Il servizio di lavorazione della lamiera per veicoli elettrici (EV) è un servizio di lavorazione della lamiera ad alta precisione per il settore dei veicoli elettrici. La deformazione da saldatura e il cedimento della tenuta dei vani batteria sono due dei principali problemi che questo servizio mira a risolvere. La sostituzione del materiale con AL5052-H32 e l'utilizzo della saldatura composita laser CMT consentono di ridurre la deformazione termica durante la saldatura a meno del 40%.
Grazie al raggiungimento di una tolleranza di stampaggio Cpk>1,33, le soluzioni tecniche B2B per la filiera automobilistica ottengono un grado di protezione IP67. Il vano batteria è il principale compartimento di sicurezza ed è molto improbabile che i processi tradizionali possano soddisfare i requisiti . Questo articolo analizza i principali processi per la prevenzione dei difetti di produzione.
Panoramica rapida delle principali conclusioni sulla produzione di lamiere per contenitori di batterie per veicoli elettrici
Questa tabella riassume le principali tecnologie e soluzioni presentate nell'intero articolo, facilitando la rapida comprensione delle informazioni chiave e migliorando l'efficienza del processo decisionale.
| Dimensioni principali | Soluzione ottimale | Parametri chiave | Vantaggi per il cliente |
| Selezione dei materiali | Saldatura composita AL5052-H32 + Laser CMT | Deformazione termica da saldatura ridotta di oltre il 40%. | Riduce il tasso di scarto e accorcia i tempi di consegna. |
| Sigillatura | Stampaggio di precisione + Dosaggio dinamico | Cpk>1,33, planarità ≤0,1 mm/100 mm | Garantisce il grado di impermeabilità IP67 ed evita perdite e guasti. |
| Controllo qualità | Rilevamento perdite tramite spettrometria di massa dell'elio + ispezione CMM | Tasso di rilevamento perdite 1,0×10⁻⁵ mbar·l/s, tolleranza ±0,05mm | Riduce i rischi della produzione di massa e garantisce la coerenza del prodotto. |
| Alleggerimento | Stampaggio di precisione 3D + Riduzione dello spessore delle pareti | Spessore della parete ridotto del 15%, precisione del contorno ±0,15 mm. | Riduce il peso complessivo del veicolo e ne migliora l'autonomia. |
| Controllo dei costi per piccoli lotti | Stampaggio morbido + taglio laser | Consegna del primo pezzo in 7 giorni, senza costi aggiuntivi per lo stampo rigido . | Riduce i costi di ricerca e sviluppo e accelera l'avanzamento del progetto. |
Punti chiave:
- Selezione del materiale: è possibile ridurre le deformazioni termiche di saldatura dell'AL5052-H32 mediante saldatura composita laser CMT fino al 40% o più.
- Sigillatura: un pacco batteria con grado di impermeabilità IP67 può essere garantito da tolleranze di stampaggio precise, mantenute rigorosamente al livello di Cpk > 1,33.
- Controllo qualità: l'esecuzione online del rilevamento delle perdite tramite spettrometria di massa dell'elio (100%) e l'ispezione delle tolleranze geometriche tramite macchina di misura a coordinate (CMM) sono due delle operazioni imprescindibili per controllare i rischi nella produzione di massa.
Perché affidarsi ai servizi di lavorazione della lamiera su misura per veicoli elettrici e all'esperienza di LS Manufacturing nella produzione di involucri per batterie?
I principali fattori da considerare nella scelta di un partner per la lavorazione della lamiera sono la sua capacità di risolvere le problematiche specifiche del cliente e la sua conformità alle normative . Grazie all'esperienza maturata sul campo e a standard rigorosi, siamo riconosciuti come fornitore di lunga data per clienti di primo livello. Abbiamo risolto il problema di tenuta all'aria causato dalla distorsione delle saldature nei progetti di pacchi batteria per autobus elettrici europei e ci atteniamo costantemente ai requisiti delle norme IATF 16949:2016 e ISO 26262 ASIL-B .
In passato, attraverso la validazione dei processi di saldatura per i produttori nordamericani di veicoli a nuova energia, abbiamo scoperto che una saldatura MIG tradizionale porta a una deformazione di 0,8 mm , mentre la saldatura ibrida laser CMT può ridurre la deformazione a 0,2 mm, in linea con i criteri IP67. Ogni parametro della procedura è definito sulla base di migliaia di esperimenti e siamo in possesso delle certificazioni APQP e PPAP per garantire gli standard di qualità automotive .
Collaboriamo con SGS da molto tempo e i componenti metallici dei veicoli elettrici sono soggetti a test di terze parti, che forniscono report MTR e analisi spettrali. Questa combinazione di test effettivi, conformità e conferma da parte di terzi libera i clienti dalle preoccupazioni relative alla qualità e riduce il rischio di consegna.
