höher |
Wie findet man einen zuverlässigen Partner für die Herstellung von Blechgehäusen?
Bei der Beurteilung der Fähigkeit eines Herstellers von Blechgehäusen, Teile in Automobilqualität zu liefern, sind die wichtigsten Kriterien seine Produktionsanlagen, die IATF-16949-Zertifizierung und seine Kenntnisse der APQP/PPAP-Tools. Zuverlässige Lieferanten erleichtern es Tier-1-Kunden, die Risiken in der Lieferkette zu minimieren.
Kritische Aspekte der Lieferantenqualifizierungsprüfung
Bevor man sich für einen Tier-1-Lieferanten entscheidet, sollten die folgenden vier Punkte eingehend erörtert werden:
- Systemzertifizierung : Eine Systemzertifizierung nach IATF 16949:2016 ist zwingend erforderlich. Dies ist die Mindestvoraussetzung für die Lieferung von Automobilteilen , da sie die Konformität des Produktionsprozesses bestätigt.
- Werkzeugausführung: Muss in der Lage sein, die fünf Kernwerkzeuge - APQP, PPAP, FMEA, SPC und MSA - effektiv anzuwenden, um die Projektrisiken bereits in der Anfangsphase zu minimieren.
- Hardware-Ausrüstung: Wir verwenden Messtechnikgeräte wie Bystronic-Laserschneidmaschinen und CNC-Biegemaschinen , um eine Bearbeitungsgenauigkeit von 0,05 mm zu gewährleisten.
- Prüfkapazitäten: Eigene Prüfgeräte wie Koordinatenmessgeräte (KMG) und Helium-Massenspektrometer-Lecksuchgeräte sowie die Bereitstellung vollständiger Prüfberichte von Drittanbietern.
Vollständiger, konformer Lieferkreislauf
Wir bilden einen kompletten Compliance-Kreislauf, der von der Angebotsanfrage bis zur PPAP-Einreichung reicht und sicherstellt, dass die Projekte die Kundenbedürfnisse erfüllen:
- Angebotsanfrage und Zeichnungsprüfung: Wenn ein Kunde eine Angebotsanfrage sendet, muss innerhalb von 24 Stunden eine vollständige 3D-Zeichnungsprüfung erfolgen und eine Rückmeldung zu DFM-Mängeln gegeben werden.
- Risikoanalyse: Die Verwendung der FMEA zur Analyse der Risikoprioritätszahl (RPZ) ermöglicht die Erstellung präziser Risikokontrollmaßnahmen zur Vermeidung von Produktionsfehlern.
- Produktionskontrolle: Wir erstellen detaillierte Kontrollpläne und überwachen die Produktionsabläufe kontinuierlich. Für jede Charge werden SPC-Kontrollkarten bereitgestellt.
- PPAP-Einreichung: Die Einreichung der PPAP-Dokumentation, einschließlich der Muster, Testberichte, Kontrollpläne usw., erfolgt nach der Teilefertigung gemäß den Kundenabnahmestandards.

Abbildung 4: Reihen von Metallrahmen in einer Fabrik, wahrscheinlich für die Herstellung von Batterien für Elektrofahrzeuge.
Wie konnte LS Manufacturing eine hochpräzise Lösung für die Fertigung von EV-Batteriegehäusen realisieren?
Hier finden Sie eine detaillierte Beschreibung einer Fallstudie, die unsere präzise Lösung zur Fertigung von Batteriekästen für Elektrofahrzeuge veranschaulicht. Wir haben diese Lösung für einen führenden europäischen Elektrobushersteller entwickelt und sie verdeutlicht unsere Kompetenz in der Problemlösung und deren Nachwirkungen. Die Fallstudie dient zudem als Grundlage für ähnliche Projekte.
Kundenproblem:
Bei der Entwicklung eines 350-kW-Hochleistungsakkus stieß ein europäischer Elektrobushersteller auf ein Problem: Durch herkömmliche Schweißverfahren wurde das AL5052-Substrat um 1,8 mm verformt, wodurch beim ersten Versuch des IP67-Luftdichtheitstests eine Ausfallrate von 24 % festgestellt wurde.
Infolgedessen geriet der Kunde unter Druck, die Fahrzeugproduktion zu verschieben und die vereinbarten Liefertermine nicht einhalten zu können, was die Situation für ihn äußerst belastend machte. Daher wünschte er sich ein kompetentes Team , das ihm bei der Lösung seines Problems bestmöglich helfen konnte.