Se riscontrate difficoltà nella produzione di pacchi batteria, contattate i nostri esperti di ingegneria per una valutazione DFM gratuita. Vi forniremo soluzioni personalizzate di lavorazione della lamiera , studiate su misura per le esigenze del vostro progetto, aiutandovi a evitare in anticipo oltre il 95% dei difetti di produzione.

Come ridurre al minimo il peso garantendo al contempo la sicurezza in caso di impatto per gli alloggiamenti delle batterie in lamiera?
Un produttore professionale di contenitori per batterie personalizzati utilizza innanzitutto la formatura di precisione 3D di leghe di alluminio ad alta resistenza, che consente di ridurre lo spessore delle pareti del 15%. Allo stesso tempo, esegue test di impatto laterale, test di estrusione e piegatura di precisione multiasse per controllare il ritorno elastico. Di conseguenza, pur mantenendo un design ad alta rigidità e leggerezza, è riuscito a bilanciare la riduzione del peso dell'auto con il mantenimento della sicurezza del veicolo.
Controllo dell'incrudimento del materiale e del ritorno elastico
A seconda del grado di incrudimento dei diversi materiali lavorati mediante stampaggio a freddo, l'effetto di alleggerimento sarà influenzato. I punti principali da considerare nella scelta del materiale sono:
- Lega di alluminio AL5052-H32: resistenza alla trazione fino a 230 MPa, indice di incrudimento n=0,25, aumento di durezza dopo stampaggio a freddo del 15%-20%, buone prestazioni per la formatura di pareti sottili, ritorno elastico controllabile fino a 3°, adatta a diversi tipi di componenti in lamiera personalizzati.
- Acciaio ad alta resistenza: resistenza alla trazione 350 MPa, velocità di incrudimento molto rapida che porta a elevate difficoltà di formatura, il ritorno elastico può raggiungere 5°-8°, il che significa che è necessaria un'ulteriore compensazione del ritorno elastico per ottenere una buona formatura della lamiera EV .
- Approccio di compensazione del ritorno elastico: utilizza la tecnologia di compensazione angolare laser per creare una deviazione dell'angolo di piegatura preimpostata e, se combinata con una piegatrice di precisione, può raggiungere una precisione del contorno locale di 0,15 mm , che corrisponde perfettamente ai disegni di progetto e non richiede correzioni secondarie.
Confronto dei processi di stampaggio e verifica delle prestazioni in caso di collisione
La distribuzione delle sollecitazioni sul pacco batterie in caso di urto varia significativamente a seconda del processo di stampaggio. Di seguito alcuni dati specifici:
| Processo di stampaggio | Capacità di carico dell'estrusione laterale | Punto di concentrazione dello stress | Effetto alleggerimento | Tasso di superamento della collisione |
| Scatola saldata tradizionale | 160 kN | Giunto di saldatura | Spessore della parete di 1,5 mm, aumento di peso del 12%. | 88% |
| Scatola di disegno profonda integrata | 220 kN | Angolo | Spessore della parete di 1,2 mm, riduzione di peso del 15%. | 99,5% |
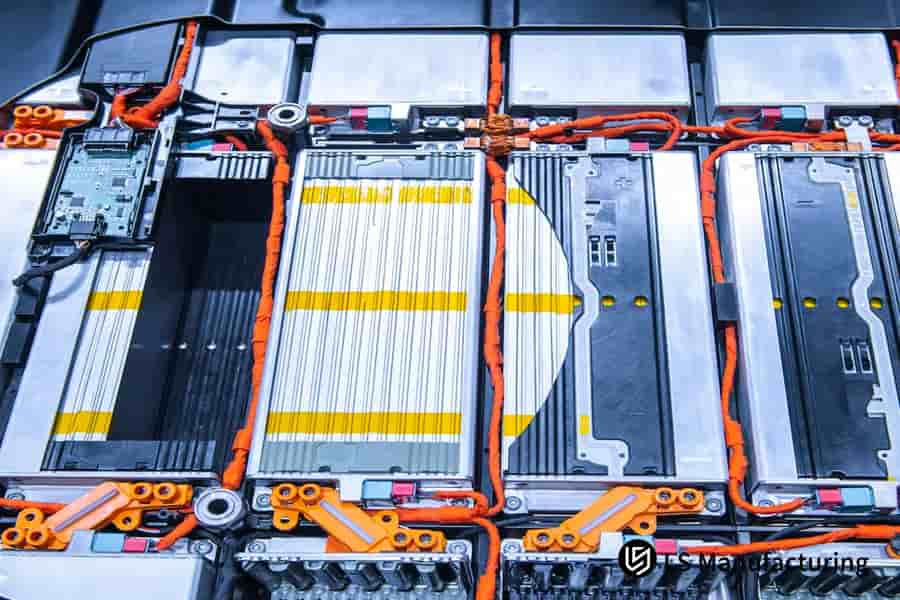
Figura 1: Primo piano dei moduli batteria assemblati con i relativi cavi all'interno di un alloggiamento personalizzato per batterie di veicoli elettrici.