LS-Fertigungslösung:
- Zunächst einmal, nachdem sich unsere technischen Experten eingeschaltet hatten, analysierten sie die Zeichnungen mittels DFM (Design for Manufacturing). Dabei stellten sie fest, dass die geteilte Schweißkonstruktion die Hauptursache für die thermische Verformung war .
- Wir haben die Konstruktion zu einem einstufigen Verfahren weiterentwickelt , das CNC-Folgeverfahrens-Umformung und Laser-CMT-Schweißen (Continuous Metallurgy) kombiniert. Zusätzlich haben wir eine pneumatische 12-Punkt-Spannvorrichtung entwickelt, mit der das Werkstück während des Schweißens auf 0,4 MPa beaufschlagt wird, um Verformungen und Verzug zu minimieren.
- Um die Dichtheit zu gewährleisten, wählten wir einen automatisierten Helium-Vakuumkammer-Massenspektrometer-Leckdetektor und legten eine Leckerkennungsschwelle von 1,0 10 mbarl/s fest, um eine 100%ige Online-Leckerkennung zu erreichen.
- Wir haben die Schweißeinstellungen wie folgt geändert: Laserleistung 4,5 kW, Geschwindigkeit 2,8 m/min, Argon-Gasdurchflussrate 7 l/min . Diese Parameteränderungen reduzierten die thermische Verformung und die Porosität. Unsere Erfahrung bestätigt zudem, dass strukturelle und prozesstechnische Änderungen Probleme mit dem Schweißverzug von Aluminiumlegierungen beheben können.
Ergebnisse und Wert:
Dank Prozessoptimierung konnte die Ebenheit der Dichtfläche des Batteriegehäuses innerhalb von 0,15 mm gehalten werden, die Schutzart IP67 wurde zu 100 % erfüllt. Der Kunde sparte 80.000 US-Dollar an Ausschusskosten, die Lieferzeit verkürzte sich um 32 Tage, und er erhielt einen 5-Jahres-Liefervertrag.
Falls bei Ihrem Projekt zur Herstellung von Batteriekästen für Elektrofahrzeuge (EV) Probleme wie Schweißnahtverformungen und Undichtigkeiten auftreten, wenden Sie sich bitte an unsere Ingenieure, damit wir Ihnen eine maßgeschneiderte, hochpräzise Lösung anbieten können , die perfekt auf Ihre Projektanforderungen zugeschnitten ist.

Häufig gestellte Fragen
Frage 1: Wie lange ist die übliche Lieferzeit für die Herstellung von Prototypen kundenspezifischer EV-Batteriegehäuse bei LS Manufacturing?
Durch den Einsatz unserer kompletten, flexiblen CNC-Bearbeitungslinie und die ständige Verfügbarkeit von AL5052-Aluminiumlegierungsmaterialien in Automobilqualität sind wir in der Lage, sehr präzise Prototypenteile für Sie herzustellen und Ihnen innerhalb von 7 bis 10 Werktagen nach dem Hochladen Ihrer Zeichnungen einen detaillierten Abweichungsbericht zu liefern , der die Durchführung von F&E-Tests der Prototypen ermöglicht.
Frage 2: Wie ermittelt LS Manufacturing die anfänglichen Werkzeugkosten und den Stückpreis für ein Projekt zur Fertigung von EV-Blechteilen?
Wir legen stets Wert auf ein faires und transparentes Preissystem. Die Stückpreise werden präzise auf Basis des Materialverbrauchs, der gesamten Laserschnittlänge, der Biegeschritte und der Schweißzeit berechnet. Um Kunden in der Forschungs- und Entwicklungsphase bei der Kleinserienfertigung zu unterstützen, bieten wir ihnen einen flexiblen Werkzeugwechsel ohne zusätzliche Kosten für ein starres Werkzeug an und reduzieren so ihre Kosten.
Frage 3: Wird LS Manufacturing in der Lage sein, kundenspezifische Batteriegehäuse in Kleinserie für Nischenmodelle von Elektrofahrzeugen herzustellen?
Ja, tatsächlich. Insbesondere für Forschung und Entwicklung sowie Renn- und Nutzfahrzeuge verfügen wir sogar über eine flexible, leichte Produktionslinie mit Mindestbestellmengen von nur 5 bis 10 Einheiten. Dadurch können Kunden die Konstruktion des Batteriegehäuses bereits in frühen Entwicklungsphasen überprüfen und die Kosten für Versuch und Irrtum deutlich reduzieren.
Frage 4: Welche Prüfberichte von Drittanbietern verwenden Sie zur Bestätigung der Qualität von Metallteilen für Elektrofahrzeuge?
Bei jeder Lieferung können wir eine umfassende Qualitätszertifizierung nach Automobilstandard sowie das Original-Materialprüfprotokoll (MTR), Berichte über Dimensionsmessungen mit einer Koordinatenmessmaschine (KMM), Härte- und Zugprüfberichte und SGS-zertifizierte Daten zur 1000-Stunden-Salzsprühkorrosion und IP67-Leckageprüfung vorlegen.
Frage 5: Wie schützt LS Manufacturing das geistige Eigentum (IP) und die firmeneigenen CAD-Konstruktionen unserer EV-Batteriegehäuse aus Blech?
Unser Unternehmen betrachtet geistiges Eigentum als existenzielle Grundlage. Bevor uns technische Daten übermittelt werden, schließen wir eine rechtsverbindliche Geheimhaltungsvereinbarung (NDA) ab. Sämtliche CAD/STEP-Zeichnungen werden verschlüsselt und auf einem separaten, sicheren Offline-Server gespeichert, auf den ausschließlich die Projektingenieure Zugriff haben.
Frage 6: Was ist die maximale Dicke und Bearbeitungstoleranz für Blechbearbeitungen von EV-Komponenten in Ihrem Werk?
Unser Unternehmen ist in der Lage, Aluminiumlegierungen, Edelstahl und hochfeste Stähle mit einer Dicke von 0,5 mm bis 6,0 mm präzise zu formen. Mithilfe von Bystronic-Laserschneidmaschinen und CNC-Biegemaschinen gewährleisten wir die Einhaltung strenger Fertigungstoleranzen im Bereich von 0,05 mm.
Frage 7: Wie führen Sie Dichtheitsprüfungen an fertigen, kundenspezifischen EV-Blechgehäusen durch, um deren Konformität mit den IP67-Standards zu überprüfen?
Wir werden nicht zur alten und ineffizienten Tauchmethode zurückkehren, bei der Leckagen leicht übersehen werden können. Stattdessen setzen wir auf automatisierte Druckverlustprüfgeräte und hochpräzise Helium-Vakuum-Massenspektrometrie-Lecksuchgeräte, um sicherzustellen, dass jedes hergestellte Batteriegehäuse einer gründlichen Dichtigkeitsprüfung auf molekularer Ebene unterzogen wird.
Frage 8: Ist LS Manufacturing in der Lage, nachgelagerte Oberflächenbearbeitungsprozesse wie Pulverbeschichtung und Kupferplattierung von Stromschienen gleichzeitig durchzuführen?
Ja, wir bieten Ihnen einen kompletten Komplettservice aus einer Hand. Unser Werk verfügt über vollautomatische Elektrophorese-Anlagen (ED) in Automobilqualität, elektrostatische Pulverbeschichtungsanlagen und Präzisionsanlagen zur Herstellung von Schrumpfschläuchen für Kupfersammelschienen. Dadurch wird sichergestellt, dass die Hochspannungsisolierung und der Korrosionsschutz nicht durch Qualitätsprobleme im Zusammenhang mit Outsourcing beeinträchtigt werden.
Zusammenfassung
Die Blechbearbeitung von Batteriekästen für Elektrofahrzeuge umfasst zahlreiche Ingenieurtätigkeiten wie die Integration präziser Abmessungen, die Abdichtung und Isolierung usw., die sich direkt auf die Sicherheit und die Reichweite der Elektrofahrzeuge auswirken können.
Die größte Herausforderung in der Fertigung besteht darin, die Prozessparameter präzise zu steuern, die richtigen Materialien wissenschaftlich auszuwählen und schließlich eine strenge Qualitätskontrolle durchzuführen. Wir nutzen unsere praktische Erfahrung und unsere anerkannten Qualifikationen, um diese Hürden zu überwinden und kostengünstige Lösungen entlang der gesamten Lieferkette anzubieten.
Steht Ihr Projekt für ein EV-Batteriegehäuse vor Problemen wie Schweißnahtverformungen, mangelnder Luftdichtheit oder Budgetüberschreitungen bei den Werkzeugkosten? Senden Sie uns Ihre STEP-, IGS- oder DXF-3D-Zeichnungen. Unsere erfahrenen Experten erstellen Ihnen innerhalb eines Tages eine kostenlose DFM-Analyse und ein detailliertes Kostenangebot mit fundierten Daten zum Schutz Ihres Projekts!
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unsere Schwerpunkte liegen in der hochpräzisen CNC-Bearbeitung , Blechbearbeitung , dem 3D-Druck , dem Spritzguss, dem Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