Quale materia prima ottimizza la conduttività per i servizi di lavorazione della lamiera per veicoli elettrici?
Un servizio affidabile di lavorazione della lamiera per veicoli elettrici si concentra sempre sull'elevata conduttività termica e sulla resistenza alla corrosione delle leghe AL3003 e AL5052, poiché queste caratteristiche contribuiscono a dissipare efficacemente il calore generato durante i cicli di carica e scarica del modulo batteria . Uno dei metodi che utilizziamo per migliorare la dissipazione del calore consiste nel regolare l'orientamento dei grani del metallo. La scelta del materiale è il fattore che incide maggiormente sulla durata e sulla sicurezza di una batteria.
Confronto delle proprietà del materiale di base
I parametri delle varie materie prime differiscono in modo piuttosto significativo. È possibile utilizzare la tabella sottostante come semplice guida per la scelta dei materiali , che risultano particolarmente adatti anche alle operazioni di lavorazione della lamiera per batterie .
| Tipo di materiale | Conduttività termica (W/(m·K) | Resistenza alla trazione (MPa) | Test di resistenza alla nebbia salina | Scenari applicabili | Conduttività elettrica (S/m) |
| AL3003 | 190 | 150 | 720 ore senza ruggine rossa | Base per vano batteria (con piastra di raffreddamento a liquido integrata) | 3,7×10⁷ |
| AL5052-H32 | 170 | 230 | 1000 ore senza ruggine rossa | Coperchio superiore del vano batteria, pannello laterale | 3,2×10⁷ |
| Acciaio laminato a freddo SPCC | 50 | 300 | 480 ore senza ruggine rossa | Componente non portante centrale | 7,0×10⁷ |
| AL6061 | 160 | 310 | 800 ore senza ruggine rossa | Staffa per scatola batteria | 3,0×10⁷ |
Applicazione dei materiali e controllo qualità
La base del contenitore della batteria integrata a raffreddamento a liquido è realizzata principalmente in lega AL3003. L'eccellente conduttività termica di questo materiale consente una rapida dissipazione del calore. Inoltre, grazie alla tecnologia di stampaggio di alta precisione, l'errore di planarità è controllato a 0,1 mm . La lamiera per l'alloggiamento della batteria presenta una buona conduttività termica e resistenza alla corrosione. La lega AL5052-H32 è diventata il componente principale che soddisfa gli standard di controllo della tolleranza della lamiera .
In qualità di fornitore professionale di servizi di lavorazione della lamiera per veicoli elettrici, forniamo report completi di analisi MTR e spettrale. Le materie prime sono sottoposte a test rigorosi. La ricerca dimostra che una scelta appropriata del materiale può migliorare la funzione di dissipazione del calore di un modulo batteria del 25% e portare a una durata del modulo batteria di oltre 3 anni.
Se desiderate avere un'idea precisa delle prestazioni e dei costi dei diversi materiali, potete scaricare il nostro manuale di selezione dei materiali. Non esitate a contattare i nostri ingegneri per una consulenza gratuita sulla scelta dei materiali più adatti alle esigenze del vostro progetto.
In che modo la saldatura laser controlla le prestazioni di tenuta durante i complessi processi di fabbricazione degli alloggiamenti per batterie dei veicoli elettrici?
Per la fabbricazione di contenitori per batterie per veicoli elettrici di alta qualità, utilizziamo un laser a fibra da 3 kW-6 kW abbinato a un sistema di saldatura robotizzato 3D per un'elevatissima efficienza nell'apporto termico di saldatura, riducendolo a solo il 30% rispetto alla tradizionale saldatura MIG. Ciò consente inoltre di eliminare la porosità e di ottenere la tenuta IP67 . La chiave è la gestione precisa dell'apporto termico durante la saldatura per evitare difetti.
Controllo dei parametri del processo di saldatura del nucleo
La tenuta dipende in larga misura dall'impostazione precisa dei parametri di saldatura. Ecco l'intervallo principale dei parametri:
- Potenza laser: 3kW-6kW, la potenza varia in base allo spessore della lamiera. La potenza di 4kW è particolarmente adatta per lamiere di alluminio AL5052 di spessore 1,2 mm, in quanto garantisce il miglior effetto di saldatura.
- Velocità di saldatura: 2,5-3,5 m/min. Con velocità molto elevate si possono ottenere risultati di saldatura con penetrazione incompleta, mentre velocità estremamente basse causano deformazioni termiche. La velocità ottimale è di 2,8 m/min.
- Gas di protezione: gas argon ad alta purezza (99,999%) , flusso d'aria di protezione laterale di 5-8 l/min, mantiene efficacemente la zona di saldatura dall'ossidazione e contribuisce a prevenire la porosità.
- Attrezzatura e dispositivi di fissaggio: dispositivo di allineamento rigido pneumatico completamente automatico a 12 punti con pressione di bloccaggio sincrona di 0,3-0,5 MPa per la limitazione della deformazione di saldatura e la garanzia di planarità post-saldatura di 0,2 mm.
Controllo qualità delle saldature e risoluzione dei difetti
La saldatura di vassoi per batterie a parete sottile può facilmente causare il "collasso del bagno di fusione". Ecco due semplici metodi che utilizziamo per risolvere completamente il problema:
Controllo della messa a fuoco laser a 0,1 mm e sistema di tracciamento della saldatura online. Dopo la saldatura, viene effettuato un doppio controllo di qualità mediante prove non distruttive e rilevamento di perdite tramite spettrometria di massa all'elio, garantendo che la saldatura sia priva di crepe e porosità, migliorando ulteriormente la qualità della saldatura della lamiera .
Suggerimento esclusivo per la risoluzione dei problemi: quando si riscontra microporosità durante la saldatura, un leggero aumento della portata del gas argon a 7 l/min e una diminuzione della velocità di saldatura di 0,2 m/min possono non solo eliminare rapidamente i difetti, ma anche evitare scarti.

Figura 2: Testa di saldatura laser che crea scintille su un modulo batteria per la sigillatura.
Perché gli standard IP67 ridefiniscono la produzione di lamiere per gli alloggiamenti delle batterie?
Per soddisfare gli standard IP67 e persino IP69K, la planarità della superficie di tenuta della lamiera dell'alloggiamento della batteria deve essere inferiore a 0,1 mm ogni 100 mm. Per soddisfare questo requisito fondamentale per la sicurezza della batteria, ci affidiamo alla stampatura continua CNC e alla rettifica di superficie di alta precisione per mantenere stabili le dimensioni della scanalatura adesiva.
Controllo cumulativo delle tolleranze e ottimizzazione strutturale
La tenuta del vano batteria potrebbe essere compromessa dalle tolleranze accumulate delle superfici di accoppiamento. Gestiamo questo problema attraverso:
- Utilizzando l'analisi agli elementi finiti (FEA), è possibile modellare la leggera deformazione elastica della flangia in lamiera indotta dalla coppia di serraggio e regolare la compensazione della deformazione. In questo modo si garantisce che la planarità rimanga conforme agli standard anche dopo il serraggio e che il componente sia idoneo al processo di piegatura di precisione della lamiera .
- Le tolleranze di stampaggio continuo CNC sono mantenute a 0,05 mm. In seguito alla rettifica superficiale di alta precisione, la rugosità della superficie di tenuta è controllata a Ra 0,8-Ra 1,6 , favorendo l'adesione della striscia di tenuta.
- La tolleranza dimensionale della scanalatura di erogazione è fissata a 0,1 mm, la larghezza di erogazione è mantenuta tra 5 e 8 mm, la compressione della striscia adesiva è del 30%-40% e la spaziatura dei bulloni è di 50-70 mm, elementi che contribuiscono tutti a una sigillatura uniforme.
Relazione tra rugosità superficiale e prestazioni di tenuta
La rugosità superficiale influisce direttamente sulla forza adesiva della striscia sigillante. I dati da noi misurati sono i seguenti:
| Rugosità superficiale (Ra) | Resistenza adesiva del silicone espanso (N/m) | Resistenza adesiva della striscia sigillante in EPDM (N/m) | Tasso di superamento del test di tenuta IP67 |
| 0,8 | 180 | 165 | 98,5% |
| 1.2 | 220 | 200 | 99,8% |
| 1.6 | 190 | 175 | 99,2% |
| 2.0 | 150 | 140 | 95,3% |
Quali fattori ingegneristici influenzano la tolleranza nella lavorazione della lamiera per i veicoli elettrici?
I diversi fattori che contribuiscono al controllo delle tolleranze nella lavorazione di lamiere di grandi dimensioni per progetti di veicoli elettrici includono il gioco dello stampo, la piegatura laser con compensazione angolare, il posizionamento secondario durante la lavorazione e così via. Impostiamo le tolleranze dei nostri fori chiave a 0,05 mm. Ciò influirà direttamente sulla precisione dell'assemblaggio e sulla qualità della produzione in serie.
Fattori ingegneristici fondamentali che influenzano la tolleranza
La capacità della produzione di mantenere stabilmente la tolleranza dipende principalmente da tre fattori principali durante la produzione di massa.
- Gioco tra stampo e matrice: Il gioco viene determinato a livelli ragionevoli in base allo spessore del materiale. Ad esempio, nel caso di lamiera AL5052 (spessore 1,2 mm), il gioco tra stampo e matrice è compreso tra 0,12 e 0,15 mm, al fine di prevenire la formazione di bave e distorsioni , contribuendo così al raggiungimento dell'accuratezza dimensionale dei pezzi stampati e al rispetto dei criteri di alta precisione richiesti per la lavorazione di lamiere .
- Compensazione della piegatura CNC: questa operazione viene eseguita utilizzando una compensazione angolare laser. Considerando l'angolo di piegatura e le proprietà del materiale, viene utilizzato un valore di compensazione preimpostato tra 0,5° e 1° per controllare l'errore di ritorno elastico e garantire così la precisione della piegatura.
- Posizionamento di precisione secondario: il centro di lavoro è dotato di un sistema di posizionamento con visione CCD con una precisione di posizionamento di 0,02 mm.
Confronto tra processo di stampaggio e stabilità della tolleranza
Per quanto riguarda il mantenimento dei valori Cpk del passo dei fori durante la produzione di massa, la capacità varia notevolmente tra matrici a stazione singola e matrici progressive.
| Processo di stampaggio | Valore Cpk del passo dei fori (produzione di massa) | Intervallo di fluttuazione della tolleranza | Produzione annua adeguata | Costo di manutenzione |
| Matrice a stazione singola | 1,0-1,2 | ±0,08 mm | Meno di 500 pezzi | Inferiore |
| Dado progressivo | 1,33-1,67 | ±0,03 mm | Oltre 5000 pezzi | Più alto |
Ogni lotto include grafici di controllo SPC per monitorare le variazioni di tolleranza. Questo utilizza la formula "Costo della fluttuazione di tolleranza del singolo lotto = Tasso di scarto / Costo unitario / Produzione del lotto". Un controllo più rigoroso riduce i tassi di scarto al di sotto dello 0,5%, con una conseguente notevole riduzione delle spese complessive.
Come possono i produttori di apparecchiature originali (OEM) evitare elevati costi di attrezzaggio nella produzione di lamiere personalizzate per veicoli elettrici a basso volume?
Quando si tratta di ricerca, sviluppo o produzione pilota di piccoli lotti di componenti in lamiera personalizzati per veicoli elettrici , la soluzione ottimale è la formatura a stampo morbido combinata al taglio laser. Passiamo a linee di produzione flessibili, quindi anche se eliminiamo decine di migliaia di dollari di costi di apertura dello stampo, riusciamo comunque a ottenere il nostro primo pezzo entro 7 giorni, risolvendo completamente il problema degli elevati costi dello stampo.
Percorsi produttivi economicamente vantaggiosi a diverse scale
Se si desidera ottenere il costo più basso possibile, la scelta del processo produttivo deve essere allineata al volume annuo di produzione, in questo modo:
- 1-50 pezzi (Fase di Ricerca e Sviluppo): Per la fase iniziale di sviluppo di un prodotto, il metodo di formatura con stampo morbido e taglio laser è eccellente. Non richiede la costosa produzione di stampi rigidi, consente di ottenere il primo pezzo entro 7 giorni, ha un costo unitario leggermente superiore, ma i costi di prova ed errore sono notevolmente ridotti. Questa strategia è ideale per testare le iterazioni del prodotto e ottenere una lavorazione della lamiera a basso costo .
- 50-500 pezzi (Produzione pilota in piccoli lotti): In questa fase, il metodo di stampaggio morbido viene combinato con l'uso di una punzonatrice a torretta CNC, con l'obiettivo principale di mantenere un ragionevole equilibrio tra efficienza e costi . Il costo unitario, in questo caso, è stato ridotto del 30% rispetto alla fase di ricerca e sviluppo, e il ciclo di consegna è di 15-20 giorni.
- Oltre 5000 unità (produzione di massa): metodi di stampaggio progressivo e saldatura laser, un investimento significativo in costi di stampo rigido (circa 20.000-50.000 dollari). Tuttavia, il costo unitario viene ridotto del 60% , che rappresenta la migliore pratica per la produzione di massa regolare.
Suggerimenti per il controllo dei costi e assistenza clienti
Regolando il raggio di curvatura del contenitore della batteria a R=1,5-2,0 mm e minimizzando le strutture di stampaggio profondo , non solo semplificherete lo stampo, ma risparmierete anche il 20%-30% sui costi di stampaggio . Eseguiamo analisi DFM gratuite per aiutarvi a strutturare il prodotto in modo economicamente vantaggioso ed eliminare gli sprechi.
In qualità di fornitore professionale di servizi di lavorazione della lamiera per veicoli elettrici su misura, disponiamo di una linea di produzione flessibile in grado di gestire ordini minimi di 5 pezzi. Ciò significa che i clienti OEM possono verificare l'idoneità della struttura del vano batteria durante la fase di ricerca e sviluppo con costi di prova ed errore molto bassi . Se la vostra produzione di prova per piccoli lotti è in fase di sviluppo, non esitate a contattarci per un preventivo gratuito, in modo da poter ottenere la soluzione di lavorazione migliore ed evitare sprechi dovuti a costi elevati per gli stampi.

Figura 3: Un modulo batteria che mostra le celle argentate collegate da fili arancioni.
Quali protocolli di controllo qualità garantiscono la durabilità dei componenti metallici dei veicoli elettrici?
Le parti metalliche dei veicoli elettrici , in particolare quelle che operano ad alta tensione, necessitano di verniciatura a polvere o di verniciatura a polvere isolante in nylon ad alta resistenza. Solo in questo modo è possibile garantire una durata di oltre 10 anni. Il nostro strato isolante ha una tensione di rottura >5000 V CC, il che significa che l'intero processo di trattamento superficiale deve essere sottoposto a un rigoroso controllo di qualità.
Controllo qualità del processo di trattamento superficiale
Per ogni fase del processo di trattamento superficiale dei componenti metallici dei veicoli elettrici sono previsti criteri di controllo qualità espliciti:
- Pulizia preliminare al trattamento: la sgrassatura con un agente alcalino viene effettuata a 50-60°C per 10-15 minuti. Oltre a pulire la superficie da grasso e altri contaminanti , si ottiene anche l'adesione necessaria per le fasi successive. Questo metodo è ideale per la finitura superficiale di lamiere .
- Passivazione al silano: questa è una tecnica più recente che sta sostituendo la fosfatazione (rispettosa dell'ambiente) e fornisce un film di passivazione con uno spessore da 0,5 a 1,0 μm che si traduce in adesione del rivestimento e capacità protettiva contro la corrosione.
- ED (Rivestimento elettroforetico): Lo spessore dello strato elettroforetico è di 20-30 μm. L'adesione raggiunge il livello 5B (test di adesione a taglio incrociato) - assenza totale di distacco o sfaldamento.
- Verniciatura a polvere: lo spessore dello strato isolante è di 80-120 μm, l'errore di misurazione dello spessore in linea è di 5 μm, la tensione di rottura è >5000 V CC , quindi si ritiene che i requisiti di isolamento ad alta tensione siano soddisfatti.
Test di resistenza agli agenti atmosferici e di prestazione isolante
Eseguiamo test molto rigorosi per verificare la resistenza agli agenti atmosferici e le capacità isolanti dei nostri prodotti con trattamento superficiale. I principali dati dei test sono i seguenti:
| Elemento di prova | Standard di prova | Risultato del test | Requisiti del settore |
| Test di corrosione in nebbia salina | SGS 1000 ore | Niente ruggine rossa, niente corrosione | 720 ore, nessuna traccia di ruggine rossa |
| Test di resistenza ai graffi | ASTM D3363 | Profondità del graffio ≤0,5 mm, nessun distacco del rivestimento | Profondità del graffio ≤1,0 mm |
| Test di rottura ad alta tensione | IEC 60664 | Tensione di rottura >5000 V CC | Tensione di rottura >3000 V CC |
| Test di adesione | ISO 2409 | Livello 5B | Livello 4B e superiore |
Come trovare un partner affidabile per la produzione di custodie in lamiera?
Nel valutare la capacità di un'azienda produttrice di custodie in lamiera di fornire componenti di qualità automobilistica, i criteri principali sono le sue strutture di produzione, la certificazione IATF 16949 e la conoscenza degli strumenti APQP/PPAP. Fornitori affidabili facilitano ai clienti di primo livello la mitigazione dei rischi connessi alla catena di fornitura.
Aspetti critici della revisione della qualificazione dei fornitori
Prima di scegliere un fornitore di primo livello, ecco cosa succede dopo: quattro punti meritano un'analisi approfondita:
- Certificazione di sistema : la certificazione di sistema IATF 16949:2016 è obbligatoria. Rappresenta il requisito minimo indispensabile per la fornitura di componenti per il settore automobilistico, in quanto conferma la conformità del processo produttivo.
- Esecuzione degli strumenti: Deve essere in grado di implementare efficacemente i cinque strumenti principali - APQP, PPAP, FMEA, SPC e MSA - per contribuire alla minimizzazione dei rischi del progetto fin dalle fasi iniziali.
- Attrezzatura hardware: Disponiamo di attrezzature metrologiche interne come macchine da taglio laser Bystronic e piegatrici CNC per mantenere una precisione di lavorazione di 0,05 mm .
- Capacità di collaudo: disponiamo di apparecchiature di collaudo proprie, come macchine di misura a coordinate (CMM) e rilevatori di perdite a spettrometro di massa all'elio, e forniamo report di collaudo completi eseguiti da terze parti.
Ciclo di fornitura completamente conforme
Creiamo un ciclo completo di conformità, a partire dalla ricezione della richiesta di offerta (RFQ) fino alla presentazione del PPAP, garantendo che i progetti soddisfino le esigenze dei clienti:
- Ricezione della richiesta di preventivo e revisione dei disegni: Quando un cliente invia una richiesta di preventivo, è necessario effettuare una revisione completa dei disegni 3D entro 24 ore e fornire un feedback sui difetti riscontrati durante la fase di progettazione per la producibilità (DFM).
- Analisi del rischio: l'utilizzo dell'FMEA nell'analisi del numero di priorità del rischio (RPN) consente di creare misure di controllo del rischio precise per la prevenzione dei difetti di fabbricazione.
- Controllo della produzione: Prepariamo piani di controllo dettagliati e monitoriamo costantemente le attività di produzione. Per ogni lotto vengono forniti i diagrammi di controllo SPC.
- Presentazione della documentazione PPAP: La presentazione della documentazione PPAP, completa di campioni, rapporti di prova, piani di controllo , ecc., avviene dopo la produzione dei componenti, nel rispetto degli standard di accettazione del cliente.

Figura 4: File di telai metallici in una fabbrica, probabilmente destinati alla produzione di batterie per veicoli elettrici.
In che modo LS Manufacturing ha fornito una soluzione di fabbricazione di contenitori per batterie per veicoli elettrici ad alta precisione?
Ecco una descrizione dettagliata di un caso di studio che illustra la nostra soluzione di fabbricazione di contenitori per batterie per veicoli elettrici, estremamente precisa, fornita a una delle principali aziende europee di autobus elettrici . Questa soluzione dimostra la nostra capacità di individuare e risolvere i problemi e di valutarne i risultati. Inoltre, funge da base per progetti simili.
Problema riscontrato dal cliente:
Durante la realizzazione di un pacco batterie ad alta capacità da 350 kW, un produttore europeo di autobus elettrici ha riscontrato una difficoltà: i metodi di saldatura convenzionali causavano una deformazione del substrato in lega AL5052 di 1,8 mm, con conseguente tasso di fallimento del 24% al primo tentativo nel test di tenuta all'aria IP67.
Di conseguenza, il cliente si trovava sotto pressione per posticipare la linea di produzione dei veicoli e incontrava difficoltà nel rispettare le scadenze, il che rendeva la situazione per lui insostenibile. Pertanto, desiderava un team qualificato che potesse essergli di grande aiuto nella risoluzione del problema.
Soluzione di produzione LS:
- Innanzitutto, dopo il coinvolgimento dei nostri esperti tecnici, analizzando i disegni tramite DFM (Design for Manufacturing), ci siamo resi conto che la struttura di saldatura divisa era la causa principale della deformazione termica.
- Abbiamo aggiornato il progetto trasformandolo in un'unica operazione che combina la formatura flessibile a stampo progressivo CNC e la saldatura laser CMT (metallurgia continua) . Abbiamo inoltre creato un dispositivo di fissaggio rigido pneumatico a 12 punti, utilizzato per pressurizzare il pezzo a 0,4 MPa durante la saldatura, limitando così deformazioni e incurvamenti.
- Per garantire la tenuta, abbiamo scelto un rilevatore di perdite automatizzato con spettrometro di massa a camera a vuoto di elio e abbiamo impostato una soglia di rilevamento delle perdite di 1,0 x 10⁻⁶ mbarl/s, in modo da ottenere un rilevamento delle perdite online del 100%.
- Abbiamo modificato le impostazioni di saldatura come segue: potenza laser 4,5 kW, velocità 2,8 m/min, flusso di gas argon 7 l/min . Queste modifiche ai parametri hanno ridotto la deformazione termica e la porosità; la nostra esperienza conferma inoltre che modifiche strutturali e di processo possono risolvere i problemi di deformazione nella saldatura delle leghe di alluminio .
Risultati e valore:
Grazie alla modifica del processo, la planarità della superficie di tenuta del contenitore della batteria è stata mantenuta entro 0,15 mm, il tasso di superamento del test IP67 ha raggiunto il 100%. Il cliente ha risparmiato 80.000 dollari evitando scarti di prodotto, il ciclo di consegna si è ridotto di 32 giorni e ha ottenuto un contratto di fornitura quinquennale.
Se anche il vostro progetto di fabbricazione del vano batteria per veicoli elettrici (EV) presenta problemi come deformazioni dovute alla saldatura e mancata tenuta all'aria, vi preghiamo di contattare i nostri ingegneri professionisti in modo che possiamo fornirvi una soluzione personalizzata di alta precisione che si adatti perfettamente alle esigenze del vostro progetto.

FAQ
D1: Quali sono i tempi di consegna standard per la realizzazione di prototipi di contenitori per batterie per veicoli elettrici personalizzati presso LS Manufacturing?
Grazie alla nostra linea di lavorazione CNC flessibile e alla disponibilità a magazzino di leghe di alluminio AL5052 di qualità automotive, siamo in grado di realizzare prototipi di componenti di elevata precisione e di fornire un report dettagliato sulle non conformità entro 7-10 giorni lavorativi dal caricamento dei disegni , consentendo così di effettuare test di ricerca e sviluppo sui prototipi.
D2: Come fa LS Manufacturing a determinare il costo iniziale degli stampi e il prezzo unitario per un progetto di fabbricazione di lamiere per veicoli elettrici?
Il nostro obiettivo è sempre quello di rendere il nostro sistema di prezzi equo e comprensibile. I prezzi unitari sono calcolati con precisione in base al consumo di materiale, alla lunghezza totale del taglio laser, alle fasi di piegatura e al tempo di saldatura . Per supportare i clienti nella fase di ricerca e sviluppo e nella produzione di piccoli lotti, offriamo la possibilità di realizzare una transizione con stampo morbido senza costi aggiuntivi per lo stampo rigido, riducendo così le spese.
D3: LS Manufacturing sarà in grado di produrre involucri per batterie personalizzati in piccole quantità per modelli di veicoli elettrici di nicchia?
Sì, certo. In particolare per la ricerca e sviluppo e per i veicoli da corsa/commerciali, disponiamo addirittura di una linea di produzione flessibile e leggera con quantitativi minimi d'ordine di sole 5-10 unità. Questo permette ai clienti di verificare la progettazione strutturale dell'involucro della batteria nelle prime fasi di sviluppo e di ridurre notevolmente i costi derivanti da prove ed errori.
D4: Quali rapporti di prova di terze parti fornite per convalidare la qualità dei componenti metallici dei veicoli elettrici?
Per ogni spedizione, siamo in grado di fornire una certificazione di qualità completa di livello automobilistico, oltre al Material Test Record (MTR) originale, ai report delle misurazioni dimensionali effettuate con la macchina di misura a coordinate (CMM), ai report delle prove di durezza e trazione e ai dati certificati SGS relativi alla corrosione in nebbia salina di 1000 ore e al rilevamento delle perdite IP67.
D5: In che modo LS Manufacturing protegge la proprietà intellettuale (IP) e i progetti CAD proprietari delle lamiere degli alloggiamenti delle batterie per veicoli elettrici?
Per la nostra azienda, la proprietà intellettuale è un elemento essenziale della sua stessa esistenza. Stipuliamo un accordo di non divulgazione (NDA) legalmente vincolante prima che ci vengano forniti dati tecnici. Crittografiamo tutti i disegni CAD/STEP e li conserviamo su un server offline sicuro separato, accessibile solo agli ingegneri chiave del progetto.
D6: Qual è lo spessore massimo e la tolleranza di lavorazione della lamiera per i componenti dei veicoli elettrici presso il vostro stabilimento?
La nostra azienda è in grado di realizzare con precisione leghe di alluminio, acciaio inossidabile e acciai ad alta resistenza con spessori da 0,5 mm a 6,0 mm. Grazie alle macchine da taglio laser Bystronic e alle piegatrici CNC, siamo in grado di mantenere un controllo impeccabile delle tolleranze di lavorazione dei lotti, pari a 0,05 mm.
D7: Qual è il vostro metodo per testare la tenuta stagna delle custodie di servizio in lamiera personalizzate per veicoli elettrici, al fine di verificarne la conformità agli standard IP67?
Non torneremo al vecchio e inefficiente metodo di immersione, che può facilmente non rilevare perdite. Al contrario, ci affidiamo a tester automatici di caduta di pressione per la tenuta all'aria e a rilevatori di perdite ad alta precisione tramite spettrometria di massa sotto vuoto ad elio, per garantire che ogni involucro della batteria prodotto venga sottoposto a un accurato controllo di tenuta a livello molecolare.
D8: LS Manufacturing è in grado di eseguire simultaneamente finiture superficiali a valle come la verniciatura a polvere e la ramatura delle barre collettrici?
Sì, offriamo un servizio di produzione completo "chiavi in mano". Il nostro stabilimento vanta linee di elettroforesi (ED) completamente automatizzate di livello automobilistico, linee di verniciatura a polvere elettrostatica e attrezzature di precisione per la lavorazione di tubi isolanti termoretraibili per barre collettrici in rame. Queste tecnologie garantiscono che i trattamenti di isolamento ad alta tensione e di protezione dalla corrosione non siano compromessi da problemi di controllo qualità legati all'esternalizzazione.
Riepilogo
La fabbricazione di lamiere per i contenitori delle batterie dei veicoli elettrici comporta numerose attività ingegneristiche, come l'integrazione di dimensioni precise, la sigillatura e l'isolamento, che possono influenzare direttamente la sicurezza e l'autonomia dei veicoli elettrici.
La principale sfida della produzione risiede nel controllo accurato dei parametri di processo, nella selezione scientifica dei materiali più adatti e, infine, in un rigoroso controllo qualità. Sfruttiamo la nostra esperienza pratica e le nostre qualifiche riconosciute per superare gli ostacoli e offrire soluzioni economiche lungo tutta la catena di fornitura.
Il tuo progetto di involucro per batterie per veicoli elettrici presenta criticità come deformazioni dovute alla saldatura, problemi di tenuta all'aria o sforamenti del budget per gli stampi? Inviaci i tuoi disegni 3D in formato STEP, IGS o DXF e i nostri esperti ti offriranno un'analisi DFM gratuita e un preventivo dettagliato entro il giorno successivo, con dati solidi a supporto del tuo progetto!
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


